CN100415475C - 具有放气特征的微复制工具 - Google Patents
具有放气特征的微复制工具 Download PDFInfo
- Publication number
- CN100415475C CN100415475C CNB038175266A CN03817526A CN100415475C CN 100415475 C CN100415475 C CN 100415475C CN B038175266 A CNB038175266 A CN B038175266A CN 03817526 A CN03817526 A CN 03817526A CN 100415475 C CN100415475 C CN 100415475C
- Authority
- CN
- China
- Prior art keywords
- hole
- cave
- tools
- micro
- micro replication
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/04—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing using rollers or endless belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/10—Moulds or cores; Details thereof or accessories therefor with incorporated venting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/38—Moulds or cores; Details thereof or accessories therefor characterised by the material or the manufacturing process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/42—Moulds or cores; Details thereof or accessories therefor characterised by the shape of the moulding surface, e.g. ribs or grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C33/00—Moulds or cores; Details thereof or accessories therefor
- B29C33/42—Moulds or cores; Details thereof or accessories therefor characterised by the shape of the moulding surface, e.g. ribs or grooves
- B29C33/424—Moulding surfaces provided with means for marking or patterning
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C37/00—Component parts, details, accessories or auxiliary operations, not covered by group B29C33/00 or B29C35/00
- B29C37/006—Degassing moulding material or draining off gas during moulding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/022—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing characterised by the disposition or the configuration, e.g. dimensions, of the embossments or the shaping tools therefor
- B29C59/025—Fibrous surfaces with piles or similar fibres substantially perpendicular to the surface
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D1/00—Electroforming
- C25D1/10—Moulds; Masks; Masterforms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C59/00—Surface shaping of articles, e.g. embossing; Apparatus therefor
- B29C59/02—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing
- B29C59/022—Surface shaping of articles, e.g. embossing; Apparatus therefor by mechanical means, e.g. pressing characterised by the disposition or the configuration, e.g. dimensions, of the embossments or the shaping tools therefor
- B29C2059/023—Microembossing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/34—Moulds having venting means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/34—Moulds having venting means
