CN100396472C - 复合金属部件的生产、成型和粘结系统 - Google Patents
复合金属部件的生产、成型和粘结系统 Download PDFInfo
- Publication number
- CN100396472C CN100396472C CNB028070313A CN02807031A CN100396472C CN 100396472 C CN100396472 C CN 100396472C CN B028070313 A CNB028070313 A CN B028070313A CN 02807031 A CN02807031 A CN 02807031A CN 100396472 C CN100396472 C CN 100396472C
- Authority
- CN
- China
- Prior art keywords
- fluid
- balancing gate
- gate pit
- die assembly
- lamination
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Lifetime
Links
Images























Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/10—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies
- B29C43/12—Isostatic pressing, i.e. using non-rigid pressure-exerting members against rigid parts or dies using bags surrounding the moulding material or using membranes contacting the moulding material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/021—Deforming sheet bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D26/00—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces
- B21D26/02—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure
- B21D26/053—Shaping without cutting otherwise than using rigid devices or tools or yieldable or resilient pads, i.e. applying fluid pressure or magnetic forces by applying fluid pressure characterised by the material of the blanks
- B21D26/059—Layered blanks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/007—Tempering units for temperature control of moulds or cores, e.g. comprising heat exchangers, controlled valves, temperature-controlled circuits for fluids
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/40—Shaping or impregnating by compression not applied
- B29C70/42—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles
- B29C70/44—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding
- B29C70/443—Shaping or impregnating by compression not applied for producing articles of definite length, i.e. discrete articles using isostatic pressure, e.g. pressure difference-moulding, vacuum bag-moulding, autoclave-moulding or expanding rubber-moulding and impregnating by vacuum or injection
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/54—Component parts, details or accessories; Auxiliary operations, e.g. feeding or storage of prepregs or SMC after impregnation or during ageing
- B29C70/542—Placing or positioning the reinforcement in a covering or packaging element before or during moulding, e.g. drawing in a sleeve
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C2043/3205—Particular pressure exerting means for making definite articles
- B29C2043/3238—Particular pressure exerting means for making definite articles pressurized liquid acting directly or indirectly on the material to be formed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/02—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means
- B29C33/04—Moulds or cores; Details thereof or accessories therefor with incorporated heating or cooling means using liquids, gas or steam
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
- B29C33/40—Plastics, e.g. foam or rubber
- B29C33/405—Elastomers, e.g. rubber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/08—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns
- B29K2105/0854—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of continuous length, e.g. cords, rovings, mats, fabrics, strands or yarns in the form of a non-woven mat
Abstract
一种生产复合或粘结金属部件的系统,其包括:第一和第二压力室,每一个压力室都有可弹性变形的室壁;用于通过每一个所述压力室循环高温高压流体的设备;和至少一个模具组件,模具组件包括至少一个提供其中能够放置复合或粘结金属叠层的模腔的独立铸模部分;其中,当使用该系统时,两个压力室结合在一起,可弹性变形的室壁反向对置,含有所述叠层的至少一个模具组件置于两个室壁之间,高温高压流体通过每一个压力室循环,使得叠层能够压制、熟化或成型。
Description
技术领域
本发明涉及复合体的生产及薄板金属部件的超塑性成型和粘结。
背景技术
一般用下述方法生产复合部件:用树脂基体或粘结介质如热塑性或热固性树脂浸渍纤维材料如玻璃纤维,或者将薄板热塑性材料一起成型和粘结,或者形成多个将形成零件的层。然后将这种树脂浸渍材料进行高温高压处理,以将该材料压制成型,或熟化树脂基体或粘结介质,从而生成复合/粘结部件。用下述方法形成粘结金属部件:将金属薄板成型,在薄板之间放置粘结剂或粘结材料,然后在保持结合压力或夹紧压力的同时升温,确保有足够高的粘结力。在每一种情况下都需要压制材料以从复合叠层或金属粘结剂中排出过量气体和树脂,将层压品熟化成固体层或将固体层压品粘结在一起形成成品零件。用这种方法可以生产高强度轻质部件,这种部件特别适用于航空器、汽车和航海设施。
国际专利申请PCT/AU95/00593中描述了申请人开发的一种生产该复合部件的系统,此处引入其详述部分作为参考。所述系统使用一对分别提供模具表面和支撑表面的压力室。模具表面可以由形成其中一个压力室的壁的浮动刚性或半刚性模具提供。支撑表面可以由形成另一个压力室的壁的第二个协同浮动刚性或半刚性模具、真空袋或可弹性变形的囊状物提供。复合叠层可以由上覆有可置于模具和支撑表面之间的剥皮织物和放散管织物的树脂浸渍材料层制成。一旦复合叠层置放在适当位置,高温高压流体将通过每一个压力室循环,从而双面压制叠层,形成或熟化树脂基体或粘结介质。另一种方案是,首先将材料层置于模具中,形成层压品,用Resin Transfer Moulding或Resin Film Infusion将树脂导入层压品,从而形成零件。循环流体能够以快速循环时间非常均匀地熟化部件、将其加热和冷却,并且能够一些利用能量。另外,在一个优选排列的该系统中,因为相同压力的流体通过每一个压力室循环,所以在复合叠层的相反两侧上施加的是相同的压力。与用其它已知的复合体生产方法生产的复合部件相比,该方法得到的复合部件具有优异的材料均匀性。
申请人还开发了一种生产、修补、成型和粘结复合体和金属部件的系统,其描述在国际专利申请PCT/AU01/00224中,该系统使用至少一个具有可替换支柱面的压力室,流体在高温高压下循环。
在申请人开发的所有系统中,共同的工作原理是使用高温高压的循环流体以实现熟化工艺。用循环流体作为加热介质(或冷却介质)的优点是能够将热量快速而均匀地传递到加热区域。实际上,这将导致生产复合产品的熟化时间大大短于用传统高压釜生产方法可能使用的熟化时间。这是因为与空气相比,流体的传热率高(即,用水时,传热率一般比用空气大22倍)。这将大大提高每单元的生产速率,降低生产成本。
使用循环流体的另一个优点是向叠层的传热更均匀,不会出现使用高压釜或其它加热方法中发生的“过热点”。
申请人的系统还因为使用高压循环流体而在叠层上提供比较均匀的压力。另外,在压力施加在叠层相反两侧的设计中,可以使压力平衡,不必使用支撑任何施加的高负荷的具有高结构强度的设备。
本发明还可以利用“平衡密度”效应,从而能够生产大型面板和部件。下面还将详述该效应。
虽然国际专利申请PCT/AU95/00593中描述的复合部件生产系统正在应用,但是,在正生产的复合部件被熟化或成型前不可能制备下一个复合叠层。还不易于改变用于生产不同复合部件的模具,因为这需要浮动刚性或半刚性模具与压力室分离且被另一种不同结构的刚性或半刚性模具替换。
使用固定在压力室壁中的模具时,难以移动模具,难以接近模具,例如,难以将复合材料放置在模具中。
另外还难以操作模具使得在模具在外面环绕有压力室的压力盒中时将加强筋放在零件中。可以从模具中取出复合零件,然后将其放在夹具中并装配加强筋如筋肋、堵头、定位板等。但是这并不可取,因为复合部件一般不是刚性的,在所有加强筋到位前很可能弯曲。因此,在从模具中取出零件前优选放置所有加强筋并完成所有二级处理工艺。用这种方法可以保证最大的尺寸精度。
在一些情况下还必须或优选使用能够从模具中释放零件的组合模。在没有组合压力室和在模具壁中没有复杂锁紧机械以将模具结合在一起以确保没有流体损失的情况下,这不适用于本发明的方法。
因为这种浮动模具的设计结构,所以用这种压力室还难以生产尺寸变化很大的复合部件。因此,这是一种在正进行的熟化、成型工艺完成前不可能再进行任何作业的“间歇”法。但是,能够进行“半连续”工艺的复合体生产系统都有优点,在“半连续”工艺中,即使该系统正在压制、熟化和/或形成复合或粘结金属部件时也能进行至少一部分生产工序,同时还能够保持该系统生产的部件质量。能够生产各种不同的部件和用于这些部件的模具也是一个优点,这样可以从根本上降低加工成本,并且不必改变密封压力室的基本结构和从系统内释放流体。这样可以使该系统大规模应用,因为可以改善时间和生产效率。
发明内容
因此,本发明的目的是提供一种生产复合或粘结金属部件的改进系统和方法。
鉴于此,本发明的一个方面是提供一种生产复合或粘结金属部件的系统,其包括:
第一和第二压力室,每一个压力室都有可弹性变形的室壁;
用于通过每一个所述压力室循环高温高压流体的设备;和
至少一个模具组件,模具组件包括至少一个提供其中能够放置复合或粘结金属叠层的模腔的独立铸模部分;
其中,当使用该系统时,两个压力室结合在一起,可弹性变形的室壁反向对置,含有所述叠层的至少一个模具组件置于两个室壁之间,高温高压流体通过每一个压力室循环,使得叠层能够压制、熟化或成型。
通过每一个压力室循环的流体可以保持基本相同的压力,使得模具组件周围施加的压力得以平衡。这可以促进可弹性变形材料的室壁的使用,不需要很大的机械强度来保持尺寸精度,因此可以是轻质结构。所以室壁可以较薄,可以通过压力室向模具组件和叠层快速传热。
可弹性变形室壁还可以和模具组件及所支撑的叠层的形状大致一致,以保证在整个模具组件中均匀传热。
在某些具有特殊回旋外部形状的部件中,叠层上面的室壁不能确切地和外部形状一致。例如,这在要生产的部件中具有深腔或沟道的情况下会发生。
在这些情况下,叠层上面的室壁可以设计成与生产的部件的形状大致一致。通过支撑该结构的室壁的压力室的循环流体能够促使该结构的室壁接近部件的形状。
因为模具组件与压力室分离,所以能够促使本发明的系统使用半连续法,因为模具组件和叠层可以分别与压力室组配。另外,在使用压力室时,还可以建立模具组件。
本发明的另一个方面是提供一种生产复合或粘结金属部件的方法,其包括:
将复合或粘结金属叠层放置在模具组件的模腔内;
将模具组件和叠层一起放置在第一和第二压力室之间,每一个压力室都有可弹性变形的室壁,这两个室壁与放置在其中的模具组件反向对置;和
通过每一个压力室循环高温高压流体,以将复合或粘结金属叠层压制、熟化或成型。
模具组件可以包括单个支撑复合或粘结金属叠层的铸模部分,一个可弹性变形的室壁与放置在两个压力室之间时的复合或粘结金属叠层或涂覆在叠层上面的放散管织物直接接触。铸模部分可以是刚性或半刚性结构。还可以设想模具组件包括一对协同的刚性或半刚性铸模部分,使复合或粘结金属叠层可以置于其间。
铸模部分可以分开,以便于从中释放完成的部件。这在本发明的系统中是可行的,因为当铸模部分与压力室分开且在压力室外面时,和压力室分开的铸模部分易于分离。用这种方法可以使压力室在所有时间内不被触及且完整密封。因此,能够从压力室中取出包含零件的铸模部分优选具有密封和附着在压力室上的铸模部分。
当使用一个铸模部分时,开始时用真空袋压制叠层。为了达到这一目的,真空袋可以放置在叠层上,在模具组件被压入压力室之间前压制叠层。
压力室可以包括在所述可弹性变形的室壁侧上支撑可弹性变形的室壁的壳体。所述室壁可以具有袋、环或模具的附着点,它们在弹性壁内或与各个压力室的壁相连,或者在刚性壁中切成的袋,其内部衬有与模具适配的弹性材料。室壁可以由可弹性变形材料如橡胶制成。
压力室也可以包括支撑其中的弹性囊状物的外部支撑壳体或框架。囊状物的一个面可以为压力室提供可弹性变形的室壁。这种设计能够保护压力室。例如,如果在压力室中发现任何泄漏,则可以简单地移去囊状物,然后换上另一个囊状物。在壳体和分开的易于泄漏的可弹性变形的室壁之间也不需要特别的密封设计。
当通过室壁传热时,室壁需要与模具组件的形状非常接近一致,以保证在模具组件和置于其中的叠层外表面周围有比较具有的传热。当模具组件的形状特别回旋时,这种效果但是也难以达到。例如,具有沿其长度延伸的深沟道的模具组件难以使室壁与模具组件和置于其中的叠层周缘一致。
因此,本发明的另一个方面是提供一种生产复合或粘结金属部件的系统使用的模具组件,其包括:
具有相对面的铸模部分;
其中的一个所述铸模部分的面提供模腔;
模具组件还包括邻近相对铸模部分的面设置的流体流动室,使通过流体流动室循环的流体与相对铸模部分的面的至少大部分直接接触。
流体流动室可以包括沿铸模部分的周缘固定在其上的由可弹性变形材料如硅橡胶形成的囊状物,从而覆盖相邻铸模部分的面的至少大部分。至少一个支撑膜可以将囊状物和铸模部分的面连接,以进一步支撑囊状物,并且引导流体流经流体流动室。还可以设想从铸模部分的面中可以延伸出至少一个刚性或半刚性传热片。传热片可以加速使热量传递到铸模部分,并且有助于引导流体的流动。传热片还可以附着在囊状物上,为囊状物提供进一步的支撑。
还可以设想:流体通过其循环的流体流动室可以由沿周缘弹性固定在铸模部分的面上的刚性或半刚性壳体或板提供。
设置的流体流动室使流体与铸模部分的面的大部分直接接触,这样可以使从流体向模具表面的热量传递最大化。上述模具组件可以用于本发明的生产系统。
因此,本发明的另一个方面是提供一种生产复合或粘结金属部件的系统,其包括:
第一和第二压力室,每一个压力室都有可弹性变形的室壁;
