CN100542408C - 层压薄膜、包括该薄膜的产品及该薄膜的制造方法 - Google Patents
层压薄膜、包括该薄膜的产品及该薄膜的制造方法 Download PDFInfo
- Publication number
- CN100542408C CN100542408C CNB200380103151XA CN200380103151A CN100542408C CN 100542408 C CN100542408 C CN 100542408C CN B200380103151X A CNB200380103151X A CN B200380103151XA CN 200380103151 A CN200380103151 A CN 200380103151A CN 100542408 C CN100542408 C CN 100542408C
- Authority
- CN
- China
- Prior art keywords
- film
- food
- internal layer
- ester
- imbibition
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Classifications
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C13/00—Sausage casings
- A22C13/0013—Chemical composition of synthetic sausage casings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/09—Carboxylic acids; Metal salts thereof; Anhydrides thereof
- C08K5/098—Metal salts of carboxylic acids
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/04—Oxygen-containing compounds
- C08K5/10—Esters; Ether-esters
- C08K5/101—Esters; Ether-esters of monocarboxylic acids
- C08K5/103—Esters; Ether-esters of monocarboxylic acids with polyalcohols
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C13/00—Sausage casings
- A22C2013/002—Sausage casings made by extrusion
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C13/00—Sausage casings
- A22C2013/0046—Sausage casings suitable for impregnation with flavouring substances, e.g. caramel, liquid smoke, spices
-
- A—HUMAN NECESSITIES
- A22—BUTCHERING; MEAT TREATMENT; PROCESSING POULTRY OR FISH
- A22C—PROCESSING MEAT, POULTRY, OR FISH
- A22C13/00—Sausage casings
- A22C2013/0053—Sausage casings multilayer casings
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J2323/00—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers
- C08J2323/02—Characterised by the use of homopolymers or copolymers of unsaturated aliphatic hydrocarbons having only one carbon-to-carbon double bond; Derivatives of such polymers not modified by chemical after treatment
- C08J2323/04—Homopolymers or copolymers of ethene
- C08J2323/08—Copolymers of ethene
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1089—Methods of surface bonding and/or assembly therefor of discrete laminae to single face of additional lamina