- B29C45/345—Moulds having venting means using a porous mould wall or a part thereof, e.g. made of sintered metal
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/37—Mould cavity walls, i.e. the inner surface forming the mould cavity, e.g. linings
- B29C45/372—Mould cavity walls, i.e. the inner surface forming the mould cavity, e.g. linings provided with means for marking or patterning, e.g. numbering articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/727—Fastening elements
- B29L2031/729—Hook and loop-type fasteners
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S425/00—Plastic article or earthenware shaping or treating: apparatus
- Y10S425/812—Venting
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/24—Structurally defined web or sheet [e.g., overall dimension, etc.]
- Y10T428/24479—Structurally defined web or sheet [e.g., overall dimension, etc.] including variation in thickness
Abstract
在一种实施方式中,微复制工具包含放气特征结构,它允许气体从工具的微复制穴孔中逸出。此放气特征结构可位于各穴孔底部,以免在微复制过程中在工具的穴孔中驻留空气。这样可以提高微复制产品的质量。
Description
发明领域
本发明总体上涉及微复制,更具体地涉及用于微复制工艺的工具。
发明背景
微复制技术可用于产生各种各样的微复制结构。微复制结构在这里定义为至少有一个尺寸小于1000微米的结构。在一种实例中,这些特征结构可以形成自衬底结构开始越来越小的突起。在这种情况下,微复制结构可包括一对表面扣件的一侧。例如,这对表面扣件可包含两个微复制结构,它们含有从各自衬底结构开始越来越小的突起,扣件截面宽度小于1000微米。这些突起共同也可以构成凹陷结构阵列。因此,两个微复制结构可以压在一起,使得渐变突起与相对的凹陷部位吻合,形成互锁结构,从而将两个微复制结构相互连在一起。
微复制工艺一般采用微复制工具,如浇注带、浇注辊、注塑成型工具等。例如,微复制工具可用于挤出工艺或注塑成型工艺,产生微复制结构。微复制工具可包含确定要生产的微复制结构的微复制特征的小穴。但在复制工艺过程中,穴孔中驻留的空气会降低微复制结构的质量。换句话说,微复制工具穴孔中驻留的空气会限制微复制材料填满穴孔的能力。
发明概述
本发明总体上涉及微复制工具,它具有放气特征,即能将气体从工具的微复制穴孔中排出。各种实施方式可能涉及微复制工具、生产工具的技术、使用工具的技术和用这种工具产生的微复制结构。微复制工具可包含一个挤出工具,如浇注带或浇注辊,或者用于形成小微复制特征结构的注塑结构的注塑成型工具。
在一种实施方式中,微复制工具包含一组穴孔,用于在微复制过程中形成微复制特征结构。这种工具还包含放气特征结构,它们贴近各穴孔的底部区域,可以让气体在微复制过程中放出。这样就可以避免在微复制过程中,在工具穴孔里驻留空气,从而提高微复制产品的质量。
上述及其他实施方式的其他细节将结合附图介绍于下。通过以下介绍、附图和权利要求,可以理解本发明的目标和优点。
附图简述
图1A是两个微复制结构的放大截面图,这两个微复制结构一起形成成对紧扣结构。
图1B是图1A所示成对紧扣结构的另一个放大截面图,两个微复制结构受压后,吻合在一起。
图2是两个微复制结构的透视图,这两个结构一起形成成对紧扣结构。
图3是本发明一种实施方式的微复制结构的另一个放大截面图。
图4是本发明一种实施方式的微复制工具的截面图。
图5是本发明另一种实施方式的微复制工具的放大截面图。
图6是制备和使用图5所示微复制工具的工艺实例的流程图。
图7是可用来制备微复制工具的模板的放大截面图。
图8是图7所示模板的放大截面图,有关材料电镀在模板表面上。
图9是显示图8所示电镀材料的放大截面图,模板已移走。
图10是根据本发明一种实施方式,利用浇铸带形式的微复制工具的微复制系统的透视图。
图11是根据本发明一种实施方式,利用浇铸辊形式的微复制工具的微复制系统的透视图。
图12是根据本发明一种实施方式,形成浇铸辊的电镀设备的透视图。
图13A和13B是传统微复制结构和用本发明所述一种或多种技术产生的微复制结构的对比截面图。
发明详述
以下说明介绍了含有放气特征结构的微复制工具,该特征结构可让空气从工具的微复制穴孔中排出。微复制工具可包含挤出工具,如浇注带或浇注辊,或用于形成小微复制结构的注塑结构的注塑成型工具。如下面将有详细介绍的,在微复制工具中引入放气特征结构可提高用工具形成的微复制结构的质量,其途径是在微复制过程中减少穴孔中驻留的空气。特别地,在微复制过程中减少穴孔中驻留的空气,可以减少或基本消除微复制结构上的表面不规则性或其他气阱假象。