至少一个包括具有相对面的铸模部分的模具组件,其中的一个所述铸模部分的面提供其中能够放置复合或粘结金属叠层的模腔;至少一个模具组件包括邻近所述铸模部分的面设置的流体流动室,使通过流体流动室循环的流体与相对铸模部分的面的至少大部分直接接触;和
用于通过每一个所述压力室和通过流体流动室循环高温高压流体的设备;
其中,当使用该系统时,两个压力室结合在一起,可弹性变形的室壁反向对置,含有所述叠层的至少一个模具组件置于两个室壁之间,高温高压流体通过每一个压力室和至少一个模具组件的流体流动室循环,使得叠层能够压制、熟化或成型。
本发明的另一个方面是提供一种生产复合或粘结金属部件的方法,其包括:
将复合或粘结金属叠层放置在包括铸模部分的模具组件的模腔内,铸模部分包括与模腔相对的面,流体流动室与所述的相对铸模部分的面相邻;
将模具组件和叠层一起放置在第一和第二压力室之间,每一个压力室都有可弹性变形的室壁,这两个室壁与放置在其中的带有所述叠层的铸模部分反向对置;和
通过每一个压力室和流体流动室循环高温高压流体,以将复合或粘结金属叠层压制、熟化或成型。
具有使流体经其循环的流体流动室的模具组件的使用能够使提供压力的部件(压力室)和提供热量的部分(模具组件)分开。这可以改善对模具组件上施加的压力和热量的管理。
当流体分别通过压力室和流体流动室循环时,压力室内的循环流体温度可以保持比较恒定的值(例如,约80℃),而通过流体流动室循环的流体温度可以在较高温度和较低温度之间循环(例如在40-200℃之间)。这是因为在这种设计中不需要加热或冷却压力室壁。因此,通过流体流动室的流体为模具组件提供主要加热或冷却源。利用这种设计的另一个优点是与压力室相比通过流体流动室循环所需要的流体体积较小,这意味着改变温度以加快循环时间需要的流体量更少。
还可以在叠层上设置一个单独的上流体流动室。上流体流动室可以是由可弹性变形材料形成的囊状物形式。当流体通过其循环时,一般将囊状物的面设计成至少与模腔形状大致一致。上流体流动囊状物可以放置在叠层和通过上流体流动囊状物循环的高温流体上方,而模具组件位于两个压力室之间,从而可以为叠层供热。这样可以更均匀地传热,上流体流动室与叠层大致一致。因此,与具有附着的流体流动室的模具组件相连的上流体流动囊状物为叠层和铸模部分供热。
与模具组件的流体流动室内一样,通过上流体流动室循环的流体温度也可以在较高温度和较低温度之间循环。
带有位于支撑在模具组件内的叠层上面的上流体流动室的包括流体流动室的模具组件也可以位于本发明的生产系统的两个压力室之间。
有时候需要在复合或粘结金属部件上粘结其它附件。这些附件可以包括纵梁、加强肋或连接环。优选在生产部件时能够粘结这些附件。这样可以提供更超级的将零件粘结到部件上。
因此,本发明的另一个方面是提供一种生产复合或粘结金属部件的系统,该系统包括:第一和第二压力室,每一个压力室都有可弹性变形的室壁;用于通过每一个所述压力室循环高温高压流体的设备;模具组件,该模具组件包括其中能够放置复合或粘结金属叠层和至少一个附件的模腔;并且设计成使附件位于所述叠层上面的排列,其中,当使用该系统时,两个压力室结合在一起,可弹性变形的室壁反向对置,含有通过设计的结构定位的所述叠层和至少一个附件的模腔置于两个室壁之间,高温高压流体通过每一个压力室循环,使得叠层能够压制、熟化或成型,并且至少一个附件粘结在其上。
附件可以包括纵梁、加强肋或其它任何需要粘结在复合或粘结金属部件上的附件。
可以在叠层上放置真空袋,以在开始时用真空袋压制叠层。
这种设计的结构可以包括至少一个设计为将每一个附件啮合并定位在叠层上面所需位置上的条带。例如,当附件是加强肋时,条带可以相对于加强肋侧面延伸,条带包括一个或多个“U”形弯头以啮合加强肋的直立部分,从而使加强肋定位在叠层上面的适当位置处。条带可以位于真空袋上面或下面。
另一种替代方案是,这种设计的结构可以由模腔上面的压力室的室壁提供,将室壁设计为包括使附件定位在叠层上的袋或沟道。压力室可以包括容纳囊状袋的外部壳体或框架,囊状袋的一个面提供这种结构的室壁。在外部壳体位于囊状袋之前可以预先将囊状袋定位在叠层和附件上。然后用循环流体使囊状袋充分膨胀。这种布置更易于在囊状袋膨胀前将囊状袋和协同附件定位在叠层上。还可以设想:在外部壳体中提供一个以上的囊状袋。这样能够使该系统用在不可能只使用一个囊状物的非常大的部件上。
在另一个优选实施方案中可以提供另一个流体流动囊状物,流体流动囊状物由可弹性变形材料形成,当置于附件和叠层上面时能够和它们一致或者易于一致。囊状物可以具有较窄的整体囊状物厚度,从而能够促进与其上的囊状物的贴合。高温高压流体可以通过流体流动囊状物循环。
这种设计的结构还可以包括:提供一种设计的压力室的室壁,使其与流体流动囊状物一致,并且能够促进流体流动囊状物与附件及其上放置有附件的叠层更加贴合。
在另一个实施方案中,这种设计的结构可以是位于可置于模腔上面的压力室内的内部支撑框架。内部支撑框架可以支撑具有在流体通过压力室循环之前和叠层及附件一致结构的压力室的室壁。当流体通过压力室循环时,这种结构的室壁离开支撑孔径和模具组件啮合,当没有流体通过压力室循环时,这种结构的室壁回到支撑框架上。
为了在室壁上精确定位铸模部分,为了保持模具在操作时的精确校准和尺寸稳定性,还可以设置定位设备。定位设备可以仅仅是用于模具组件的室壁上的附着点形式。例如,可以在室壁上设置凸缘、凹窝、环或袋,以将模具组件固定在其上。可以用丝线或其它设备将附着点系在压力室壳体上。这有助于使附着点大致保持在其适当位置上。定位设备还可以替代性地包括位于压力室内的定位框架,并且具有至少一个通过压力室的室壁延伸的定位销。优选从室壁延伸出多个定位销,每一个定位销都延伸自定位框架。这种定位框架可以和压力室的壳体分离,因此可以独立于壳体移动,并且可以与壳体不直接连接。定位框架也可以系在压力室壳体上以将其保持在其中的正确位置处。因此,定位销可以穿过室壁,还可以与所述铸模部分中设置的协同孔啮合。因此,定位销位于室壁上特定位置中的铸模部分上。
当铸模部分在室壁上保持适当位置时,虽然不一定要倾斜模具,但是这种定位设置还可以使反应室壁相对于水平面以倾斜角定位。这种倾斜放置的优点是当叠层的剩余部位被树脂饱和时能够并促使保留在复合或粘结金属叠层中的所有空气或气体移向叠层的最上面的部分。移动的树脂最终将气体驱除出叠层。这样可以使复合部件中有较少的气泡/空隙。
在压力室内使用定位框架是可以接受的,只要定位框架易于安装在压力室内即可。优选地是,循环流体流经的压力室的体积不会增加到支撑更大定位框架的程度,因为这样将需要更大量的流体通过压力室循环,这是不可取的。
因此,本发明的另一个方面是提供一种生产复合或粘结金属部件的系统,该系统包括:
第一和第二压力室,每一个压力室都有可弹性变形的室壁;
用于通过每一个所述压力室循环高温高压流体的设备;
至少一个模具组件,该模具组件包括能够提供其中放置复合或粘结金属叠层的模腔的铸模部分,将至少一个模具组件定位在固定位置上的定位设备,支撑在该至少一个模具组件周围的压力室,二者是相对浮动的关系;
其中,当使用该系统时,两个压力室结合在一起,可弹性变形的室壁反向对置,该至少一个模具组件含有设置在室壁之间的所述叠层,而高温高压流体通过每一个压力室循环,使得叠层能够压制、熟化或成型。
刚性地支撑在压力室外面的定位框架可以将模具组件固定在适当位置上。因此,压力室的体积不需要在其中提供定位框架。模具组件可以由延伸自至少一个压力室的定位框架的至少一个支柱支撑。
该系统的运行方式与前面所述的相反,模具组件固定,而压力室可以在模具组件周围浮动。与前面所述的设计相比,这种压力室固定在一定的位置处,模具组件在压力室室壁之间浮动。但是这种生产方法在两种系统设计中的原理仍然是一样的。
在上述设计中,支撑在定位框架上的模具系统刚性支撑模具组件。但是还可以设想:只使用一个压力室,该压力室可至于刚性支撑的模具组件上。
因此,本发明的另一个方面是提供一种生产复合或粘结金属部件的系统,该系统包括:
包括提供模腔的铸模部分的固定模具组件;
具有可弹性变形室壁的压力室;
用于通过压力室循环高温流体的设备;
其中,当使用该系统时,压力室位于至少一个模具组件上,室壁位于至少一个模具组件上,模腔中放置所述的叠层,高温高压流体通过压力室循环,使得叠层能够压制、熟化或成型。
压力室在模具组件上浮动设置。因此,当流体通过压力室循环时,压力室可以相对于固定的模具组件移动。
这种系统不能平衡铸模部分上施加的压力。但是,在压力室中使用循环流体的优点仍然存在,该系统特别适用于不要求尺寸精度的部件。
流体循环设备包括盛放相对温度不同的流体的多个流体储槽和将不同温度的流体导向压力室的流量控制设备。这种设计已经描述在国际专利申请PCT/AU95/00593中,此处引入其详述部分作为参考。
可以设置使压力室内的流体压力可循环变化的设备。例如,可以在压力室上固定一个振动发生器,以振动压力室及其中的流体。利用振动可以促进复合或粘结金属材料内气泡的去除。一般来说,振动可以适用于本发明的所有生产系统。
应当注意:压力室甚至在竖直状态下也可以操作,在这种情况下,室壁大致处在竖直面上。这示出本发明的系统和方法的一个重要方面,即“平衡密度”效应。循环流体压力和液化状态下的树脂流体压力在系统内大致平衡,因为流体和树脂的密度类似。液化树脂的密度和粘度与水和使用的导热流体的密度和粘度接近。因此,即使在压力室竖直或倾斜的情况下,循环流体施加在液化树脂上的压力一般也能得以平衡。尽管液化树脂有天然的滑落到铸模部分下部的趋势,但是循环流体的流体压力还是随压力室中深度的增加而增加。这样就可以将沿铸模部分的液化树脂和循环流体之间的流体压力平衡,从而可以抵消树脂滑落到铸模部分下部的趋势。这样就可以使在本发明的倾斜或竖直压力室内生产的复合部件的厚度保持一致。这种方法可以克服现有技术所面临的困难:要生产的具有深侧边且没有树脂的大零件会用于重力作用滑落到这些深面侧,导致“芯吸”或滑动效应,其中,树脂流向室壁,即使用真空袋施加很高的真空度,也会造成在壁底有过量树脂,而顶部却缺少树脂。为了克服这一效应,一般使用的匹配模具能够提供封闭的刚性树脂体积,但是这样将导致成本提高。因此,本发明与传统的复合体生产系统相比,能够生产大得多的面板或其它部件。
在本发明的另一个方面中,可以用流体逐步填充压力室,使其从空洞状态逐步达到填满状态。当热流体柱填充压力室时,其挤压囊状物和模具壁,从而挤压其中的叠层并熔化树脂。可以设想:这样将使树脂线或波移动到升高的流体柱的前面。当流体柱和由此产生的树脂柱升高到零件表面上时,将使气体排出叠层,并使受控湿气排出零件。使用刚性或弹性气体充填囊状物的传统系统时这是不可能也不实际的。平衡密度的系统为叠层提供非常精确的树脂和纤维控制,方法是在零件周围形成树脂和纤维,以补偿厚度的偏差,并为所有从上至下的零件提供均匀的压力和树脂含量。
用于循环流体的设备可以与国际专利申请PCT/AU95/00593中所示的设备相同或相似。流体优选是油。
该设备包括一系列流体储槽,每一个储槽盛有温度不同的流体。例如,可以设置三个流体储槽,其中的两个分别盛放低温和高温流体,第三个流体储槽中盛放的流体温度介于另外两个中盛放的流体温度之间。
每一个压力室和流体流动室可以和所有的流体储槽流体相通,使不同温度的流体可以通过它们循环。可以设置一系列流体泵和阀,以控制来自每一个储槽的流体流动。可以对每一个流体储槽加压,使储槽释放的流体处于高压状态。
这种设计的优点是不需要在部件的每一个循环步骤中在系统内加热和冷却流体。
每一个流体储槽都可装备有“环形干线”,使多个生产系统在任何时候与储槽连接。
温度不同的流体的循环可以在每一个生产系统之间交替进行,使得在任何时候都不会使任一储槽内的流体过度抽出。这样可以在任何时候开始熟化工艺,而制备好的模具在新循环开始前不需要等待熟化循环结束,这在固定站设计中是不可能的。
另外还可以如上述国际专利申请所述,设置一个设备使压力室内的压力循环变化,利用水锤或活塞通过流体产生振动或压力波,或者在在压力室内施加压力的至少部分时间段内直接振动模具。
当使用该系统时,在压力室之间可以放置至少一个模具组件。还可以在使用的压力室之间放置多个模具组件,以同时生产多个复合部件。
铸模部分在置于压力室之间前可以负载复合叠层或粘结金属薄片。这样可以在复合叠层被压制和熟化或成型的同时继续在铸模部分内准备其它复合叠层。使用独立的铸模部分还可以生产不同的复合部件,不用改变压力室的结构。如果在压力室之间可以放置多个模具组件,则能够同时生产多个复合部件。
在复合叠层上还可以放置真空膜,膜的边缘紧贴铸模部分密封。气体从真空膜下抽出,从而可以从复合叠层中去除尽可能多的空气和其它气体。这有助于减小最终的复合部件中的气泡/空隙量。但是应当注意到:真空膜对于本发明的操作并非必要。
当模具组件放置在压力室之间时,将加压流体引入压力室,使可弹性变形的室壁在模具组件周围变形,从而将压力施加在处于铸模部分中的复合叠层上,最终的复合部件的形状取决于铸模部分的形状。这些铸模部分的外表面优选是光滑的,以确保它们的表面相对于压力室的可弹性变形的室壁是光滑的。利用这种滑动,可弹性变形的室壁可以和铸模部分紧密接触,并且以最小的变形量向铸模部分传递最大的压力和热量。为了提高该工艺的效果,可以在铸模部分或压力室室壁上涂覆润滑剂。除润滑外,或者作为润滑的一部分,为了从压力室的流体向铸模部分传递最大热量,优选用流体或传热介质传热。当可弹性变形的室壁和铸模部分紧密接触时,来自压力室的压力挤压复合叠层或粘结金属部件,从中排出过多的树脂或粘结介质和气泡。如上所述,模具组件也可以包括具有流体流动室的铸模部分。另外,在模具组件上还可以放置一个上流体流动室。然后可以将模具组件和任选的上流体流动室置于压力室室壁之间,挤压和熟化模具组件中的叠层。通过流体施加的可循环变化压力或产生振动的压力波或者模具组件本身的振动能够促使气泡的去除,从而可以保证最终的复合/粘结金属部件整个都具有非常均匀的材料性能。另外,因为流体通过压力室循环,所以能够保证沿其整个表面快速而均匀地加热和冷却复合叠层或粘结金属部件,从而可以保证均匀地熟化和冷却叠层/零件/金属部件。另外,在循环的任何时候都可以停止流体的流动,用内部加热器维温,以完全熟化零件。
复合叠层可以包括树脂浸渍材料层(已知为“半固化片”)或金属薄片层。在叠层中还可以包括用于最终复合部件的强化剂和其它干燥纤维。然后可以根据需要在复合叠层上放置剥皮织物和放散管织物。在半固化片热塑性薄片或金属薄片中提供树脂形式的树脂基体或粘结介质。但是还可以设想:在复合叠层应用于铸模部分上后至少可以在复合叠层上供应大量树脂基体或粘结介质。复合叠层可以是用连续纤维的层或片形成的较干燥的“预制件”。可以在用一个或多个供给线或浇道口将干燥的预制件放置在室壁之间后将树脂基体或粘结介质供给复合叠层。这样可以使本发明的系统使用已知的树脂传递模塑法(RTM)生产复合部件。
本发明的另一个方面是提供一种生产复合或粘结金属部件的方法,其包括:将复合或粘结金属叠层放置在模具组件的模腔内;将模具组件和复合或粘结金属叠层一起放置在至少大部分充满流体的第一和第二压力室之间,每一个压力室都有可弹性变形的室壁,这两个室壁与放置在其中的模具组件反向对置;向模具组件供应树脂,树脂经过置于模具组件之间的叠层;收集从模具组件中溢流出来的树脂,用于供给另一个模具组件;通过每一个压力室循环高温高压流体,以将叠层压制、熟化或成型。
将来自一个模具组件的溢流树脂收集和供给另一个模具组件的步骤可以相继在其它一个或多个模具组件上进行。
与用RTM将树脂单独供给多个模具组件时相比,这可以大量减少树脂的浪费量。
可以在压力下将树脂从第一个树脂容器供给第一个模具组件,树脂的供给量大于第一个模具组件中的叠层的需要量。这将产生经过模具组件的树脂波。这种树脂波可以包括含过量树脂的移动阵面,还可以是流经其间的厚波阵面形式。模具组件可以保持倾斜位置,使随流体深度增加的流体压力有助于驱使树脂向上通过叠层。从第一个模具组件溢流的树脂可以供给下一个模具组件。移动的树脂波阵面可以将空气从叠层中驱除,从而减少或消除最终部件中的气泡。这种过量的树脂还可以先释放到下一个处于真空下的树脂储槽中。当第一个树脂容器的阀关闭且在模具组件上施加压力时,从叠层中榨出其它树脂,将这种额外的树脂收集在下一个树脂储槽内。可以打开控制树脂从下一个树脂储槽流到下一个模具组件的阀,并且可以在压力下将树脂泵送到下一个模具组件内。这可以根据需要在几个模具组件上连续进行。
因此,一个接一个通过模具组件移动的树脂的波阵面的使用可以减小如果单独供给每一个模具组件时可能发生的树脂的浪费量。
将树脂供给干燥预制件的另一种方法是使用多个能够分配在其本身被支撑在铸模部分中的干燥预制件表面上的固体树脂块或片。然后可以将支撑干燥预制件和树脂块/片的铸模部分放置在压力室之间,然后,通过压力室循环的高温流体使树脂熔化。因此,本发明的系统还可以使用已知的树脂膜注入法(RFI)。
业已发现:RTM法可以生产较脆的复合产品。这是因为树脂必须易于沿复合叠层的平面纵向移动。因此,为了使树脂易于通过叠层移动,树脂必须是“短分子链”型。得到的产品较脆。
作为对比,因为RFI法将固体树脂块分配在复合树脂叠层上,所以熔化的树脂只需要润湿紧邻树脂块的复合叠层的区域。因此,树脂可以是具有较长分子链的“韧化”型。RFI法生产的复合产品的结构强度高于RTM法生产的产品。
尽管RFI法能够生产改进的复合产品,但是,其劳动强度大,因为需要人工将树脂块分配在干燥预制件上。
因此,本发明的另一个方面是提供一种生产复合或粘结金属部件的方法,其包括:
在至少一个刚性或半刚性铸模部分的模具表面上涂覆固化树脂层;
将复合或粘结金属叠层放置在所述的至少一个刚性或半刚性铸模部分中;
将至少一个铸模部分和叠层一起放置在第一和第二压力室之间,每一个压力室都有可弹性变形的室壁,这两个室壁与放置在其中的至少一个铸模部分反向对置;和
通过每一个压力室循环高温高压流体,将树脂液化,液化的树脂移入叠层,使叠层压制、熟化或成型。
树脂的粘度基本上随温度而变化。因此,可以将液化状态下的加热树脂喷到模具表面上。该表面的温度可以低于树脂的温度。可以设置冷却铸模部分的设备。预冷铸模部分的一个方法是在铸模部分内设置可循环流体的冷却通道或空穴。这些冷却通道可以就设置在模具表面下面以使表面保持所需温度。在另一种方案中,模具可以放置在单独的被冷却且在支撑模具的载体上面的囊状物上。