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T156/00—Adhesive bonding and miscellaneous chemical manufacture
- Y10T156/10—Methods of surface bonding and/or assembly therefor
- Y10T156/1089—Methods of surface bonding and/or assembly therefor of discrete laminae to single face of additional lamina
- Y10T156/1092—All laminae planar and face to face
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1324—Flexible food casing [e.g., sausage type, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1334—Nonself-supporting tubular film or bag [e.g., pouch, envelope, packet, etc.]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1334—Nonself-supporting tubular film or bag [e.g., pouch, envelope, packet, etc.]
- Y10T428/1341—Contains vapor or gas barrier, polymer derived from vinyl chloride or vinylidene chloride, or polymer containing a vinyl alcohol unit
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/1379—Contains vapor or gas barrier, polymer derived from vinyl chloride or vinylidene chloride, or polymer containing a vinyl alcohol unit
Abstract
本发明提供一种包括吸液内层和非渗透性阻隔外层的层压薄膜。本发明还提供了这种层压薄膜的制造方法。这种薄膜适于制备管型肠衣和收缩袋,特别是熏制食品的肠衣。本发明还公开了处理食品的方法、用管型肠衣处理的食品以及包括该层压薄膜的食品包装。
Description
本发明要求2002年11月12日提交的美国临时申请号60/425,604的优先权。
技术领域
本发明提供一种包括吸液内层和非渗透性阻隔外层的层压薄膜。本发明还提供了这种层压薄膜的制造方法。这种薄膜适于制备管型肠衣和收缩袋,特别是熏制食品的肠衣。本发明还公开了处理食品的方法、用管型肠衣处理的食品以及包括该层压薄膜的食品包装。
背景技术
通常,食品肠衣是用诸如纤维素和动物的肠等天然材料或合成材料制成。食品通常是包装在肠衣里。当需要熏制产品时,封装的食品还要进行熏制加工。在常规的熏制过程中,该产品被悬挂在一个室内,在其中该产品暴露于由木材燃烧产生的热烟。这种方法的缺点是它只能使用天然肠衣,例如肠类,或者纤维素或胶原肠衣,它们都显示出对烟的天然渗透性。
在制备和储存熏制产品中的一个关键之处是肠衣必须在过程的不同阶段显示不同的渗透性。在熏制过程中,需要在高温(通常是50和100℃之间)和高湿度下的高渗透性。通常,高渗透性纤维素肠衣和人造肠衣(其为用木材纤维增强的纤维素肠衣)具有超过1000克·25微米/平方米·24小时的湿气渗透率。一旦该产品被熏制和冷却,则优选该肠衣起到对湿气的屏障作用:因此渗透性应当优选较低,也就是说在温度低于50℃,特别是低于30℃时,渗透性低于1000克·25微米/平方米·24小时。根据特定应用,在温度低于30℃时,所需渗透性可基本上低于1000克·25微米/平方米·24小时。
由天然产物和/或纤维素制备的肠衣存在很多缺点:它们昂贵;它们对蒸汽的高渗透性引起食品较大的重量损失;由于干燥和/或表面脂肪氧化产品可能不稳定。另外,肠衣上经常出现由天然肠衣的微生物破坏产生的发灰。纤维素和纤维素肠衣的制造过程会向空气中排放二氧化碳和硫化氢,这可能成为环境问题,或需要昂贵的气体净化系统以减小排放。
已经尝试不同的方法来克服这些问题。例如,现有技术中已知的用于包装香肠的单或多层塑料肠衣。最近,在PCT专利申请出版物WO02/054878中已经公开了通过掺入吸收性聚合物使聚酰胺肠衣更可烟熏的研究。