图1A是两个微复制结构的截面图,这两个微复制结构一起形成一对紧扣结构。在此实施例中,微复制特征结构12A-12F(总称特征结构12)成突起形式,自衬底结构14A开始越来越小,形成第一微复制结构15A。类似地,微复制特征结构12G-12L(总称特征结构12)也成突起形式,自衬底结构14B开始越来越小,形成第二微复制结构15B。如图1B所示,第一微复制结构15A和第二微复制结构15B可压到一起,使微复制特征结构12咬合起来,通过摩擦力配合成互锁关系。这样,第一和第二微复制结构15A和15B形成了一对表面扣件18。相应地,第一和第二微复制结构15A和15B的背面可连接到不同制品或表面上,使得成对表面扣件18起连接结构的作用。
如下所述,第一和第二微复制结构15A和15B可用微复制工具制备,所述工具含有放气特征结构,该特征结构可让空气从工具的微复制穴孔中排出。这样,微复制特征结构12的形状可由工具的穴孔更精确地限定,特征结构12上由工具中驻留空气引起的物理假象,即不规则性可以得到减少或基本上得到避免。
图2是图1A和1B所示成对表面扣件18的透视图。在图2所示实施例中,特征特征结构12具有四边形貌。但是,所述形貌可具有任意数目的边。如果需要,也可以做成圆形或椭圆形。
一般地,成对表面扣件18具有相当多的应用。例如,面15A和15B的外表面19A和19B可黏附到物品上,使得物品可彼此扣牢,但又能分开。成对表面扣件18特别适用于清扫房屋,因为清扫房屋时黏合剂会引起污染。医务室和电子路生产或组装车间的清扫就是两个例子。其他应用包括用于防滑表面、拨送式罩盖的扣件、体育设施的手柄套等,用于等离子体显示板和其他应用。但应当理解,下述实施方式当然适用于许多微复制特征和微复制结构。换句话说,形成成对表面扣件的微复制结构的渐变突起只是可得益于本发明的微复制特征结构的实例之一。
图3是本发明微复制结构的另一个截面图。如图所示,每个微复制特征结构12M-12R(总称特征结构12)可有若干尺寸(X、Y和Z)。在本说明书中,术语“微复制”和“微复制特征结构”涉及的特征结构(如特征结构12)至少有一个尺寸小于约1000微米。例如,微复制特征结构宽X的数量级约为15-70微米,高Y的数量级约为45-210微米,宽Z的数量级为15-70微米。特征结构12的另一个特点是其高宽比高,如大于3、大于5或大于10。换句话说,高Y比宽X或宽Z大约大3、5或10倍。任何情况下,使用下面将有详细介绍的技术,可借助微复制工具的穴孔更精确地控制特征结构12。因此,特征结构12通常不会因微复制工具穴孔中存在驻留空气而形成假象或不规则表面。该技术在制备高高宽比特征结构时特别有用。
图4是微复制工具40局部的一种实施方式的放大截面侧视图。例如,微复制工具40可以是挤出工艺中应用的浇注带或浇注辊,注塑设备中采用的成型工具,或其他任何微复制工具。如图所示,微复制工具40包含带若干穴孔42A、42B、42C(总称穴孔42)的微复制表面48。穴孔42用于在微复制工艺中形成微复制特征结构(如特征结构12)。因此,穴孔42的尺寸和形状基本上对应于上述特征结构12的尺寸和形状,也可根据微复制特征的任何所需形状变化。如图4所示,微复制工具40含有放气特征结构,该结构贴近各穴孔42的底部区域,以便气体在微复制过程中从穴孔里逃逸出来。在图4所示实施方式中,放气特征结构含有一层多孔材料45,它们组成穴孔42的底部。
为形成微复制工具40,可用多孔材料45作为基底。多孔材料45可用电铸掩模技术进行遮蔽。然后可将材料46电铸在多孔材料45上。换句话说,对多孔材料45的掩模可规定穴孔的微复制图案,所述穴孔在电铸过程完成后由电铸材料46确定。在电铸过程之前,可先进行淀积,形成一薄层材料,作为电铸材料的种层。材料的电铸程度要以足够形成用于制备上述特征结构12的穴孔宽度和深度为准。重要的是,由于多孔材料45形成穴孔42底部,在使用微复制工具时,气体可从多孔材料45中排出。因此,在用于微复制过程中时,淀积材料能更加充分地填充到微复制工具40中,因为穴孔42中没有驻留空气。
图5是微复制工具50局部的另一种实施方式的放大截面侧视图。同样,微复制工具50可以是用于挤出工艺的浇注带或浇注辊,注塑设备中采用的成型工具,或其他任何微复制工具。如图所示,微复制工具50包含带若干穴孔52A、52B、52C(总称穴孔52)的微复制表面58。穴孔52用于在微复制工艺中形成微复制特征结构(如特征结构12)。同样,穴孔52的尺寸和形状基本上对应于上述特征结构12的尺寸和形状。如图5所示,微复制工具50含有放气特征结构,该结构贴近各穴孔52的底部区域,以便气体在微复制过程中从穴孔里逃逸出来。在图5所示实施方式中,放气特征结构含有孔道53A、53B和53C(总称孔道53),它们形成于穴孔42的底部。
特别地,孔道53的尺寸要满足空气或其他气体能够逸出,但微复制材料不能流出的要求。因此,在微复制过程中,微复制工具50的穴孔52可填充得更加完全,因为没有空气驻留在穴孔52中。换句话说,在微复制过程中,空气或其他气体可通过孔道53逸出,因而穴孔52可更充分地为材料所填充。这样,微复制结构的特征结构(如上述特征结构12)可得到改进,因为它避免了在穴孔52中驻留空气而引起表面不规则或形成假象。
如上所述,孔道53的尺寸可这样确定,使用来填充穴孔52的材料不能通过孔道,但驻留的气体能够逃逸。例如,以最小内径处计,孔道53的截面宽度(定义为垂直于空气流过孔道53的方向)可小至约20微米,约10微米,约1微米甚至0.1微米。在不同实施方式中,孔道53的最佳宽度可根据用于制备最终微复制产品的材料组成来选择。
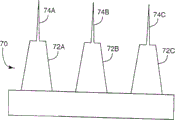
图6是说明图5所示微复制工具的制备和使用的流程图。微复制工具50的生产过程可从形成模型开始。特别地,可通过形成模型(61)来确定模芯特征结构,即是在微复制工具中要形成的一组穴孔的逆。此外,形成模芯特征时,可在模芯特征结构的末端形成锥形突起。图7是模型实例70的放大截面侧视图,它含有模芯特征结构72A、72B和72C(总称模芯特征结构72),模芯特征结构72的末端形成了锥形突起74A、74B和74C(总称锥形突起74)。