该方法提供的产品类似于RFI法生产的产品。但是,本发明的方法劳动强度低。
树脂在低温和没有振动的条件下可以具有非常高的粘度,能够粘结且易于粘附在模具上,以建立厚层,并保持很高的触变性,不会滑落或落到模具表面下面。树脂的物理性能是蜡状性能。然后可以将干燥的纤维强化剂和半固化片或湿叠层放置在模具内。然后将铸模部分置于压力盒内。当施加压力和升高温度时,树脂快速熔化,其粘度降低,树脂将纤维强化剂润湿。可以继续加热铸模部分,可以预先加热复合叠层,使其在后面被树脂润湿。树脂更易于润湿加热的复合叠层。然后对铸模部分加热,以液化树脂层,并使树脂发生转移。优选在树脂层和复合叠层之间放置一个移动控制设备如芳纶面罩。这种面罩能够防止树脂移动,直到树脂的粘度足够低,以易于润湿复合叠层。这可以减小树脂太粘时可能发生的在复合叠层中出现干斑的可能性。
还可以振动铸模部分,以分配和液化树脂,并去除所有截留的气体。用这种方法可以液化树脂层,树脂将被迫加入干燥的纤维强化剂,空气将被赶出叠层,叠层将被挤压,零件将被熟化。
各个供给线可以分别向喷头供应树脂和催化剂。树脂和催化剂在经过喷头时可以混合。但是还可以设想:喷头可以将不同的树脂同时或交替喷到模具表面上,树脂发生反应,形成树脂层。还可以以不同的喷雾方式在模具表面上喷涂树脂,以在最终的树脂层中提供不同树脂厚度的区域。这可以为不同厚度的复合叠层区域提供适当的树脂量。这还可以使“预填充体”被精确定位和称重的树脂适当浸渍和熟化。这种与在树脂撞击模具时或其后不久就“冷冻”或冷却树脂至适当程度的能力相结合的喷雾法能够在模具上将树脂精确定位,当树脂熔化时还可以通过驱动或传递树脂到预填充体中而精确润湿预填充体。这在以前被称为树脂喷雾传递法或RST。这些预填充体包括预先安装的部件如连接凸缘等,因此需要向预填充体的不同区域上供应不同量的树脂。
这种性能的树脂的一个重要的优点是因为树脂一接触冷却表面即固化,所以能够使叠层在模具中快速定位。这对于表面是倾斜或竖直的情况也是优点。
可以用与用于通过压力室循环流体同样的流体循环系统供应的流体加热和冷却喷涂树脂用的设备。为了达到这一目的,树脂供给线可以包括流体通过其循环的外部导管和在外部导管内且至少大致与其同心的内部导管。树脂通过内部导管供给喷头。当树脂需要保持液体状态时,高温流体可以通过外部导管循环。这种设计能够使树脂流过内部导管时均匀地加热内部导管内的树脂。高温流体也可以在喷头周围和树脂料斗周围循环,以在树脂供给树脂线之前预先加热和熔化。料斗可以包括流体通过其循环的外部空心壁。一种替代方案是,可以从料斗壁周围延伸流体通过其循环的管道。
可以调节通过树脂喷雾设备循环的流体温度,以避免树脂在系统内熟化。当不喷树脂时,可以通过该设备循环更冷的流体,以停止所有的树脂熟化反应。
还可以考虑向复合叠层上涂覆树脂基体或粘结介质的其它设备。例如,该材料可以是涂覆在复合叠层上的粉末或膜或脱湿织物或作为热塑性薄片一部分的形式。
本发明可以半连续生产复合部件,这样可以促进大规模生产这样的部件。
因此,本发明的另一个方面是提供一种生产复合或粘结金属部件的方法,其包括:
制备复合或粘结金属叠层并将其定位在多个模具组件的模腔内;
将一个或多个模具组件放置在两个分开的压力室之间,每一个压力室都有可弹性变形的室壁,使压力室一起处于生产阶段中,使每一个模具组件都置于压力室的室壁之间;
在所述的生产阶段通过每一个压力室循环高温高压流体,从而将其压制和熟化或形成部件;
从压力室之间移出每一个模具组件;
从每一个模具组件中分离出完成的部件;和
用其它一个或多个装配有用于下一个生产阶段的所述叠层的模具组件替换每一个模具组件。
如上所述,模具组件可以包括至少一个铸模部分,模具组件也可以包括一个具有流体流动室的铸模部分。
可以用流体循环设备循环流体,流体循环设备包括盛放相对温度不同的流体的多个流体储槽和根据需要控制流体流至压力室和流体流动室的流体供应设备。每一个流体储槽都可包括环形干线,以促使流体流向多个压力室。
上述方法可以半连续生产复合或粘结金属部件,因为可以预先准备模具组件。
还可以设想:采用国际专利申请PCT/AU95/00593中描述的生产系统提供半连续工艺。
因此,本发明的另一个方面是提供一种生产复合或粘结金属部件的方法,其包括:
制备复合或粘结金属叠层并将其定位在多个铸模部分的模腔内,每一个铸模部分都弹性安装,且分别形成下压力室的室壁;
将每一个所述的下压力室放置在包括弹性室壁的上压力室下面,所述的室壁放置在模腔上,使上下压力室一起处于生产阶段中,使上压力室的室壁放置在铸模部分上;
在生产阶段通过上下压力室循环高温高压流体,从而将其压制和熟化或形成部件;和
用另一个装配有用于下一个生产阶段的所述叠层的下压力室替换下压力室。
安装下压力室时,至少要大致能够使其水平移动,以使每一个下压力室能够置于上压力室下面,上压力室可以位于一个位置处且可以至少大致以竖直方向移动。
例如,压力室可以支撑在轮子上或安装在推车上。
流体供给线可以固定在上压力室上。当下压力室在上压力室下面移动时,流体供给线可以分别与每一个下压力室零件和断开。但是还可以设想:下压力室是固定的,而上压力室可以在每一个下压力室上面移动。
在某些领域,如上所述使用利用一个压力室的生产系统也是可以接受的。
因此,本发明的另一个方面是提供一种生产复合或粘结金属部件的方法,其包括:
制备复合或粘结金属叠层并将其定位在多个刚性铸模部分的模腔内;
将每一个所述的铸模部分放置在包括弹性室壁的上压力室下面,所述的室壁放置在模腔上,在生产阶段使上压力室下移到铸模部分上,使上压力室的室壁放置在铸模部分上;
在生产阶段通过上压力室循环高温高压流体,从而将其压制和熟化或形成部件;和
用另一个装配有用于下一个生产阶段的所述叠层的铸模部分替换铸模部分。
在铸模部分的另一个优选实施方案中可以增加铸模部分的结构强度。铸模部分可以包括提供模腔的内部模具表皮、在铸模部分相对侧的外部模具表皮及一系列在内外模具表皮间延伸的加强筋。为了控制尺寸精度,内部模具表皮可以比外部模具表皮厚。加强筋在铸模部分内提供一系列盒状结构。这是因为加强筋还作为加热或冷却筋,以改善向铸模部分的传热效率。高温流体也可以通过这些盒状结构循环。外部模具表皮上还可以装备有绝热层。
加强的铸模部分比一般的单壁铸模部分更具刚性,还具有更好的传热效率。
参考附图可以更方便地描述本发明,附图中示出本发明的复合或粘结金属生产系统的优选实施方案。本发明的其它实施方案也是可以的,因此,附图的特性不能理解为能够代替前面对本发明的一般描述。
附图说明
图1是本发明的生产复合或粘结金属部件的系统的侧向横截面图;
图2是图1中系统的一个压力室的侧向横截面图;
图3a和3b分别是用于生产船体和甲板模具的协同铸模部分的侧向横截面图;
图4是支撑大甲板模具组件的图1中系统的压力室的顶视图;
图5是支撑多个模具组件的图1中系统的压力室;
图6是利用本发明的系统的半连续生产法的示意图;
图7-10是更详细地示出利用在模具表面上具有树脂层的铸模部分的本发明的生产方法的示意性横截面图;
图11是图7-10的生产方法中使用的树脂喷涂设备的示意图;
图12和13示出平衡密度效应的原理;
图14是本发明的具有流体流动室的模具组件的示意性横截面图;
图15是图14所示的位于本发明的压力室之间的模具组件的示意图;
图16-19是将模具组件定位在室壁上的替代设备的示意图;
图20-21b是示出本发明生产系统的另一个实施方案的示意图;
图22是示出本发明生产系统的另一个实施方案的示意图;
图23和24是示出用于本发明系统的树脂供给布置方案的示意图;
图25-28是示出用于在叠层上定位附件的替代性设计方案的示意图;
图29-31是本发明的半连续生产系统的示意图;
图32是具有内部筋的铸模部分的示意性横截面图。
具体实施方式
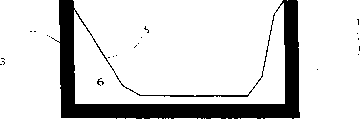
本发明的复合部件生产系统包括分开的上下压力室1、2,其中的一个所述压力室示于图2。每一个压力室都包括支撑可弹性变形且易于一致的室壁5的主壳体3。上压力室1可以放置在下压力室2上,它们各自的可弹性变形且易于一致的室壁反向对置。铸模部分组件7、9可以放置在对置的室壁5之间。每一个模具组件一般都包括如图3a和3b所示的上铸模部分和下铸模部分。图3a示出用于生产船体的模具组件7,其包括上铸模部分7a和下铸模部分7b。复合叠层可放置在上下铸模部分7a、7b之间。复合叠层一般包括树脂浸渍材料、干燥纤维和强化材料。图3b示出用于生产浇注船的甲板的模具组件9,其包括上铸模部分9a和下铸模部分9b。复合叠层还可以放置在上下铸模部分9a、9b之间。
移去上压力室1,将模具组件放置在下压力室2的可弹性变形室壁5的上面。图4示出支撑一个大甲板模具组件11的下压力室2,大甲板模具组件11覆盖了室壁5的大部分表面积。但是,可以如图5所示,在下压力室2的室壁5的上面放置多个较小的模具组件13、15、17、19。
当铸模部分放置在囊状物或下压力室2的可变形的室壁上面时,然后可以如图1所示将上压力室1放置在下压力室2上面。然后使流体如水或油通过上下压力室1、2的内体积6循环。循环流体是高温高压。因为每一个压力室中的流体压力高于环境压力,所以压力室的弹性壁向外压出,在相邻的模具组件7、9上变形,这将挤压其中的复合叠层。高温流体能够在复合叠层内熟化/形成树脂基体或粘结介质。上下压力室1、2的内体积6中的压力至少大致相等,从而可以平衡模具组件7、9上的压力。这样可以使模具具有轻质结构,并且还能保持尺寸精度,否则将造成在压力室1、2之间的压力不均匀的情况。每一个压力室1、2内的压力还可以循环变化,或者利用和模具组件本身连接的活塞或其它类型的振动源向压力室中流体导入振动或压力波,从而在模具组件7、9上施加振动压力。业已发现:这有助于从复合叠层中去除气泡,从而保证生产出更恒定和更均匀的最终复合产品。当使用RTM、RFI或RST且模具倾斜或竖直时,这种振动还能够促使叠层释放气体。这种振动能够提高气泡从叠层中释放出来且升至液体树脂柱顶端的自然趋势。循环高温高压流体的布置及提供循环变化流体已经详述在申请人的国际专利申请PCT/AU95/00593中,因此,这里不再描述。
图6示出利用本发明的复合部件生产系统的半连续生产法。在生产流程的E点放置提供复合或粘结金属部件生产系统的压力室组件或单元。所示的系统中支撑模具组件。在熟化循环过程中,当流体通过压力室循环以生产复合部件时,在D点准备另一个用于导入单元的模具组件。为了更充分描述生产流程,该工艺从A点开始,模具组件夹持在移动托架中,如果需要还可以旋转,以能够有效进入模具组件的所有表面。模具组件由一个以上的铸模部分构成,开始准备模具组件时,将铸模部分打蜡,并安装需要准备。在B点,向铸模部分上喷涂可以适用的凝胶漆和树脂。在C点,下铸模部分负载有复合层,复合层可以包括需要的树脂浸渍材料(已知为“半固化片”)、强化材料泡沫芯和干燥纤维。在D点,分配载荷用的上铸模部分、真空袋或盖子或分开的模具放置在下铸模部分上,或者模具仅仅开放用于被对置压力室的弹性壁挤压。然后在E点,最终的模具组件已经准备好放置在压力室之间。树脂线可以插入铸模部分中,置于其上或其外侧上面,这取决于应用领域,以根据需要供应树脂基体或粘结介质如树脂或者排出过多的树脂基体或粘结介质。在E点生产/熟化复合部件后,在F点将模具组件从上下压力室之间移出,并返回到其夹持托架上,根据领域而使用的盖子、上模具或真空袋或树脂线等与如果应用的所有一次性铸模材料、剥皮织物和放散管织物一起移走。应当注意:当用RTM、RFI或RST作为纯粹部分操作该工艺时,工艺并不需要一次性材料。在G点,将需要的附加强化剂、加强筋、定位板和堵头和内部件可以放置和粘结在船内;这优选使用申请人的上述国际专利申请PCT/AU01/00224中所述的粘结和结合法。另外,在船体从模具中移出前还可以将仍然在其模具组件内的甲板粘结在船体上。最后,在H点,从铸模部分中取出完成的复合部件。这一般要求模具能够分开,且船能够从模具中取出。然后将模具返回A点,将它们再一次清洗、结合和准备,用于下一个铸模熟化工艺。
图7-11更详细地示出用本发明的生产工艺的可能生产序列,其中,使用的铸模部分在模具表面上有用RST喷涂的树脂层。
首先参考图7,铸模部分25支撑在移动托架21上。铸模部分25包括最终要在其上放置复合叠层的模具表面26。放置复合叠层前,用喷头20在模具表面26上喷涂液化树脂24。喷头喷涂分别由各个供给线22、23供给喷头20的树脂和催化剂的混合物。当混合物离开喷头与模具表面26接触时,混合的树脂和催化剂凝聚。铸模部分25可以包括冷却通道或空穴27或者置于托架上与模具接触并且就在模具表面26下面的单独的冷却囊状物,以有助于使模具表面保持比离开喷头的树脂温度低的温度。这有助于固化模具表面26上的树脂,从而在其上形成树脂层。树脂可以在模具表面上喷涂成预定图案,以在模具表面26上形成厚度不同的树脂层。当复合叠层是纤维和泡沫的“预填充体”形式时这特别有用。这样的预填充体一般包括诸如粘附柄等的附件,这些附件预置在预填充体的适当位置处,附件最终置于成品中。
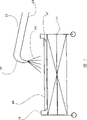
参考图8,当预填充体29置于树脂层上面的模具表面26上面时,真空膜30放置在铸模部分25的顶部。真空膜30密封铸模部分25,使空气能够从真空膜30下面抽出。这有助于减少预填充体内的空气和其它气体量。然后如图8所示,将准备的铸模部分25从托架21上升起后放置在下压力室2的可弹性变形的室壁5上。压力室2内放置的是不与下压力室2的主壳体3连接的支撑框架32。从支撑框架32延伸出来的是经过室壁5延伸的多个定位销31。这些定位销经过改编,能够啮合沿铸模部分25的法兰28设置的一系列孔,将铸模部分25定位在室壁5上。
当下压力室2以相对于水平面呈一定的角度倾斜时,支撑框架30和定位销31有助于将铸模部分25固定在室壁5的适当位置上。
现在参考图10,然后将上压力室1放置在下压力室2上面,铸模部分25置于其中。
然后以前面所述的方式操作本发明的装置,以压制和熟化预制件或复合叠层。但是优选改变通过上下压力室1、2的流体温度,因为这样有助于保证树脂向预填充体的均匀传递。优选预先对预填充体加热,以制备被树脂润湿的预填充体。预热的预填充体能够促进树脂在其中的流动。本发明可以通过下述方式达到这一点:通过上压力室1循环高温流体,而通过下压力室2循环低温流体。
当适当加热预填充体29时,温热的流体可以流经下压力室2,以加热铸模部分25和其上的树脂层。加热树脂层可以液化树脂层,然后用树脂润湿相邻的预填充体。因为预填充体已被预热,所以能够使树脂更易于传递到预填充体中。可以设想:首先在模具底部加热和液化树脂,从而产生从预填充体的一侧向另一侧传热的效应,以完全熔化和液化预填充体内的所有树脂。当树脂熔化且降低粘度时,树脂能够完全充满预填充体。最大的优点是该工序从模具内的最低点开始,驱使空气和其它气体向前进的熔化线前面移动,向上向前移动到树脂柱的顶部和模具顶部。
在生产工艺中连续加热能够提高叠层和树脂柱释放空气并使其上升到压力得以平衡的树脂柱顶部的自然趋势,这两种现象能够降低如果树脂过早液化以不正确润湿预填充体时可能发生的树脂滑落或芯吸的可能性。在铸模部分25插入压力室之间前在树脂层和预填充体之间设置芳纶面罩也是有益的。这种面罩包括多个孔,孔的大小能够防止树脂通过其移动直到树脂有适当粘度以适当润湿预填充体为止。如果树脂太粘,则将在预填充体内产生干斑,从而不能正确润湿预填充体。因此,使用芳纶面罩可以保证树脂有足够低的粘度,以易于润湿预填充体。
图11更详细地示出用于在模具组件上喷涂树脂的树脂喷涂设备。
用树脂料斗33熔化用于喷涂工序的树脂。树脂34是块状。这样的树脂一般价格较低,是长链树脂型。这种树脂比RTM中使用的一般树脂硬度高。另外,预液体树脂相比,固体树脂产品具有长的使用寿命。树脂泵35置于料斗33的下游,将液化树脂释放到树脂供给线22和喷头20。
料斗33装备有空心壁36,流体通过空心壁36可以从用于供给流体的流体循环系统向压力室循环。管37可以在料斗33周围交替延伸,流体可以通过这些管37循环。
树脂供给线22包括外部导管22a和在外部导管22a内且至少大致与其同心的内部导管22b。树脂通过内部导管22b流动,而流体通过外部导管22a循环。外部导管22a还在喷头20周围延伸。因此,当需要用该设备喷涂树脂时,高温流体通过供给线38供给,供给线38与树脂供给线22的外部导管22a连接,高温流体流经料斗33的空心壁36或流体管37,流体通过流体排放管线39返回。这种流体循环设计能够沿树脂供给线均匀加热,并且能够消除如果使用电加热所产生的任何干斑。然后可以用枪柄和扳机启动喷头20,以控制20,从中发射树脂喷泉24。
当不需要喷涂树脂时,可以通过该设备循环低温流体,放置其中截留的树脂熟化。
喷头20具有可电子控制的排放孔,以产生宽度可以改变的树脂喷泉。当喷头横穿模具时,这能够使喷头20释放更窄和更宽的树脂喷泉。
如上所述,本发明利用“平衡密度”效应,这样能够使模具组件倾斜或甚至竖直安装。这样能够使本发明的系统以比用传统生产方法时大得多的竖直模具组件生产面板。参考附图12和13说明该效果。
图12表示被弹性隔膜5a隔开的含树脂体积6a和含空气体积6b的界面。隔膜5a竖直放置,但是由于压力而凸出到含空气体积6b中,当含树脂体积6a逐步充满时,凸出部分最接近底部。这是因为由于树脂柱6c的重力作用使得壁5a受到的压力随深度逐步增加。其原因是空气密度小于树脂密度。空气在隔膜5a上施加的压力不足以抵偿树脂柱6c施加的压力,所以导致隔膜5a的变形。
图13表示含树脂体积6a如含叠层的模腔和含流体体积6b如压力室的界面。隔开这两个体积的弹性隔膜5a例如由压力室的可弹性变形室壁提供。因为流体一般是油,因此流体密度约等于树脂密度。因此,虽然树脂柱和流体柱对隔膜施加的压力均随深度的增加而增加,但是在隔膜5a中不会出现凸起。这是因为树脂柱和流体柱对隔膜施加的压力相互平衡。因此,根据本发明在压力室中循环流体可以利用这种平衡压力效应,使模具组件倾斜或竖直时也不会使室壁变形。
图14和15详细示出本发明系统的另一个优选实施方案。为了更清楚地说明本发明,前面实施方案中相应的标号使用在这些附图及以后的附图中。