常规的烟熏法在吸收冒烟香味素和与熏烟室中产生的烟雾量相关的颜料上还可能效率较低。为了克服常规烟熏法的缺点,烟雾可通过水以制备香味素的浓缩液并从烟雾中吸收颜料,并且这种溶液可用作食品加工材料。这种“熏液”可在腌制过程中用于食品对食品进行调味和着色。一般熏液通过喷淋、喷雾或喷射施加到食品的表面。然而,除非在烹制过程中熏液与食品的表面保持良好的接触,使用熏液仍然效率较低-损失的熏液比施加的更多。并且熏液往往引起腐蚀,并且如果不是适当施加,熏液引起颜料和调味剂的不一致。
使用熏液的商业应用包括在聚乙烯和聚酰胺的肠衣多层薄膜上层压特定的纸制品,然后将该薄膜和接缝上的特定密封片一起转化成管型肠衣。然后熏液被施加到纸层用于在烹制过程传递到食品。
美国专利5,382,391公开了含有调节剂,例如熏液的热塑性薄膜,其可以在烹制期间传递到肉的外表面。热塑性薄膜的内层是不吸水的聚烯烃聚合物,例如乙烯-乙酸乙烯酯共聚物,或与15-40wt%的聚环氧乙烷混合的聚乙烯。
美国专利5,382,391公开了一种可食用胶原蛋白食品肠衣,其中含有封装在可吸收脂质或其它油溶脂肪酸或蜡内的熏液,其中熏液在腌制或烹制期间并在胶原蛋白肠衣的食品消费之前释放。
然而,常规方法中没有一种是没有问题的。对于使用熏液的熏制方法,希望得到能够有效使用和有效储存的人造肠衣。
发明概述
本发明的一个方面是一种多层薄膜,其包括:(i)用于在烹制期间均匀地为肉提供风味和颜色的吸液内层,和(ii)非渗透性阻隔外层,其中:
(A)内层包括选自如下的聚合物:嵌段共聚醚酯聚合物或嵌段共聚醚酰胺聚合物;和
(B)非渗透性阻隔外层为单层薄膜层、层压材料或多层薄膜,包括:(a)至少一个包括选自下组聚合物的聚合物层:聚酰胺或其混合物、乙烯-乙烯醇共聚物;聚偏氯乙烯;聚烯烃;或任何这些的混合物;和(b)任选至少一个粘结层。
本发明另一方面为包括层压薄膜的管式肠衣或包装袋,该层压薄膜包括:(i)用于在烹制期间均匀地为肉提供风味和颜色的吸液内层,和(ii)非渗透性阻隔外层,其中:
(A)内层包括选自如下的聚合物:嵌段共聚醚酯聚合物或嵌段共聚醚酰胺聚合物;和
(B)非渗透性阻隔外层为单层薄膜层、层压材料或多层薄膜,包括:(a)至少一个包括选自下组聚合物的聚合物层:聚酰胺或其混合物、乙烯-乙烯醇共聚物;聚偏氯乙烯;聚烯烃;或任何这些的混合物;和(b)任选至少一个粘结层。
本发明另一方面为用于制备本发明层压薄膜的方法,其包括以下步骤:在一个步骤将非渗透性层和吸液层共挤塑成管状层压薄膜。
在另一方面,本发明为用于制造本发明薄膜的方法,其通过(1)吹制法或(2)流延共挤塑法或(3)共挤塑涂层方法制造本发明薄膜。
本发明另一方面为制造取向管型薄膜的方法,其包括如下步骤:1)共挤塑一种包括吸液内层的多层挤出物;2)通过环形模口处理步骤1)中的挤出物,以形成冷却到其熔点之下的初始管;和3)通过(a)加热该管然后(b)同时膨胀加热的管,并分别在横向方向和加工方向运行差速轧辊使管取向。
在另一方面,本发明为使用本发明薄膜制备的食品。
在另一方面,本发明为制备本发明取向膜的方法。
在又一方面,本发明为一种食品包装,其中所述包装从食品中吸收水分,同时保持包装内的水分。
发明详述
除非另有说明,发明详述中的所有参考文献引入此处作为参考。
“共聚物”在此包括用两种或多种不同单体形成的聚合物。术语“二聚物”和“三聚物”分别指仅仅含有两种或三种不同单体的聚合物。术语“各种单体的共聚物”指的是其单元来自各种单体的共聚物。
在一个实施方案中,本发明为包括吸收内层和隔离外层的层压薄膜。此处使用的内层可以是除隔离外层之外的任何其它层。例如内层可以是与肠衣内食品直接接触的最内层,或可以是位于最内层和隔离外层之间的任何层。隔离外层为距离食品最远的薄膜层。
适于本发明吸收层的聚合物特征在于其是亲水和吸水的。吸收内层包括选自下组的聚合物:嵌段共聚醚酯聚合物和嵌段共聚醚酰胺聚合物。
此处使用的共聚醚酯(PEPE)为热塑性聚合物。根据标准方法ISO11443测定,适用于本发明的PEPE具有约20帕斯卡·秒(Pa·s)-约3000Pa·s的粘度。根据标准方法ISO 11443测定,该粘度优选约20-约2000Pa·s,更优选约40-约1000Pa·s,并且最优选约50-约700Pa·s。
共聚醚酯的熔点优选高于约120℃,更优选约120℃-约220℃以上。根据标准方法ISO 3146通过差示扫描量热法(DSC)确定熔点。
此处使用的共聚醚酯公开在US 4,725,481中,其内容引用于此作为参考。共聚醚酯优选具有通过头尾连接的酯键随机连接的多个重复长链酯单元和短链酯单元。重复的长链酯单元可通过式(I)表示:
并且所述重复的短链酯单元可通过式(II)表示:

其中:
“ ”表示共聚醚酯聚合物的其它未指定部分;
”表示共聚醚酯聚合物的其它未指定部分;
G为从分子量为约400-约3500,优选约1000-约2500的聚(环氧烷)二醇除去末端羟基后得到的二价残基;
短链酯单元(II)为由二醇和二羧酸的酯化反应得到的反应产物;
D为从分子量小于约250的二醇中除去羟基后得到的二价残基;
并且R为从分子量小于约300的二羧酸中除去两个羧基后得到的二价残基;