模芯特征结构72可以是微复制工具50(图5)中要形成的穴孔52的逆。类似地,锥形突起74可是微复制工具50中要形成的孔道53的逆。制模过程可涉及一种或多种广泛使用的已知制模技术。例如,钻石车削技术,激光加工技术,常规机械加工技术,如碳化物混炼,电火花加工(EDM)技术,反应离子蚀刻技术,叠加工艺如立体光照型技术等,均可用于形成模型70(61)。模芯特征结构72可最终确定要形成的特征结构(如图1-3所示特征结构12)的尺寸和形状。
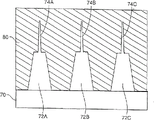
模型70制成之后,可将微复制工具电铸到模型之上(62)。图8所示为包含模型70和电铸到模型表面上的材料80。电铸材料80可完全覆盖模芯特征结构72以及锥形突起74。电铸技术是在模型表面上形成较厚的材料层的已知技术。例如,在将涂覆过的模型表面放入电铸处理溶液之前,可在模型表面上淀积一薄层材料。然后可用电铸技术在模型表面上形成均匀的材料80。电铸材料80可包含金属,如镍、铜等,金属可均匀地积成所需厚度,如足以完全覆盖模芯特征结构72和锥形突起74的厚度。
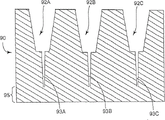
一旦电铸在模型表面上的材料80足以完全覆盖模芯特征结构72和锥形突起74,即可将模型从电铸结构(63)上取下。例如,图9是取下模型后的电铸结构90。通过物理方法将模型70与电铸材料80分离,即可将模型取下(图8)。残留在穴孔92或孔道93里面的剩余成模材料可用脱模剂等清除。
接着可除去部分电铸材料(64),使锥形突起74(图8)围成的孔道53(图5)暴露出来。例如,如图9所示,电镀结构90的一部分95可清除,如将该材料蚀刻掉或消除掉。这样就可以形成图5所示微复制工具。在此情况下,可除去材料95(图9),使孔道53暴露出来,以便气体通过孔道53(图5)从穴孔52中逸出。例如,材料95可以清除到足以使孔道93暴露出来的程度,暴露的尺寸小于约20微米、10微米、1微米或0.1微米。换句话说,清除材料95后,由外露孔道形成的孔隙宽度约小于20微米、10微米、1微米或0.1微米。
清除多余的电铸材料,使工具中的孔道露出来后(64),该工具可用于微复制工艺(65)。在此情况下,在微复制过程中,微复制材料可填满穴孔52,因为气体,如空气可通过孔道53逸出(图5)。
在某些情况下,可在更大的表面上放置许多片段式电铸结构,以形成更大的微复制工具。换句话说,可重复进行图6所示过程,形成许多模制工具片段,它们可以根据模制工具的形状安放或组装。
为进一步提高微复制工具穴孔的填充效果,可将工具表面形成纹理或做粗糙。例如,可将微复制工具40的表面48或微复制工具50的表面58做粗糙,例如工具形成后对表面进行喷砂处理。使穴孔的侧壁和/或底部变粗糙特别适用于提高穴孔的填充效果。
图10是利用本发明浇注带102形式的微复制工具的微复制系统100。在此情况下,可让材料在浇注带102和辊104之间通过,以此将材料挤出。例如,浇注带102可包含许多片段式电铸结构,这些结构包含穴孔,孔道位于穴孔的底部,从而让气体在微复制过程中从穴孔中逸出。换句话说,浇注带102可由用上述方法制备的多个片段式电铸结构组装而成。
图11是利用浇注辊112形式的微复制工具的微复制系统110。在此情况下,可让材料在浇注辊112和传送带114之间通过,以此将材料挤出。传送带114的背面也可以安装其他咬合辊。图12是用于形成浇注辊的电镀设备的透视图,所述浇注辊类似于图11所述。例如,可将模型安装在圆柱形电铸室124的内表面122上。电铸工艺可使电铸材料在模型表面上形成,而模型表面形成于圆柱形电铸室124的内表面上(如箭头126所示)。这种电铸技术可用于形成浇注辊,如图11所示。重要的是,通过在模芯特征结构72上模制锥形突起74,在锥形突起74和模芯特征结构72上电铸材料80,除去模型70,然后除去部分电铸材料80使锥形突起74围成的孔道露出来,如上所述,可使微复制工具得到改进。
图13A和13B是传统微复制结构和用本发明所述一种或多种技术产生的微复制结构的对比截面图。特别地,图13A所示为传统微复制结构。出于说明问题,图13A可能稍显夸张。但是,传统微复制结构通常具有表面不规则131的假象。特别地,表面不规则点131由微复制工具中驻留的空气引起。如图所示,表面不规则点131一般形成于微复制特征结构的顶部表面上。根据本发明所述实施方式,如图13B所示,通过采用在各穴孔底部设置放气特征结构的微复制工具,让气体在微复制过程中从穴孔里逸出,可减少或基本消除表面不规则点131。这样就可以改进微复制结构,如图13B所示。
上面介绍了若干实施方式。例如,介绍了含有放气特征结构,让空气或其他气体从工具微复制穴孔中逸出的微复制工具。但是,对上述各实施方式可作各种改进,只要不背离以下权利要求。例如,微复制工具可以是除浇铸带、浇铸辊或注模工具以外的工具。此外,尽管介绍了许多详细的特点,特别介绍了微复制成对表面扣件的形成,但本发明不受限于此。换句话说,这里介绍的技术和微复制工具可具有任何所需的微复制特征。此外,一种或多种结构性器件和技术可扩展到用于大尺度复制工具,如用来复制特征结构比这里介绍的大得多的结构。因此,其他实施方式也包括在以下权利要求的范围之内。
Claims (19)
1. 一种微复制工具,它包含:
由穴孔构成的微复制表面,所述穴孔确定了微复制过程中的微复制特征,其中所述穴孔形成与微复制特征的顶部对应的平底区域;
贴近各空穴的平底区域的空气孔道,在微复制过程中便于气体从穴孔中逸出,其中空气孔道形成小于平底区域的宽度,并且其中平底区域的宽度在15至70微米之间。
2. 如权利要求1所述微复制工具,其特征在于,空气孔道的尺寸使实质上没有任何微复制到穴孔中的材料从空气孔道流出。
3. 如权利要求2所述微复制工具,其特征在于,空气孔道垂直于从穴孔逸出的空气流方向的截面尺寸小于20微米。
4. 如权利要求3所述微复制工具,其特征在于,截面尺寸小于10微米。
5. 如权利要求4所述微复制工具,其特征在于,截面尺寸小于1微米。
6. 如权利要求1所述微复制工具,其特征在于,所述工具是注塑工具。
7. 如权利要求1所述微复制工具,其特征在于,所述工具是用于挤出工艺的流延带。