图14所示的模具组件50包括铸模部分51,铸模部分51有模腔53,模腔53内支撑复合或粘结金属叠层55。该模具组件包括两个较深的沟道部分57。不同于图1所示的设计方案只提供一个铸模部分。可以如前面图8所示用真空膜预先挤压叠层55。
铸模部分51的横截面中的深沟道部分57和各种90度的角使得压力室1、2的室壁5难以与模具组件50的所有区域完全接触。因为在其上不能均匀施加热量和压力,所以压制和熟化叠层55的效果可能不能令人满意。
因此,模具组件50还包括由可弹性变形材料形成的囊状物59,囊状物59固定在铸模部分51上,从而提供一个流体流动室61。支撑膜63将下铸模部分面52和囊状物59连接,这种囊状物包括使高温高压流体通过流体流动室循环的设备(图中未示出)。因此,这样能够使循环流体与下铸模部分面52直接接触,保证热量更有效和更均匀地传递到铸模部分51和叠层55上。
还可以设想:流体流动室由刚性或半刚性壳体或均匀刚性面的板提供,壳体或板沿其周缘弹性连接在铸模部分51上。支撑膜可以将壳体或板与铸模部分面52连接,从而有助于引导流体经过流体流动室流动。
现在参考图15,在复合或粘结金属部件的生产工艺中,将模具组件50置于上下压力室1、2的室壁5之间。当模具组件50置于压力室之间时还可以在模具组件50上放置上流体流动室65。上流体流动室65是由可弹性变形材料形成的囊状物形式。上流体流动室65的底面结构与模具组件50的形状大致一致。上流体流动室65还包括使高温高压流体通过上流体流动室65循环的设备(图中未示出)。
这种设计能够确保在模具组件50和叠层55的整个表面上有较均匀的压力和温度分布。
与前面所述的实施方案相比,这种设计的优点是能够实现将压力室1、2的施加压力的功能和模具组件流体流动室61及上流体流动室65的温度控制能够相分离的目的。较小体积的流体流动室61、65导致达到该生产工艺要求的温度变化所需的流体体积较小,同时又能够使传递到叠层55上的热量最大化。压力室1、2的功能是施加压力,压制叠层55。因此,压力室1、2内的温度可以保持恒温。
图15所示实施方案的生产系统使用了具有一定结构的底面67的上流体流动室65。但是还可以设想:上压力室1的室壁5也可以设计成至少与模具组件50的整体形状大致一致。
图16-19示出将模具组件70定位在下压力室2的室壁5上的替代性定位设备。定位设备将模具组件70夹持在室壁5的预定位置处,从而固定模具组件。
在图16所示的实施方案中,模具组件70上安装有多个凸缘71,凸缘71啮合室壁5上的相应的凹窝73。
图17示出其中支撑有叠层72的模具组件70,模具组件70置于上下压力室1、2之间。模具组件70的凸缘71啮合支撑在下压力室2上的凹窝73。当高温高压流体经过上压力室1循环时,上压力室1的室壁5变形突入模具组件70。同样由于循环流体而使下压力室2的室壁5在模具组件70的底部周围变形。
图18包括一个刚性框架75,框架75具有通过下压力室2的室壁5延伸的定位销77。因此,这种设计类似于图9和10所示的结构,刚性框架75在下流体室的壳体3内,但是又不与之连接。
定位销77可以与沿模具组件70的周缘设置的相应的孔啮合。因为图15所示的刚性框架75具有较浅的构型,所以下流体室内的体积不需要特别高,其中能够盛放刚性框架即可。
在图19所示的结构中,支撑在下流体室2中的刚性框架75尺寸较大,需要较大体积的下压力室2盛放刚性框架75。在传统高压釜复合体生产方法中使用的模具组件一般具有图19所示类型的大刚性框架。
通过下流体室2循环非常大体积的流体并不可取,因为过量流体并不用于生产工艺,所以过量的流体是不需要的。因此,优选在刚性框架75的顶部附近设置隔板79和从下压力室的壳体3延伸出来且和刚性框架75的周面啮合的密封件81。隔板79和密封件81定义了一个较窄的循环流体的流体流动通道80,从而能够减小在任何时候需要通过下压力室2循环的流体体积,流体在密封件81和隔板79的上方流动。还可以在限定的流体通道内设置垫片83,以帮助隔板79正确定位,还能够对经过流体流动通道80的流动提供一定程度的流动控制。
隔板79本身可以由一对在板之间提供有周缘弹性密封件的板提供,密封件沿所述板的周缘延伸。这些板可以紧固在一起,例如,用螺母和螺栓挤压密封件,密封件在板的周缘上延伸,从而啮合刚性框架75内的空间。
下压力室2的剩余体积内可以充填如石头或砖块的材料,从而减小需要保留在其中的流体体积。
在所有上述结构中,模具组件在上下压力室1、2的室壁5之间保持浮动关系。
在本发明另一个优选实施方案的系统中,如图20、21a和21b所示,模具组件17可以固定不动,而上下压力室1、2以浮动关系支撑在刚性支撑的模具组件70周围。模具组件70本身刚性安装在支撑框架85上。该支撑框架85可以通过螺栓固定在地板上。从支撑框架85延伸出来经过下压力室2的室壁5的支撑销将模具组件70支撑在支撑框架85上。
下压力室2包括外围法兰88。用下压力室2和支柱89之间设置的弹性设备如螺旋弹簧将下压力室2支撑在支柱89上,使下压力室2可以相对于固定的模具组件70移动。上压力室1置于模具组件70上,也可以相对于模具组件70自由移动。
刚性框架85包括下压力室2内提供的一部分。为此,支撑框架85包括通过下压力室的壳体3延伸的一系列框架部件86,在每一个框架部件86的周围设置有最好如图18a和b所示的密封件93。每一个框架腿86都包括一个法兰接头95,使支撑框架85的顶部97安装在下压力室2内,然后通过法兰接头95连接在支撑框架85的剩余部分上。
图21a和21b详细示出在每一个框架部件86的周围设置的密封件。密封件93包括环形橡胶圈95。环形圈95的内周边置于固定在框架部件86上的法兰97和第二个浮动法兰99之间。固定法兰97和浮动法兰99拴接在一起,固定环形密封圈95的内周边。密封圈95的外周边固定在壳体壁3和环形外圈100之间。
在图20、21a和21b所示的生产系统的操作过程中,高温高压流体通过上下压力室1、2循环。因为模具组件70是固定的,所以上下压力室1、2随每一个压力室内的压力变化而移动,从而使置于其间的模具组件70和叠层72上受到的压力得以平衡。因此,该系统得到的产品经历了与前面所述实施方案相同均匀的温度分布和压力分布,即使不能具有与用前面所述的生产系统生产的部件同样的物理性能,二者的性能也类似。
图22示出本发明的另一个优选实施方案,该方案类似于图17所示的有刚性支撑模具组件70的刚性支撑框架85的实施方案。但是,在该实施方案中只设置上压力室1。在本发明的生产系统的每一个优选实施方案中,高温高压流体都通过生产系统循环。同样,图19所示的系统也设置了通过上压力室1循环的流体。振动设备可以支撑在压力室1上面,从而振动在压力室内循环的流体。流体压力的这种循环变化能够脱除叠层内的所有气泡。
图22所示的流体循环系统包括三个流体储槽105、107、109,对每一个流体储槽加压,这三个储槽具有同样的压力。第一个流体储槽105提供高温流体,而最后一个流体储槽109提供低温流体。中间流体储槽107提供的流体温度介于第一个和最后一个流体储槽105、109提供的流体温度之间。从每一个流体储槽延伸出一系列供给和返回管线,用阀(图中未示出)和泵111控制供给和返回上压力室1的流体。阀控制经过流体供给管线113流向上压力室1的流体温度。流体返回管线115使流体返回各个流体储槽。流体供给系统将不同的储槽与上压力室1连接,这取决于在生产循环中特定点处需要的流体温度。该系统详述在申请人的国际专利申请PCT/AU95/00593中。
第一个循环设备提供的一个很大的优点是在本发明的生产系统运行过程中热损失非常小。复合体生产中使用的传统单一囊状物系统需要流体在大的温度范围内循环。囊状物内的流体必须开始时加热,然后再冷却。因此,在该过程中存在热损失。作为对比,在图22所示的单压力室系统中,系统循环系统的每一个流体储槽中的流体都保持预设的恒定温度。当需要通过压力室循环某一温度的流体时,将含有适当温度流体的流体储槽与压力室连接。因此,随着所需的流体温度的变化可以连接不同的流体储槽。因为流体只通过压力室循环,所以每一个流体储槽内的流体中含有的热量损失很小,只使用需要加热零件的能量,不冷却流体。结果,当运行如图22所示的生产系统时,热损失最小化。
这种方式储存的控温流体相对于储存了大量能量,这些能量可用于加热和/或冷却模具及模具内的零件。当流体变化时,即,当流体返回储槽时,没有进行从冷至热至冷的循环,只需要克服模具和零件的热惯性。这一般是同等重量水的热能的十分之一至三分之一。该方法导致快速的循环次数,这在将其温度从冷至热至冷循环要克服HTF流体的很高的热惯性时无法达到。因此,分开储存传热流体的方法比现行的囊状物熟化系统提供了更快速和更有效的熟化零件的方法。
上压力室1以浮动关系保持在模具组件70上。这种设计能够提供前述实施方案的许多优点,当尺寸精度并非关键时这样的部件是可以接受的。
现在参考图23和24,图23和24示出使树脂以连续方式供给多个不同模具组件的结构。图23示出支撑叠层72且置于两个压力室1、2的室壁5之间的模具组件70。模具组件70和压力室1、2都倾斜安装。真空袋30置于叠层72上,从第一个树脂容器中延伸出树脂供给线94。大气压迫使树脂通过树脂供给线94进入被叠层72占据的空间。当压力室1、2含有流体时,随深度增加而增加的流体压力有助于迫使树脂升到模具组件斜坡的顶部。其物理效应是产生通过叠层72上移的树脂波。因为有充足的树脂供给模具组件70,所以有树脂从中溢流出来。树脂排放管线98收集溢流的树脂,该管线将这种树脂释放到第二个树脂容器92中。真空管线96使第二个树脂容器保持为真空,以有助于抽出树脂。
如图24所示,第二个树脂容器92中的树脂随后可以供给另一个模具组件70。该工序可以依次连续通过多个模具组件。
图25-28示出用于在需要粘结在生产部件上定位和支撑附件的多个不同的设计方案。这些附件包括加强筋、连接点、纵梁等。
首先参考图25,图25示出其上支撑复合或粘结金属叠层72的铸模部分121。叠层72上放置的是要粘结在成品部件上的一系列平行加强筋123。真空袋30放置在叠层72和加强筋123上面,施加的真空首先挤压叠层,这有助于将加强肋123定位。还可以在叠层72、加强筋123和真空袋30上放置一系列有一定结构的条带125,以定位和支撑加强筋123。每一个条带125都包括可与加强筋123的直立部分啮合的一系列“U”形弯头127。这些弯头127使加强筋123保持在其适当位置上,而可弹性变形的室壁与整个组件啮合并向其施压。
图26示出一个替代性的设计方案。该方案包括可支撑在压力室壳体133内的囊状袋131。在壳体内的充气囊状物为压力室壳体132提供室壁132。囊状物132包括一系列沟道135。当室壁135下降到支撑叠层72的铸模部分121、加强筋123和真空袋30上面时,沟道135提供的空间盛放加强筋123的直立部分。这种方案在压制和熟化或粘结阶段改善了室壁135与叠层和加强筋123的接触。
图26所示的方案利用了一个囊状物131。但是还可以设想:壳体133中可以同时盛放一个以上的囊状物。这种方案可以生产使用一个囊状物时不可能生产的非常大的部件。
另一个实施方案的设计示于图27,该图示出由可弹性变形材料制成的横截面较窄的流体流动囊状物137,其形状与支撑加强筋123的叠层72一致。压力室的室壁139也可以与流体流动囊状物137的形状大致一致。在生产过程中流体通过流体流动囊状物137循环。
图28示出另一个实施方案的设计,该方案也利用具有一定形状的压力室133的室壁141。因为室壁由可弹性变形材料制成,所以为了保持其设计的形状,必须将其支撑。因此,在压力室133内设置内部支撑框架145,支撑框架145具有一定形状的支撑部分147。当压力室133释压时,室壁141紧贴支撑框架147的支撑部分147回收,从而使压力室保持大致适当的位置。
在申请人的国际专利申请PCT/AU95/00593中描述了一种复合或粘结金属生产系统。该生产系统改装后可用于如图29所示的半连续生产。这种系统利用具有可弹性变形室壁的上压力室151和支撑弹性安装的铸模部分155的下压力室153。在生产过程中高温高压流体通过两个压力室151、153循环。可以用类似于图22所示系统中的流体循环系统提供流体。
用下述方法对该生产系统进行改装,使其能够周于半连续生产:提供多个下压力室153,每一个都支撑在托架157上,以利于下压力室153的移动。安装一个可竖直移动的单一上压力室151。因此,可以准备多个下压力室153的铸模部分155,从而可以在另一个准备好的下压力室置放在上压力室151的同时提供复合或粘结金属叠层159。因为有时间准备用于生产阶段的铸模部分,所以在生产工艺中没有延迟。
图30示出图29所示半连续生产系统的一种变化。主要区别是使用图22所示的生产系统。这种系统只需要上压力室151,托架157支撑刚性支撑的铸模部分。
在改装的用于大规模生产的上述生产系统中,使用一系列站,每一个站支撑一个生产系统159,为了使循环流体供给这些站中的每一个站,可以用环形干线161装备申请人的国际专利申请PCT/AU95/00593中描述的流体循环系统。每一个流体储槽105、107、109都安装有单独的环形干线161。在每一个站处都设置一个流体供给系统163,以提供该站处的生产系统163循环流体。每一个站的生产时序可以错开,这样就不会在任何时候从任一流体储槽抽取过量流体。因为每一个流体储槽内的流体都保持特别恒定的温度,所以只要与合适的流体储槽连接就可以立即供给所需温度的流体。当使用本发明的流体循环系统时,因为随时可以得到所需温度的流体,所以不需要加热流体。这样还能导致该工艺的生产和熟化阶段的灵活性,可以在任何时候开始熟化循环,即,不需要固定模具必须等待的熟化循环开始和结束时间。
图32示出位于两个压力室室壁5之间的强化铸模部分180。该铸模部分180包括提供模腔的内部模具表皮181和在模具表皮180相对侧的外部模具表皮182。为了控制尺寸精度,内部模具表皮181比外部模具表皮182厚。
在内外模具表皮间延伸出一系列加强筋183。这些加强筋183在铸模部分180内定义了多个盒状结构。得到的铸模部分更具刚性,且比传统的单壁铸模部分轻。另外,流体可以以平衡压力或略高的压力通过铸模部分180的盒式结构循环到压力室,为铸模部分180提供很高的传热效率。这是因为加强筋183还作为加热或冷却筋。为了减小热损失,外部模具表皮182上还可以装备有外部绝热层。
因此,本发明的方法和系统可以半连续生产复合体和金属部件。本发明的生产系统的主要优点是它们能够更好地利用生产设施中的空间。例如,当使用高压釜时,在使用高压釜之前运输和固定模具都需要空间。而本发明的生产系统就不需要这样的固定空间。
在本领域普通技术人员看来有效明显的改动和变化也包括在附加权利要求书所要求的本发明的保护范围内。
Claims (34)
1.一种生产复合或粘结金属部件的系统,其包括:
第一和第二压力室,每一个压力室都有可弹性变形的室壁;
用于通过每一个所述压力室循环高温高压流体的设备;和
至少一个模具组件,该模具组件包括至少一个提供其中能够放置复合或粘结金属叠层的模腔的独立铸模部分;
其中,当使用该系统时,两个压力室结合在一起,可弹性变形的室壁反向对置,含有所述叠层的至少一个模具组件置于两个室壁之间,高温高压流体通过每一个压力室循环,使得叠层能够压制、固化或成型。
2.根据权利要求1的系统,其中,每一个压力室都包括支撑在其一侧上的所述可弹性变形的室壁的壳体。
3.根据权利要求1的系统,其中,每一个压力室都包括支撑其中的弹性囊状物的外部支撑框架,囊状物的一个面为压力室提供可弹性变形的室壁。
4.根据权利要求1的系统,其中,模具组件包括用于支撑叠层的单个所述的铸模部分。
5.根据权利要求1的系统,其中,模具组件包括一对所述的铸模部分,叠层置于其间。
6.一种生产复合或粘结金属部件的方法,其包括:
将复合或粘结金属叠层放置在模具组件的模腔内;
将模具组件和叠层一起放置在第一和第二压力室之间,每一个压力室都有可弹性变形的室壁,这两个室壁与放置在其中间的模具组件反向对置;和
通过每一个压力室循环高温高压流体,以将复合或粘结金属叠层压制、固化或成型。
7.根据权利要求6的方法,其包括以基本相同的压力通过每一个压力室循环流体。
8.根据权利要求6或7的方法,其中,使用单个所述的铸模部分,其包括将真空袋放置在铸模部分上,对其中的叠层施加初始压缩。
9.一种生产复合或粘结金属部件的系统,其包括:
第一和第二压力室,每一个压力室都有可弹性变形的室壁;
至少一个包括具有相对面的铸模部分的模具组件,其中的所述铸模部分的一个面提供其中能够放置复合或粘结金属叠层的模腔;至少一个模具组件还包括邻近相对的所述铸模部分的面设置的流体流动室,使通过流体流动室循环的流体与相对铸模部分的面的至少大部分直接接触;和
用于通过每一个所述压力室和通过流体流动室循环高温高压流体的设备;
其中,当使用该系统时,两个压力室结合在一起,可弹性变形的室壁反向对置,含有所述叠层的至少一个模具组件置于两个室壁之间,高温高压流体通过每一个压力室和至少一个模具组件的流体流动室循环,使得叠层能够压制、固化或成型。
10.根据权利要求9的系统,其还包括模具组件置于压力室之间时可放置在模腔上面的上流体控制室,其中,当使用该系统时,高温高压流体通过上流体流动室循环。
11.根据权利要求10的系统,其中,上流体流动室包括由可弹性变形材料形成的囊状物,当流体通过其循环时,将囊状物的面设计成至少与模腔形状大致一致。
12.一种生产复合或粘结金属部件的方法,其包括:
将复合或粘结金属叠层放置在包括铸模部分的模具组件的模腔内,铸模部分包括与模腔相对的面,流体流动室与所述的相对铸模部分的面相邻;
将模具部分和叠层一起放置在第一和第二压力室之间,每一个压力室都有可弹性变形的室壁,这两个室壁与放置在其中的带有所述叠层的铸模部分反向对置;和
通过每一个压力室和流体流动室循环高温高压流体,以将复合或粘结金属叠层压制、固化或成型。
13.根据权利要求12的方法,包括在保持压力室内流体温度相对恒定的同时通过流体流动室循环流体温度。
14.根据权利要求12或13的方法,还包括将上流体流动室放置在模腔上,通过上流体流动室循环高温高压流体。
15.根据权利要求14的方法,包括在上流体流动室内循环流体温度。