8. 如权利要求1所述微复制工具,其特征在于,所述工具是用于挤出工艺的流延辊。
9. 如权利要求1所述微复制工具,其特征在于,所述工具由如下过程制备:
形成模型,以确定模芯特征结构,这些结构是一组穴孔的逆,其中模芯特征结构包含模芯特征结构末端的锥形突起;
在模型上电铸材料,形成微复制工具;
从电铸材料中取下模型;
除去部分电铸材料,使锥形突起围成的孔道露出来。
10. 如权利要求1所述微复制工具,其特征在于,该组穴孔中的每个穴孔深度大于1000微米。
11. 如权利要求1所述微复制工具,其特征在于,该组穴孔中的每个穴孔的高宽比大于或等于5。
12. 制备微复制工具的方法,它包括:
形成模型,以确定模芯特征结构,这些结构是一组穴孔的逆,其中所述穴孔形成与微复制工具产生的微复制特征的顶部对应的平底区域,其中模芯特征结构包含模芯特征结构末端的锥形突起;
在模型上电铸材料,形成微复制工具;
从电铸材料中取下模型;
除去部分电铸材料,使锥形突起围成的空气孔道露出来,其中空气孔道形成小于平底区域的宽度,并且其中平底区域的宽度在15至70微米之间。
13. 如权利要求12所述方法,其特征在于,模芯特征结构规定了该组穴孔中的每个穴孔宽度小于1000微米。
14. 如权利要求13所述方法,其特征在于,该组穴孔中的每个穴孔宽度小于100微米。
15. 如权利要求13所述方法,其特征在于,该组穴孔中的每个穴孔深度大于1000微米。
16. 如权利要求15所述方法,其特征在于,所述孔穴深度至少为宽度的5倍。
17. 如权利要求12所述方法,其特征在于,它还包括除去部分电铸材料,使孔道暴露出来的尺寸小于20微米。
18. 如权利要求17所述方法,其特征在于,它还包括除去部分电铸材料,使孔道暴露出来的尺寸小于10微米。
19. 如权利要求18所述方法,其特征在于,它还包括除去部分电铸材料,使孔道暴露出来的尺寸小于1微米。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US10/160,744 | 2002-05-31 | ||
| US10/160,744 US6824378B2 (en) | 2002-05-31 | 2002-05-31 | Microreplication tool with gas release features |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1671530A CN1671530A (zh) | 2005-09-21 |
| CN100415475C true CN100415475C (zh) | 2008-09-03 |
Family
ID=29583251
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB038175266A Expired - Fee Related CN100415475C (zh) | 2002-05-31 | 2003-05-01 | 具有放气特征的微复制工具 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6824378B2 (zh) |
| EP (1) | EP1511609A1 (zh) |
| JP (1) | JP4567444B2 (zh) |
| KR (1) | KR100955970B1 (zh) |
| CN (1) | CN100415475C (zh) |
| AU (1) | AU2003234308A1 (zh) |
| BR (1) | BR0311424A (zh) |
| WO (1) | WO2003101698A1 (zh) |
Families Citing this family (27)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP4599086B2 (ja) * | 2004-04-23 | 2010-12-15 | 株式会社リコー | 成形用金型 |
| FR2869601B1 (fr) * | 2004-04-28 | 2006-06-09 | Commissariat Energie Atomique | Moule pour la nano-impression, procede de fabrication d'un tel moule et utilisation d'un tel moule |
| CA2605519A1 (en) * | 2005-04-22 | 2006-11-02 | 3M Innovative Properties Company | Masking article and method of masking a substrate to be coated |
| US7651863B2 (en) * | 2005-07-14 | 2010-01-26 | 3M Innovative Properties Company | Surface-enhanced spectroscopic method, flexible structured substrate, and method of making the same |
| US20070014997A1 (en) * | 2005-07-14 | 2007-01-18 | 3M Innovative Properties Company | Tool and method of making and using the same |
| US7906057B2 (en) * | 2005-07-14 | 2011-03-15 | 3M Innovative Properties Company | Nanostructured article and method of making the same |
| JP4872052B2 (ja) * | 2006-04-12 | 2012-02-08 | 独立行政法人産業技術総合研究所 | 微細金型コア部材 |
| US9134471B2 (en) | 2006-06-28 | 2015-09-15 | 3M Innovative Properties Company | Oriented polymeric articles and method |
| FR2918677A1 (fr) * | 2007-07-13 | 2009-01-16 | Aplix Sa | Installation de fabrication de nappes a tiges pouvant etre obtenue par cette installation |
| SG185929A1 (en) | 2007-11-21 | 2012-12-28 | Molecular Imprints Inc | Porous template and imprinting stack for nano-imprint lithography |
| US20100104852A1 (en) * | 2008-10-23 | 2010-04-29 | Molecular Imprints, Inc. | Fabrication of High-Throughput Nano-Imprint Lithography Templates |
| US20100109201A1 (en) * | 2008-10-31 | 2010-05-06 | Molecular Imprints, Inc. | Nano-Imprint Lithography Template with Ordered Pore Structure |
| WO2010063504A2 (en) * | 2008-12-04 | 2010-06-10 | Asml Netherlands B.V. | Imprint lithography apparatus and method |
| US20110148008A1 (en) * | 2009-12-23 | 2011-06-23 | National Cheng Kung University | Micro-nano imprint mould and imprinting process |
| JP6373007B2 (ja) * | 2011-02-02 | 2018-08-15 | スリーエム イノベイティブ プロパティズ カンパニー | ノズル及びノズルを作製する方法 |
| US8875356B2 (en) | 2011-10-06 | 2014-11-04 | Intercontinental Great Brands Llc | Mechanical and adhesive based reclosable fasteners |
| EP2935861A1 (en) * | 2012-12-21 | 2015-10-28 | 3M Innovative Properties Company | Method of making a nozzle including injection molding |
| EP3021931B1 (en) | 2013-07-16 | 2021-09-01 | Kindeva Drug Delivery L.P. | Hollow microneedle array article |
| JP6430501B2 (ja) | 2013-07-16 | 2018-11-28 | スリーエム イノベイティブ プロパティズ カンパニー | 斜角開口部を有する中空マイクロニードル |
| WO2015009531A1 (en) | 2013-07-16 | 2015-01-22 | 3M Innovative Properties Company | Article comprising a microneedle |
| WO2015009524A1 (en) | 2013-07-16 | 2015-01-22 | 3M Innovative Properties Company | Hollow microneedle with beveled tip |
| EP3077124B1 (en) * | 2013-12-05 | 2020-12-23 | 3M Innovative Properties Company | Container for a spraying device |
| KR102478756B1 (ko) * | 2015-04-15 | 2022-12-19 | 애버리 데니슨 코포레이션 | 구조화된 표면을 제조하기 위한 벤티드 툴링 벨트 |
| US20180354161A1 (en) * | 2015-06-10 | 2018-12-13 | Sabic Global Technologies B.V. | Plastics surfaces having surface structures and methods of making the same |
| JP6734652B2 (ja) * | 2016-01-15 | 2020-08-05 | 株式会社ブリヂストン | ゴム物品用モールドの製造方法 |
| DE202016101299U1 (de) * | 2016-03-09 | 2017-06-12 | Kuka Systems Gmbh | Matrize |
| CN106378906B (zh) * | 2016-11-08 | 2018-06-22 | 浙江大学宁波理工学院 | 注塑模具 |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3399425A (en) * | 1966-08-23 | 1968-09-03 | Jerome H. Lemelson | Apparatus for surface forming materials |
| US5845375A (en) * | 1990-09-21 | 1998-12-08 | Minnesota Mining And Manufacturing Company | Mushroom-type hook strip for a mechanical fastener |