16.一种生产复合或粘结金属部件的系统,该系统包括:
第一和第二压力室,每一个压力室都有可弹性变形的室壁;
用于通过每一个所述压力室循环高温高压流体的设备;
至少一个模具组件,该模具组件包括提供其中能够放置复合或粘结金属叠层的模腔的铸模部分,
将至少一个模具组件定位在固定位置上的定位设备,支撑在该至少一个模具组件周围的压力室,二者是相对浮动的关系;
其中,当使用该系统时,两个压力室结合在一起,可弹性变形的室壁反向对置,该至少一个模具组件含有设置在室壁之间的所述叠层,而高温高压流体通过每一个压力室循环,使得叠层能够压制、固化或成型。
17.根据权利要求16的系统,其中,定位设备是支撑框架形式,支撑框架包括用于支撑模具组件的从中延伸出来的支撑部件,支撑部件通过至少一个所述压力室延伸。
18.一种生产复合或粘结金属部件的系统,该系统包括:
包括提供模腔的刚性支撑的铸模部分的至少一个固定模具组件;
具有可弹性变形室壁的压力室;和
用于通过压力室循环高温流体的设备;
其中,当使用该系统时,压力室位于至少一个模具组件上,室壁位于至少一个模具组件上,模腔中放置所述的叠层,高温高压流体通过压力室循环,使得叠层能够压制、固化或成型。
19.根据权利要求18的系统,其中,相对于模具组件,压力室以浮动关系被支撑。
20.根据权利要求19或20的系统,其还包括使压力室内的压力循环变化的设备。
21.根据权利要求16的系统,其中,循环流体的设备包括多个加压流体储槽,每一个流体储槽分别盛有温度不同的流体,流体循环设备可以从每一个流体储槽选择性地供给流体。
22.一种生产复合或粘结金属部件的方法,其包括:
在至少一个刚性或半刚性铸模部分的模具表面上涂覆固化树脂层;
将复合或粘结金属叠层放置在所述的至少一个刚性或半刚性铸模部分中;
将至少一个铸模部分和复合或粘结金属叠层一起放置在第一和第二压力室之间,每一个压力室都有可弹性变形的室壁,这两个室壁与放置在其中的至少一个铸模部分反向对置;和
通过每一个压力室循环高温高压流体,从而将树脂层液化,液化的树脂移入复合叠层,并压制、固化或成型。
23.根据权利要求22的方法,包括用树脂喷涂设备将液化状态下的树脂喷到模具表面上。
24.根据权利要求23的方法,还包括通过树脂喷涂设备循环流体,以控制设备内的温度。
25.根据权利要求23的方法,包括冷却铸模部分,以加速喷涂在其上的树脂固化。
26.根据权利要求23的方法,包括将树脂在模具表面上喷涂成预定图案,以在模具表面上形成厚度不同的树脂层。
27.根据权利要求23的方法,包括在模具表面上交替和/或同时喷涂不同类型的树脂。
28.一种生产复合或粘结金属部件的方法,其包括:
将复合或粘结金属叠层放置在模具组件的模腔内;
将模具组件和复合或粘结金属叠层一起放置在至少大部分充满流体的第一和第二压力室之间,每一个压力室都有可弹性变形的室壁,这两个室壁与放置在其中间的模具组件反向对置;
向模具组件供应树脂,树脂经过置于模具组件之间的叠层;
收集从模具组件中溢流出来的树脂,用于接下来供给另一个模具组件;和
通过每一个压力室循环高温高压流体,以将叠层压制、固化或成型。
29.根据权利要求28的方法,包括将所述的溢流树脂相继收集和供给一个或多个其它模具组件。
30.根据权利要求28或29的方法,其中,模具组件倾斜放置。
31.一种生产复合或粘结金属部件的方法,其包括:
制备复合或粘结金属叠层并将其定位在多个模具组件的模腔内;
将一个或多个模具组件放置在两个分开的压力室之间,每一个压力室都有可弹性变形的室壁,使压力室一起处于生产阶段中,使每一个模具组件都置于压力室的室壁之间;
在所述的生产阶段通过每一个压力室循环高温高压流体,从而将其压制和固化或形成部件;
从压力室之间移出每一个模具组件;和
用其它一个或多个装配有用于下一个生产阶段的所述叠层的模具组件替换每一个模具组件。
32.一种生产复合或粘结金属部件的方法,其包括:
制备复合或粘结金属叠层并将其定位在多个铸模部分内,每一个铸模部分都弹性安装,且形成下压力室的室壁;
将每一个所述的下压力室放置在包括弹性室壁的分开的上压力室下面,所述的室壁放置在模腔上;
使上下压力室一起处于生产阶段中,使上压力室的室壁放置在铸模部分上;
在生产阶段通过上下压力室循环高温高压流体,从而将其压制和固化或形成部件;和
用另一个装配有用于下一个生产阶段的所述叠层的下压力室替换下压力室。
33.一种生产复合或粘结金属部件的方法,其包括:
制备复合或粘结金属叠层并将其定位在多个刚性安装的铸模部分的模腔内,将每一个所述的铸模部分放置在包括弹性室壁的上压力室下面,所述的室壁放置在模腔上,在生产阶段使上压力室下移到铸模部分上,使上压力室的室壁放置在铸模部分上;
在生产阶段通过上压力室循环高温高压流体,从而将其压制和固化或形成部件;和
用另一个装配有用于下一个生产阶段的所述叠层的铸模部分替换铸模部分。
34.根据权利要求30、31或32的方法,其中,循环流体由流体循环系统供给,流体循环系统包括多个流体储槽,每一个流体储槽分别盛有温度不同的流体,每一个流体储槽都安装有单独的环形干线,使来自每一个所述储槽的流体能够供给多个站,每一个站处的流体供给设备将来自每一个环形干线的流体供给位于该站处的所述压力室。
Applications Claiming Priority (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| AUPR2707 | 2001-01-25 | ||
| AUPR2707A AUPR270701A0 (en) | 2001-01-25 | 2001-01-25 | Composite and metal component production, forming and bonding system |
| AUPR4520A AUPR452001A0 (en) | 2001-04-20 | 2001-04-20 | Composite and metal component production, forming and bonding system |
| AUPR4520 | 2001-04-20 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN 200810097160 Division CN101367267B (zh) | 2001-01-25 | 2002-01-25 | 复合金属部件的生产、成型和粘结系统 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1501859A CN1501859A (zh) | 2004-06-02 |
| CN100396472C true CN100396472C (zh) | 2008-06-25 |
Family
ID=25646565
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB028070313A Expired - Lifetime CN100396472C (zh) | 2001-01-25 | 2002-01-25 | 复合金属部件的生产、成型和粘结系统 |
Country Status (10)
| Country | Link |
|---|---|
| US (2) | US7497981B2 (zh) |
| EP (2) | EP2762298B1 (zh) |
| JP (2) | JP4118685B2 (zh) |
| KR (2) | KR100922879B1 (zh) |
| CN (1) | CN100396472C (zh) |
| AU (2) | AU2002227779B2 (zh) |
| CA (1) | CA2435575C (zh) |
| ES (1) | ES2523071T3 (zh) |
| TW (1) | TW564219B (zh) |
| WO (1) | WO2002058916A1 (zh) |
Families Citing this family (96)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20050003195A1 (en) * | 1999-12-02 | 2005-01-06 | Joseph Brian E. | Carbon foam composite tooling and methods for using the same |
| US7306692B2 (en) * | 2000-03-03 | 2007-12-11 | Quickstep Technologies Pty Ltd. | Production forming, bonding, joining and repair systems for composite and metal components |
| TW564219B (en) * | 2001-01-25 | 2003-12-01 | Quickstep Technologies Pty Ltd | System and method for producing composite or bonded metal components |
| CA2434447A1 (fr) | 2003-06-27 | 2004-12-27 | Eduardo Ruiz | Fabrication des composites par un procede d'injection flexible au moyen d'un moule a double chambre ou a chambres multiples |
| BRPI0509343A (pt) | 2004-03-30 | 2007-09-11 | Plastxform Ag | método para produzir corpos moldados de material termoplástico |
| JP4874326B2 (ja) | 2005-03-22 | 2012-02-15 | クイックステップ、テクノロジーズ、プロプライエタリ、リミテッド | 複合材料管の製造 |
| ES2425926T3 (es) * | 2005-07-05 | 2013-10-18 | Quickstep Technologies Pty, Ltd. | Sistema de producción que comprende medios de vibración y alimentación de gas a presión para la producción de un componente compuesto |
| DE102006031435A1 (de) * | 2005-08-23 | 2008-01-10 | Airbus Deutschland Gmbh | Pressvorrichtung zur energieeffizienten Aushärtung eines Sandwichbauteils für Luftfahrzeuge |
| WO2007022593A1 (en) * | 2005-08-26 | 2007-03-01 | Quickstep Technologies Pty Ltd | Reticulation system for composite component production |
| US8066503B2 (en) * | 2005-10-25 | 2011-11-29 | The Boeing Company | Controlled delta pressure bulk resin infusion system |
| US20090256290A1 (en) * | 2005-10-27 | 2009-10-15 | Polytec Holding Ag | RSM (Rapid Shell Moulding) Rapid Moulding Process |
| US7588711B2 (en) * | 2006-11-21 | 2009-09-15 | The Boeing Company | Method for forming a composite support beam |
| CN101616788A (zh) * | 2007-02-16 | 2009-12-30 | 帝斯曼知识产权资产管理有限公司 | 防弹模制件以及获得该制件的方法 |
| US8865050B2 (en) * | 2010-03-16 | 2014-10-21 | The Boeing Company | Method for curing a composite part layup |
| US8375758B1 (en) | 2007-09-13 | 2013-02-19 | The Boeing Company | Induction forming of metal components with slotted susceptors |
| US8017059B2 (en) * | 2007-09-13 | 2011-09-13 | The Boeing Company | Composite fabrication apparatus and method |
| US8372327B2 (en) | 2007-09-13 | 2013-02-12 | The Boeing Company | Method for resin transfer molding composite parts |
| FR2925862B1 (fr) * | 2007-12-26 | 2012-05-25 | Plastic Omnium Cie | Ensemble d'un moule et d'une traverse et face avant technique de vehicule automobile |
| ATE542664T1 (de) * | 2008-04-02 | 2012-02-15 | Dsm Ip Assets Bv | Verbessertes verfahren zur herstellung eines antiballistischen artikels und antiballistischer artikel |
| FR2929880B1 (fr) * | 2008-04-11 | 2010-05-07 | Faurecia Interieur Ind | Moule de compression pour le revetement d'un element par une couche de revetement. |
| DE102008001498B3 (de) * | 2008-04-30 | 2009-08-27 | Airbus Deutschland Gmbh | Verfahren und Umformvorrichtung zur Herstellung eines Faserverbundbauteils für die Luft- und Raumfahrt |
| US8313121B2 (en) | 2008-09-29 | 2012-11-20 | Deakin University | Chassis for pneumatic vehicle |
| US8317257B2 (en) | 2008-09-29 | 2012-11-27 | Deakin University | Body for pneumatic vehicle |
| US8342283B2 (en) | 2008-09-29 | 2013-01-01 | Deakin University | Pneumatic powertrain for an automotive vehicle |
| US8105068B2 (en) * | 2008-11-05 | 2012-01-31 | Spirit Aerosystems, Inc. | Reusable infusion bag |
| CN102481731B (zh) * | 2009-06-12 | 2014-10-29 | 快步科技私人有限公司 | 制造先进复合材料部件的方法 |
| FR2961740B1 (fr) * | 2010-06-25 | 2014-03-07 | Snecma | Procede de fabrication d'un article en materiau composite |
| FR2966767B1 (fr) * | 2010-10-28 | 2016-04-01 | Crassous Dominique Francois Daniel | Presse pour le moulage de materiaux composites. |
| CA2854615C (en) * | 2010-11-05 | 2017-01-24 | Lightweight Labs, Llc | Thermal processing and consolidation system and method |
| CN106079479B (zh) * | 2010-11-05 | 2019-09-06 | 轻量实验室有限责任公司 | 热处理和固化系统及方法 |
| US9676124B2 (en) | 2010-12-01 | 2017-06-13 | Plasan Carbon Composites, Inc. | Method and system for forming composite articles |
| DE102010053569B4 (de) * | 2010-12-06 | 2012-07-26 | Airbus Operations Gmbh | Verfahren zur Reparatur eines Flugzeugstrukturbauteils |