| CN1323174A (zh) * | 1998-10-01 | 2001-11-21 | 美国3M公司 | 可相互啮合的制品 |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US86660A (en) * | 1869-02-09 | Improvement in lamp-chimneys | ||
| US3822857A (en) * | 1971-02-16 | 1974-07-09 | Toyo Tire & Rubber Co | Synthetic resin plug for vent hole of mould |
| US4208368A (en) * | 1978-07-18 | 1980-06-17 | Gebruder Buhler Ag | Method and apparatus for injection molding foamed plastic articles using a pre-pressurized mold having fixed core members with controlled venting |
| JPS5847538A (ja) | 1981-09-14 | 1983-03-19 | Alps Electric Co Ltd | 金型 |
| JPS6220811U (zh) * | 1985-07-24 | 1987-02-07 | ||
| GB8703972D0 (en) * | 1987-02-20 | 1987-03-25 | Bicc Plc | Electrical adaptor |
| CA1328240C (en) * | 1987-07-13 | 1994-04-05 | Yuichi Tazaki | Method of manufacturing a porous electroformed object |
| US5077870A (en) * | 1990-09-21 | 1992-01-07 | Minnesota Mining And Manufacturing Company | Mushroom-type hook strip for a mechanical fastener |
| JP2990638B2 (ja) * | 1993-09-09 | 1999-12-13 | ブリヂストンスポーツ株式会社 | ゴルフボール用金型及びゴルフボール |
| JP2914233B2 (ja) * | 1995-07-17 | 1999-06-28 | ブリヂストンスポーツ株式会社 | ゴルフボール及びゴルフボール成形用金型 |
| JPH09121908A (ja) | 1995-11-06 | 1997-05-13 | Ykk Corp | 成形面ファスナーとその製造方法及び装置 |
| JP3100337B2 (ja) * | 1996-01-09 | 2000-10-16 | 江南特殊産業株式会社 | 多孔質電鋳殻及びその製造方法 |
| US6908295B2 (en) * | 2000-06-16 | 2005-06-21 | Avery Dennison Corporation | Process and apparatus for embossing precise microstructures and embossing tool for making same |
| DE10034507C1 (de) * | 2000-07-15 | 2002-02-21 | Schott Glas | Verfahren zum Erzeugen von Mikrostrukturen auf Glas- oder Kunststoffsubstraten nach der Heißformtechnologie und zugehöriges Formgebungswerkzeug |
| US6682332B2 (en) | 2001-08-14 | 2004-01-27 | Alcoa Inc. | Dual isolated mode controller for injection molding machine |
-
2002
- 2002-05-31 US US10/160,744 patent/US6824378B2/en not_active Expired - Fee Related
-
2003
- 2003-05-01 JP JP2004509028A patent/JP4567444B2/ja not_active Expired - Fee Related
- 2003-05-01 KR KR1020047019315A patent/KR100955970B1/ko not_active IP Right Cessation
- 2003-05-01 BR BR0311424-4A patent/BR0311424A/pt not_active IP Right Cessation
- 2003-05-01 WO PCT/US2003/013461 patent/WO2003101698A1/en active Application Filing
- 2003-05-01 EP EP03728622A patent/EP1511609A1/en not_active Withdrawn
- 2003-05-01 CN CNB038175266A patent/CN100415475C/zh not_active Expired - Fee Related
- 2003-05-01 AU AU2003234308A patent/AU2003234308A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3399425A (en) * | 1966-08-23 | 1968-09-03 | Jerome H. Lemelson | Apparatus for surface forming materials |