| AU2011340787A1 (en) * | 2010-12-09 | 2013-07-04 | Quickstep Technologies Pty Ltd | Production and repair of fibre reinforced composite components with enhanced surface and adhesion properties |
| AT511113B1 (de) * | 2011-03-04 | 2013-09-15 | Facc Ag | Verfahren zur herstellung eines faserverbundbauteils und werkzeuganordnung hierfür |
| CN102275306B (zh) * | 2011-05-09 | 2013-07-10 | 江苏理工学院 | 工作温度超过500℃的复合材料固化成形装置和方法 |
| AU2012283745B2 (en) * | 2011-07-08 | 2016-03-10 | Xtek Limited | Process for the manufacture of multilayer articles |
| KR20140053143A (ko) | 2011-07-28 | 2014-05-07 | 플라산 카본 컴포짓, 인코포레이티드 | 복합재 물품들을 급속히 형성하기 위한 열 시스템 및 방법 |
| US8591796B2 (en) | 2011-08-25 | 2013-11-26 | General Electric Company | Methods and apparatus for molding and curing of composites |
| JP5786616B2 (ja) * | 2011-09-30 | 2015-09-30 | 東レ株式会社 | 繊維強化プラスチック構造体の成形方法および装置 |
| US9381704B2 (en) * | 2012-06-08 | 2016-07-05 | The Boeing Company | Non-vented bladder system for curing composite parts |
| JP5679062B2 (ja) | 2012-06-12 | 2015-03-04 | 三菱レイヨン株式会社 | 繊維強化プラスチックの成形方法及びその成形装置 |
| US20150047463A1 (en) | 2012-06-26 | 2015-02-19 | California Institute Of Technology | Systems and methods for implementing bulk metallic glass-based macroscale gears |
| WO2014058498A2 (en) | 2012-07-17 | 2014-04-17 | California Institute Of Technology | Systems and methods for implementing bulk metallic glass-based macroscale compliant gears |
| US9120275B2 (en) * | 2012-10-30 | 2015-09-01 | The Boeing Company | Composite layer forming system |
| US9328813B2 (en) | 2013-02-11 | 2016-05-03 | California Institute Of Technology | Systems and methods for implementing bulk metallic glass-based strain wave gears and strain wave gear components |
| CN103216538B (zh) * | 2013-04-12 | 2015-05-20 | 贺辜文 | 一种新型联轴器及其制作方法 |
| US20140342179A1 (en) | 2013-04-12 | 2014-11-20 | California Institute Of Technology | Systems and methods for shaping sheet materials that include metallic glass-based materials |
| US9610650B2 (en) | 2013-04-23 | 2017-04-04 | California Institute Of Technology | Systems and methods for fabricating structures including metallic glass-based materials using ultrasonic welding |
| US10081136B2 (en) | 2013-07-15 | 2018-09-25 | California Institute Of Technology | Systems and methods for additive manufacturing processes that strategically buildup objects |
| EP2842728B1 (en) * | 2013-08-28 | 2018-01-10 | Airbus Operations GmbH | Method and system for producing a panel member for an airframe |
| CN104416915B (zh) * | 2013-09-05 | 2017-07-04 | 比亚迪股份有限公司 | 制作壳体的装置及方法 |
| WO2015042437A1 (en) | 2013-09-19 | 2015-03-26 | California Institute Of Technology | Systems and methods for fabricating structures including metallic glass-based material using low pressure casting |
| US20150224685A1 (en) * | 2014-02-13 | 2015-08-13 | Caterpillar Inc. | System and method for manufacturing an article |
| US9475218B2 (en) | 2014-03-21 | 2016-10-25 | General Electric Company | Apparatus and method for forming flanges on components |
| CN104454848B (zh) * | 2014-11-04 | 2017-04-26 | 上海飞利环球汽车零部件有限公司 | 多附件贴合板件结构工艺方法 |
| US10487934B2 (en) | 2014-12-17 | 2019-11-26 | California Institute Of Technology | Systems and methods for implementing robust gearbox housings |
| EP3034263A1 (en) | 2014-12-19 | 2016-06-22 | Sadair Spear AB | Method for manufacturing a fibre-reinforced structure, mandrel, molding system and fibre-reinforced structure |
| WO2016111785A1 (en) * | 2015-01-07 | 2016-07-14 | Massachusetts Institute Of Technology | Production of composite parts |
| GB2535193A (en) | 2015-02-12 | 2016-08-17 | Zodiac Seats Uk Ltd | Tool for curing a composite component |
| FR3032908A1 (fr) * | 2015-02-24 | 2016-08-26 | Airbus Defence & Space Sas | Panneau composite renforce |
| US10151377B2 (en) | 2015-03-05 | 2018-12-11 | California Institute Of Technology | Systems and methods for implementing tailored metallic glass-based strain wave gears and strain wave gear components |
| DE102015103368B4 (de) * | 2015-03-09 | 2020-08-13 | Piekenbrink Composite Gmbh | Vorrichtung zum Verpressen von Kunststoff-Verbundwerkstoffen |
| US10174780B2 (en) | 2015-03-11 | 2019-01-08 | California Institute Of Technology | Systems and methods for structurally interrelating components using inserts made from metallic glass-based materials |
| US10155412B2 (en) | 2015-03-12 | 2018-12-18 | California Institute Of Technology | Systems and methods for implementing flexible members including integrated tools made from metallic glass-based materials |
| DE102015211671A1 (de) * | 2015-06-24 | 2016-12-29 | Airbus Operations Gmbh | Verfahren und Vorrichtung zur Herstellung eines Bauteils unter Verwendung einer Vakuumfolie |
| US10968527B2 (en) | 2015-11-12 | 2021-04-06 | California Institute Of Technology | Method for embedding inserts, fasteners and features into metal core truss panels |
| CN105382079B (zh) * | 2015-12-10 | 2017-04-12 | 成都柔电云科科技有限公司 | 一种带状金属层薄膜冲切装置及其方法 |
| MA45269A (fr) * | 2016-05-06 | 2019-03-13 | Ecopole As | Poteaux de support |
| DE102016109679B4 (de) * | 2016-05-25 | 2019-03-07 | Lisa Dräxlmaier GmbH | Verfahren und Werkzeug zum Herstellen eines Fahrzeuginterieur-Bauteils, und Fahrzeuginterieur-Bauteil |
| CN107498019A (zh) * | 2016-06-14 | 2017-12-22 | 重庆瑞方渝美压铸有限公司 | 压铸模具 |
| CN106671445A (zh) * | 2016-11-17 | 2017-05-17 | 中复连众(包头)复合材料有限公司 | 一种风力发电机叶片粘接角的灌注成型方法 |
| US11198181B2 (en) | 2017-03-10 | 2021-12-14 | California Institute Of Technology | Methods for fabricating strain wave gear flexsplines using metal additive manufacturing |
| US20230256689A1 (en) * | 2017-04-28 | 2023-08-17 | Lm Wp Patent Holding A/S | Shear web mould system comprising variable moulding plates |
| EP3630395A4 (en) | 2017-05-24 | 2020-11-25 | California Institute of Technology | HYPOEUTECTIC AMORPHIC METAL BASED MATERIALS FOR ADDITIVE MANUFACTURING |
| EP3630392A4 (en) | 2017-05-26 | 2021-03-03 | California Institute of Technology | DENDRITE REINFORCED METAL MATRIX COMPOSITE MATERIALS ON TITANIUM BASE |
| US11123797B2 (en) | 2017-06-02 | 2021-09-21 | California Institute Of Technology | High toughness metallic glass-based composites for additive manufacturing |
| CN109834957A (zh) * | 2017-11-28 | 2019-06-04 | 深圳光启尖端技术有限责任公司 | 一种预浸料的成型方法及其成型模具 |
| CA3087091A1 (en) * | 2017-12-18 | 2019-06-27 | Xtek Ltd | Isostatic side-pressure shielded composite consolidation process and apparatus |
| US11633881B1 (en) | 2018-12-20 | 2023-04-25 | General Nano Llc | Heated composite tool and method for building and use |
| CN109466089A (zh) * | 2018-12-29 | 2019-03-15 | 宁波祝立机械科技有限公司 | 一种碳纤维皮划艇模具及其制备方法 |
| US11859705B2 (en) | 2019-02-28 | 2024-01-02 | California Institute Of Technology | Rounded strain wave gear flexspline utilizing bulk metallic glass-based materials and methods of manufacture thereof |
| US11680629B2 (en) | 2019-02-28 | 2023-06-20 | California Institute Of Technology | Low cost wave generators for metal strain wave gears and methods of manufacture thereof |
| US11400613B2 (en) | 2019-03-01 | 2022-08-02 | California Institute Of Technology | Self-hammering cutting tool |
| US11591906B2 (en) | 2019-03-07 | 2023-02-28 | California Institute Of Technology | Cutting tool with porous regions |
| CN111981007A (zh) * | 2019-05-23 | 2020-11-24 | 华为技术有限公司 | 贴合装置、贴合组件及曲面盖板与柔性屏的贴合方法 |
| DE102019005917B4 (de) * | 2019-08-22 | 2024-03-14 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren und Pressenanordnung zum Herstellen eines Bauteils aus einem Faserverbundwerkstoff |
| CN112721244A (zh) * | 2020-11-25 | 2021-04-30 | 江西昌兴航空装备股份有限公司 | 一种复材快速预抽机 |
| DE102021000921A1 (de) | 2021-02-22 | 2022-08-25 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Verfahren zur Herstellung von Formteilen |
| DE102021000925A1 (de) | 2021-02-22 | 2022-08-25 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Vorrichtung und Verfahren zur Herstellung von Formteilen aus Faserverbund-Werkstoff |
| DE102021000926A1 (de) | 2021-02-22 | 2022-08-25 | Siempelkamp Maschinen- Und Anlagenbau Gmbh | Vorrichtung und Verfahren zur Herstellung von Formteilen |
| CN113246500B (zh) * | 2021-06-30 | 2022-01-25 | 成都飞机工业(集团)有限责任公司 | 一种带挡块的复合材料帽型件制备装置及其操作方法 |
| CN113954391B (zh) * | 2021-10-13 | 2024-03-12 | 上海复合材料科技有限公司 | S形复合材料进气道成型模及其制备方法 |
| CN114029421B (zh) * | 2021-11-08 | 2024-04-02 | 青岛北琪实业有限公司 | 一种马口铁罐全自动生产设备 |
| EP4201629A1 (en) * | 2021-12-22 | 2023-06-28 | Siemens Gamesa Renewable Energy A/S | Method for manufacturing a preform element, method for manufacturing a wind turbine rotor blade, and mold arrangement |
| CN115025907B (zh) * | 2022-06-28 | 2022-12-16 | 浙江新纳复合材料有限公司 | 一种环保型复合材料生产装置及其使用方法 |
| CN115199622B (zh) * | 2022-08-12 | 2023-06-16 | 新创碳谷集团有限公司 | 一种模块化叶片快速粘接工装及粘接工艺 |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1008436A2 (en) * | 1998-11-27 | 2000-06-14 | Ex-press Plastics Limited | Method and apparatus for manufacturing articles from thermoplastic material |
Family Cites Families (83)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1806861A (en) | 1931-05-26 | Apparatus for making composite glass | ||
| US1872692A (en) * | 1928-06-08 | 1932-08-23 | Libbey Owens Ford Glass Co | Apparatus for making laminated glass |
| US2519661A (en) * | 1948-02-14 | 1950-08-22 | Onondaga Pottery Company | Apparatus for fixing transfers |
| USRE23572E (en) * | 1948-07-26 | 1952-11-11 | curran | |
| US3161919A (en) * | 1959-02-12 | 1964-12-22 | Ren Plastics Inc | Resin-bonded molds, dies, fixtures and the like |
| US3580795A (en) * | 1966-10-05 | 1971-05-25 | John E Eichenlaub | Apparatus for welding heat sealable sheet material |
| FR1508308A (fr) | 1966-11-23 | 1968-01-05 | Perfectionnements aux machines pour la fabrication continue d'un tube en matière plastique renforcée | |
| US3891489A (en) | 1969-11-24 | 1975-06-24 | Ameron Inc | Pressure cure method of making resin pipe |
| CH522546A (de) | 1970-02-17 | 1972-06-30 | Mueller Guenter | Behälter, Verfahren zu seiner Herstellung und Mittel zur Ausführung des Verfahrens |
| US3964958A (en) * | 1973-01-24 | 1976-06-22 | Johnston Orin B | Heat bonding device |
| FR2236725A1 (en) | 1973-07-12 | 1975-02-07 | Scemm | Mfg. process for helicopter blades - involves using inflatable bladders to correctly position sections in mould |
| US4126659A (en) | 1976-07-09 | 1978-11-21 | Lockheed Aircraft Corporation | Method of making a hollow article |
| SU617130A1 (ru) | 1977-03-05 | 1978-07-30 | Воронежский технологический институт | Устройство дл подачи материала в рабочую зону пресса |
| DE2738890C2 (de) * | 1977-08-29 | 1984-02-16 | Siemens AG, 1000 Berlin und 8000 München | Verfahren zur Herstellung von Formkörpern und Imprägnierungen |
| US4190205A (en) * | 1978-10-03 | 1980-02-26 | Prismo Universal Corporation | Road marking apparatus and method |
| DE2911247A1 (de) | 1979-03-22 | 1980-10-02 | Christian Gilbert | Produktionsanlage fuer konische hohlkoerper |
| US4527712A (en) * | 1979-07-19 | 1985-07-09 | Nordson Corporation | Method and apparatus for dispensing liquid compositions |
| US4309232A (en) | 1980-01-25 | 1982-01-05 | Carolina Rubber Hose Company | Method and apparatus for fabricating high pressure hose |
| US4533591A (en) * | 1982-11-12 | 1985-08-06 | Sorko Ram Paul O | Process for producing a device for reflecting electromagnetic energy and product produced thereby |
| JPS6143541A (ja) * | 1984-08-06 | 1986-03-03 | Mazda Motor Corp | Frp部品の製造方法 |
| US4794855A (en) * | 1986-08-05 | 1989-01-03 | Mitsubishi Rayon Engineering Co., Ltd. | Continuous press machine |
| DE3633919C1 (en) | 1986-10-04 | 1987-07-09 | Metzeler Schaum Gmbh | Process and mould for producing upholsteries provided with foam-backed coverings, in particular upholsteries for car seats |
| JPS6434751A (en) | 1987-07-30 | 1989-02-06 | Matsushita Electric Ind Co Ltd | Printing method |
| GB8723565D0 (en) * | 1987-10-07 | 1987-11-11 | Alcan Int Ltd | Joining metal components |
| JPH01235613A (ja) * | 1988-03-16 | 1989-09-20 | Sumitomo Chem Co Ltd | 多層成形品の製造方法 |
| EP0335098B1 (en) * | 1988-03-30 | 1995-05-17 | General Electric Company | Compression molding of composite parts on hot mold surfaces with a short cycle time |
| US5047198A (en) * | 1988-03-30 | 1991-09-10 | General Electric Company | Compression molding of composite parts on hot mold surfaces with a short cycle time |
| US4842663A (en) * | 1988-04-29 | 1989-06-27 | Kramer Leslie D | Steam turbine blade anti-erosion shield and method of turbine blade repair |
| US4902215A (en) | 1988-06-08 | 1990-02-20 | Seemann Iii William H | Plastic transfer molding techniques for the production of fiber reinforced plastic structures |
| JPH0220338A (ja) * | 1988-07-08 | 1990-01-23 | Matsushita Electric Works Ltd | 積層板の製造方法 |
| FR2634682B1 (fr) | 1988-07-29 | 1992-05-15 | Marques Fernand | Procede de placage d'une piece notamment a parties en relief et en bois ainsi que presse et installation pour la mise en oeuvre de ce procede |
| JPH039815A (ja) | 1989-06-06 | 1991-01-17 | Nissan Motor Co Ltd | 樹脂成形型 |
| JP2871783B2 (ja) * | 1990-02-02 | 1999-03-17 | 富士重工業株式会社 | 複合材の成形方法および成形装置 |
| JP2947866B2 (ja) * | 1990-04-20 | 1999-09-13 | 富士重工業株式会社 | 複合材の成形方法および成形装置 |
| CA2056224A1 (en) | 1990-12-19 | 1992-06-20 | Terry Martin Boustead | Conformal composite molding |
| FR2694906B1 (fr) | 1992-08-20 | 1994-09-23 | Acb | Presse pour le formage d'une pièce en matériau composite comportant des renforts fibreux dans une matrice en polymère. |
| US5266137A (en) | 1992-11-10 | 1993-11-30 | Hollingsworth Ritch D | Rigid segmented mandrel with inflatable support |
| JPH06182780A (ja) * | 1992-12-21 | 1994-07-05 | Aica Kogyo Co Ltd | 人工大理石成形品の製法 |
| US5374388A (en) * | 1993-04-22 | 1994-12-20 | Lockheed Corporation | Method of forming contoured repair patches |
| FR2705914B1 (fr) | 1993-06-02 | 1995-08-18 | Aerospatiale | Dispositif d'application de pression, éventuellement chauffant, sur une surface de forme quelconque, notamment pour la réparation de structures endommagées. |
| US5482667A (en) * | 1993-08-11 | 1996-01-09 | General Electric Company | Extrusion impregnation compression molding process |
| US5403537A (en) | 1993-09-14 | 1995-04-04 | Martin Marietta Corporation | Method for forming composite structures |
| AUPM802794A0 (en) | 1994-09-09 | 1994-10-06 | Graham, Neil | Improved method of manufacturing composites |
| US6149844A (en) | 1994-09-09 | 2000-11-21 | Decta Holdings Pty Ltd. | Method of manufacturing composites |
| AU697678B2 (en) * | 1994-09-09 | 1998-10-15 | Decta Holdings Pty. Ltd. | Improved method of manufacturing composites |
| DE4441227A1 (de) | 1994-11-19 | 1996-05-23 | Franz Hegele | Vorrichtung für die Reparatur schadhafter Rohrleitungen und Verfahren zu Ihrer Durchführung |
| US5643522A (en) * | 1994-12-12 | 1997-07-01 | Park; James F. | Method and system for curing fiber reinforced composite structures |
| US5961902A (en) * | 1995-03-27 | 1999-10-05 | Araco Kabushiki Kaisha | Manufacturing method for molded multilayer article |
| JPH08332646A (ja) * | 1995-06-06 | 1996-12-17 | Meiki Co Ltd | 真空積層装置および真空積層方法 |
| US6160761A (en) | 1995-07-19 | 2000-12-12 | The United States Of America As Represented By The Secretary Of The Navy | Removable air mandrel |
| JP3155697B2 (ja) | 1995-12-22 | 2001-04-16 | 三井化学株式会社 | 道路補強用シート、その製造法及びそれを用いた道路の強化法 |
| US5785760A (en) * | 1996-04-04 | 1998-07-28 | Techliner Products & Equipment, Inc. | Line striping machine |
| AUPO066196A0 (en) | 1996-06-25 | 1996-07-18 | Gradual Pty Ltd | Above mould moulding apparatus and method |