| US5845375A (en) * | 1990-09-21 | 1998-12-08 | Minnesota Mining And Manufacturing Company | Mushroom-type hook strip for a mechanical fastener |
| CN1323174A (zh) * | 1998-10-01 | 2001-11-21 | 美国3M公司 | 可相互啮合的制品 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2003101698A1 (en) | 2003-12-11 |
| BR0311424A (pt) | 2005-03-15 |
| JP4567444B2 (ja) | 2010-10-20 |
| KR20050016469A (ko) | 2005-02-21 |
| US6824378B2 (en) | 2004-11-30 |
| CN1671530A (zh) | 2005-09-21 |
| KR100955970B1 (ko) | 2010-05-04 |
| AU2003234308A1 (en) | 2003-12-19 |
| EP1511609A1 (en) | 2005-03-09 |
| US20030224144A1 (en) | 2003-12-04 |
| JP2005528255A (ja) | 2005-09-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100415475C (zh) | 具有放气特征的微复制工具 | |
| US3723584A (en) | Method of making an electroformed mold having heat transfer conduits and foam polyurethane foundation | |
| WO2005038862A3 (en) | Process and apparatus for fabricating precise microstructures and polymeric molds for making same | |
| WO2005097449A3 (en) | Flexible mold and methods | |
| CN102712110B (zh) | 制造用于形成应用于家用电器外部的微图案膜的主模的方法,以及使用主模的膜的制造设备和方法 | |
| US20100294654A1 (en) | Micro-metal-mold with patterns of grooves, protrusions and through-openings, processes for fabricating the mold, and micro-metal-sheet product made from the mold | |
| WO2016190076A1 (ja) | エンボスロールの製造方法及びエンボスロール | |
| EP0939399A3 (en) | Optical recording medium, and method of manufacturing same | |
| US9074293B2 (en) | Porous electroformed shell for patterning and manufacturing method thereof | |
| KR100959907B1 (ko) | 표면이 미세 음각된 입체 박판금속 성형물의 제조방법 | |
| US20060043645A1 (en) | Vented mold and method | |
| ATE71862T1 (de) | Heteroporoeses formwerkzeug zur herstellung von gussformen aus formsand und verfahren zu dessen herstellung. | |
| KR20100095040A (ko) | 패턴 형성용 다공성 전주 쉘의 제조방법 | |
| EP2405033B1 (en) | Porous electroformed shell for patterning and manufacturing method thereof | |
| JP4847167B2 (ja) | タイヤ用モールドの製造方法 | |
| DE60031386T2 (de) | Schnelles herstellungsverfahren eines prototyps mit strukturierter oberfläche | |
| WO2024038479A1 (ja) | 成型金型、成型金型の製造方法、及び、成型品の製造方法 | |
| JP2004307688A (ja) | 石鹸の成形型 | |
| KR101041498B1 (ko) | 압축성형방법 | |
| JP2004307689A (ja) | 石鹸の成形型 | |
| WO2004090087A1 (ja) | 石鹸の成形型 | |
| JPH06190816A (ja) | 彫刻物成形型の製造方法及び彫刻物成形型 | |
| US20100102478A1 (en) | Method of fabricating bath-models for nickel shells | |
| JPS59127715A (ja) | 凸部形成用ロールの製造方法 | |
| JPH02225687A (ja) | 通気性ポーラス電鋳金型の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20080903 Termination date: 20140501 |