| US5691402A (en) * | 1996-09-13 | 1997-11-25 | Composite Technology Group, Llc | Composite tooling material having vinyl ester resins and fillers |
| US5971742A (en) | 1996-09-18 | 1999-10-26 | Pyramid Composites Manufacturing Limited Partnership | Apparatus for molding composite articles |
| JP3173406B2 (ja) | 1997-02-14 | 2001-06-04 | 住友電気工業株式会社 | 光ファイバの樹脂塗布装置 |
| US6186765B1 (en) * | 1997-03-31 | 2001-02-13 | Toshiba Kikai Kabushiki Kaisha | Apparatus for forming a molded multilayer product |
| US5922265A (en) * | 1997-04-04 | 1999-07-13 | Lear Corporation | Method of forming a motor vehicle dash insulator |
| FR2763882B1 (fr) | 1997-05-29 | 1999-08-20 | Aerospatiale | Outillage de reparation sur site d'une structure composite presentant une zone endommagee et procede correspondant |
| JPH11208603A (ja) | 1998-01-21 | 1999-08-03 | Toyo Jidoki Co Ltd | 包装袋のプレス脱気装置 |
| US5975183A (en) * | 1998-03-23 | 1999-11-02 | Northrop Grumman Corporation | Repair pressure applicator for in the field damaged aircraft |
| JP3528582B2 (ja) | 1998-03-26 | 2004-05-17 | 松下電工株式会社 | 繊維強化プラスチック成形品の製造方法及びその成形型 |
| EP1000731A1 (de) | 1998-11-12 | 2000-05-17 | Bush Industries, Inc. | Vorrichtung zum Aufbringen eines Dekors auf ein Werkstück |
| US6485668B1 (en) | 1998-12-30 | 2002-11-26 | Essef Corporation | Method for fabricating composite pressure vessels and products fabricated by the method |
| US6506325B1 (en) | 1999-02-05 | 2003-01-14 | The B. F. Goodrich Company | Method controlling the exotherm of a vacuum resin infusion |
| US6537483B1 (en) | 1999-02-05 | 2003-03-25 | The B. F. Goodrich Company | Pressure equalized vacuum resin infusion process |
| FR2790219B1 (fr) | 1999-02-25 | 2001-05-18 | Andre David | Procede et dispositif pour la vulcanisation de durits en caoutchouc ou en elastomere analogue |
| JP4186312B2 (ja) * | 1999-06-07 | 2008-11-26 | 住友化学株式会社 | 多層成形品の製造方法 |
| AU3789801A (en) | 1999-12-07 | 2001-06-18 | Boeing Company, The | Double bag vacuum infusion process and system for low cost, advanced composite fabrication |
| JP2001225195A (ja) * | 2000-02-17 | 2001-08-21 | Hitachi Electronics Eng Co Ltd | 基板圧着装置 |
| US7306692B2 (en) | 2000-03-03 | 2007-12-11 | Quickstep Technologies Pty Ltd. | Production forming, bonding, joining and repair systems for composite and metal components |
| US6623672B2 (en) | 2000-10-03 | 2003-09-23 | Vec Technology Inc. | Method and apparatus for molding composite articles |
| EP1220309A1 (en) | 2000-12-28 | 2002-07-03 | STMicroelectronics S.r.l. | Manufacturing method of an electronic device package |
| AU2002237770B2 (en) * | 2001-01-08 | 2007-02-01 | Brunswick Corporation | Method of making preforms |
| TW564219B (en) * | 2001-01-25 | 2003-12-01 | Quickstep Technologies Pty Ltd | System and method for producing composite or bonded metal components |
| EP1238785B1 (de) | 2001-03-05 | 2004-04-28 | Swiss Luggage SL AG | Verfahren zur Herstellung eines profilierten, schalenartigen Gegenstands sowie eine hierzu verwendbare Form |
| ITMI20020486A1 (it) | 2001-04-03 | 2003-09-08 | Eurocopter Deutschland | Albero motore subcritico e procedimento per la sua fabbricazione in materiale composito con fibre |
| DE20116817U1 (de) | 2001-10-17 | 2002-01-24 | Rapphahn Horst | Vorrichtung zur Herstellung von Kunststoffbauteilen |
| US6723273B2 (en) | 2002-09-11 | 2004-04-20 | Keith Johnson | Curable liquid sealant used as vacuum bag in composite manufacturing |
| JP2004174929A (ja) | 2002-11-27 | 2004-06-24 | Toyota Industries Corp | 筒部材及びその製造方法 |
| US7060217B2 (en) * | 2003-06-12 | 2006-06-13 | General Electric Company | Composite articles comprising resorcinol arylate polyester and method for making thereof |
| CA2434447A1 (fr) | 2003-06-27 | 2004-12-27 | Eduardo Ruiz | Fabrication des composites par un procede d'injection flexible au moyen d'un moule a double chambre ou a chambres multiples |
| US7390561B2 (en) * | 2003-10-02 | 2008-06-24 | Praxair S. T. Technology, Inc. | Method for making a metal surface infused composite and the composite thereof |
-
2002
- 2002-01-25 TW TW091101301A patent/TW564219B/zh not_active IP Right Cessation
- 2002-01-25 US US10/466,288 patent/US7497981B2/en not_active Expired - Lifetime
- 2002-01-25 WO PCT/AU2002/000078 patent/WO2002058916A1/en active Application Filing
- 2002-01-25 KR KR1020087009851A patent/KR100922879B1/ko not_active IP Right Cessation
- 2002-01-25 ES ES02709894.6T patent/ES2523071T3/es not_active Expired - Lifetime
- 2002-01-25 EP EP14164050.8A patent/EP2762298B1/en not_active Expired - Lifetime
- 2002-01-25 CN CNB028070313A patent/CN100396472C/zh not_active Expired - Lifetime
- 2002-01-25 EP EP02709894.6A patent/EP1365908B1/en not_active Expired - Lifetime
- 2002-01-25 JP JP2002559233A patent/JP4118685B2/ja not_active Expired - Lifetime
- 2002-01-25 KR KR1020037009907A patent/KR100910653B1/ko active IP Right Grant
- 2002-01-25 CA CA002435575A patent/CA2435575C/en not_active Expired - Lifetime
- 2002-01-25 AU AU2002227779A patent/AU2002227779B2/en not_active Expired
-
2008
- 2008-02-08 AU AU2008200588A patent/AU2008200588B2/en not_active Ceased
- 2008-02-18 JP JP2008036414A patent/JP4652423B2/ja not_active Expired - Fee Related
- 2008-04-28 US US12/110,559 patent/US8580176B2/en not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP1008436A2 (en) * | 1998-11-27 | 2000-06-14 | Ex-press Plastics Limited | Method and apparatus for manufacturing articles from thermoplastic material |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008179150A (ja) | 2008-08-07 |
| US20040113315A1 (en) | 2004-06-17 |
| JP2004527393A (ja) | 2004-09-09 |
| KR100910653B1 (ko) | 2009-08-05 |
| AU2008200588A1 (en) | 2008-02-28 |
| EP1365908B1 (en) | 2014-09-10 |
| US8580176B2 (en) | 2013-11-12 |
| JP4118685B2 (ja) | 2008-07-16 |
| EP1365908A4 (en) | 2005-03-16 |
| US7497981B2 (en) | 2009-03-03 |
| EP2762298B1 (en) | 2017-03-08 |
| CA2435575C (en) | 2008-04-01 |
| JP4652423B2 (ja) | 2011-03-16 |
| CA2435575A1 (en) | 2002-08-01 |
| WO2002058916A1 (en) | 2002-08-01 |
| EP2762298A1 (en) | 2014-08-06 |
| KR20080055948A (ko) | 2008-06-19 |
| AU2008200588B2 (en) | 2010-07-01 |
| KR100922879B1 (ko) | 2009-10-20 |
| KR20030079965A (ko) | 2003-10-10 |
| CN1501859A (zh) | 2004-06-02 |
| ES2523071T3 (es) | 2014-11-20 |
| TW564219B (en) | 2003-12-01 |
| AU2002227779B2 (en) | 2007-12-06 |
| EP1365908A1 (en) | 2003-12-03 |
| US20080203622A1 (en) | 2008-08-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100396472C (zh) | 复合金属部件的生产、成型和粘结系统 | |
| AU2002227779A1 (en) | Composite and metal component production, forming and bonding system | |
| JP4904346B2 (ja) | 流体の密度及び圧力を使用した複合材部品の製造方法 | |
| CN1921996B (zh) | Rtm成型方法及装置 | |
| CA2856544C (en) | Shaping during the manufacture of a profiled component | |
| CN101367267B (zh) | 复合金属部件的生产、成型和粘结系统 | |
| US7785518B2 (en) | Method and apparatus for molding composite articles | |
| US20210308964A1 (en) | Infusion device and method for producing fiber-reinforced composite parts | |
| KR101996422B1 (ko) | 인퓨전 성형을 이용한 일체형 입체구조물 제조방법 및 제조장치 | |
| CN109318507A (zh) | 一种大长径比碳纤维复合材料管制作模具和成型方法 | |
| GB2267457A (en) | Manufacture of components from composite material | |
| CA2617076C (en) | Composite and metal component production, forming and bonding system | |
| CN203046105U (zh) | 空心砖填充聚苯乙烯泡珠材料的系统 | |
| KR102312635B1 (ko) | 공기 가압 구조를 구비한 튜브형 압착 성형장치 | |
| EP4201629A1 (en) | Method for manufacturing a preform element, method for manufacturing a wind turbine rotor blade, and mold arrangement | |
| EP0145458A2 (en) | Method for molding multicolored silicone rubber articles | |
| KR20230053043A (ko) | 금형장치 | |
| JPH105384A (ja) | スキー板の製法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| CX01 | Expiry of patent term |
Granted publication date: 20080625 |
|
| CX01 | Expiry of patent term |