条件是,如果酯单元不是末端酯单元,其可以在两端连接到长链酯单元,或在两端连接到短链酯单元,或一端连接在长链酯单元而另一端连接在短链酯单元,并且更进一步的条件是,如果酯单元是末端酯单元,式I或式II中一个未指定部分为除长链酯单元或短链酯单元之外的取代基。此处使用的术语“末端”,正如其在酯单元中使用的那样具有聚合物领域中的常用意义,也就是说指的是位于聚合物链末端的酯单元。
根据ASTM D6701-01测定,本发明的PEPE具有至少约1200,优选约1200-20000克·25微米/平方米·24小时的湿气渗透率。
用于制备本发明共聚醚酯的聚(环氧烷)二醇优选包括聚(环氧丙烷)二醇和/或聚(环氧乙烷)二醇。最优选环氧乙烷基并入本发明的共聚醚酯。用于制备本发明共聚醚酯的长链二醇(也就是说分子量大于400的二醇)优选包括足够的环氧乙烷,以使基于共聚醚酯的总重量,共聚醚酯中引入约5wt%-约68wt%的环氧乙烷单元,优选约15wt%-约68wt%,更优选20wt%-约55wt%的环氧乙烷单元。引入到共聚醚酯中的环氧乙烷基表示长链酯单元中(-CH2-CH2-O-)在共聚醚酯中的质量百分数。在确定共聚醚酯中的环氧乙烷基团的数量时算入的环氧乙烷基团是从聚(环氧乙烷)二醇衍生的而不是通过低分子量二醇引入共聚醚酯的环氧乙烷基团。
合适的长链二醇包括聚(环氧乙烷)二醇、环氧乙烷封端的聚(环氧丙烷)二醇、聚(环氧乙烷)二醇与其它二醇,例如环氧乙烷封端的聚(环氧丙烷)二醇和/或聚(四氢呋喃)二醇的混合物,条件是,所形成的共聚醚酯中环氧乙烷基团的数量至少为约5重量%。由具有约600-约2500的分子量的聚(环氧乙烷)二醇制备的PEPE是优选的。由环氧乙烷封端的具有约2150的分子量的聚(环氧丙烷)二醇制备的PEPE是尤其优选的。
用于本发明目的的合适的低分子量二醇包括无环、脂环和芳族二醇。优选的是具有2-15个碳原子的二醇,例如乙二醇、丙二醇、异丁二醇、丁二醇、1,4-戊二醇、2,2-二甲基丙二醇、癸二醇、二羟基环己烷、环己烷二甲醇、间苯二酚、氢醌、1,5-二羟基萘,以及相似的二醇。尤其优选的是具有2-8个碳原子的脂族二醇,更优选尤其是1,4-丁二醇。能够使用的双酚类包括双(对羟基)联苯、双(对羟基苯基)甲烷和双(对羟基苯基)丙烷。还可以使用二醇的等效成酯衍生物。例如在本发明中,还可以使用环氧乙烷或碳酸亚乙酯代替乙二醇。本发明中有用的低分子量二醇包括等效成酯衍生物,然而条件是,分子量的要求是针对二醇,而不是针对其衍生物。
用于制备本发明共聚醚酯的二羧酸为脂族、脂环族或芳族二羧酸,及其功能等价物。等价物包括酯类和成酯衍生物,例如酰基卤和酸酐。分子量的要求针对酸,而不是针对其等价物酯或成酯衍生物。
此处使用的术语“脂族二羧酸”是指有两个各自连接到饱和碳原子上的羧基的羧酸。如果与羧基连接的碳原子是饱和的并处于环中,则该酸是脂环族酸。有共轭不饱和度的脂族或脂环族酸常因均聚作用而不能使用。然而,一些不饱和酸,如马来酸,可以使用。
此处使用的术语芳族二羧酸为具有两个与芳族碳环结构中的碳原子连接的羧基的二羧酸。两个官能羧基不一定连接到同一芳环上,而且在存在多个环的场合,它们可以通过脂族或芳族二价基团或如-O-或-SO2-的二价基团连接。
可以使用的代表性的脂族或脂环族酸包括:癸二酸、1,3-环己烷二羧酸、1,4-环己烷二羧酸、己二酸、戊二酸、4-环己烷-1,2-二羧酸、2-乙基辛二酸、环戊烷二羧酸、十氢-1,5-萘二羧酸、4,4′-双环己基烷二羧酸、十氢-2,6-萘二羧酸、4,4′-亚甲基双(环己基)羧酸和3,4-呋喃二羧酸。优选的酸是环己烷二羧酸和己二酸。
代表性的芳族二羧酸包括:邻苯二甲酸、对苯二甲酸、间苯二甲酸、联苯甲酸、具有两个苯核的取代二羧基化合物,例如双(对羧基苯基)甲烷、对氧基-1,5-萘二羧酸、2,6-萘二羧酸、2,7-萘二羧酸、4,4-磺酰二苯甲酸,及其C1-C12烷基和环取代衍生物,例如卤素、烷氧基和芳基衍生物。还可以使用羟基酸,例如对-(β-羟乙氧基)苯甲酸,只要也存在一个芳族二羧酸。
芳族二羧酸是用于制备可用于本发明共聚醚酯聚合物的优选的一类化合物。在芳族二羧酸中,优选的是具有8-16个碳原子的芳族二羧酸,尤其是单独的或与邻苯二甲酸和/或间苯二甲酸混和的对苯二甲酸。
共聚醚酯含有约25wt%-80wt%的对应于上述式(II)的短链酯单元,其余为对应于上述式(I)的长链酯单元。当共聚醚酯含有少于约25wt%的短链酯单元时,结晶速率变得非常慢,而且共聚醚酯发粘并难于处理。当存在多于约80wt%的短链酯单元时,共聚醚酯通常变得太硬。共聚醚酯优选含有约30wt-约60wt%,更优选约40wt%-约60wt%的短链酯单元,其余为长链酯单元。通常,当共聚醚酯中短链酯单元的百分比增加时,聚合物具有更高的抗张强度和模量,并且湿气渗透率降低。更优选,上述式(I)和式(II)中R表示的基团中至少约70%为1,4-亚苯基,并且上述式(II)中D表示的基团中至少约70%为1,4-亚丁基,并且不是1,4-亚苯基的R基团和不是1,4-亚丁基的D基团的百分比总和不会超过30%。如果使用了第二种二羧酸制备共聚醚酯,优选间苯二甲酸;如果使用第二种低分子量二醇,优选1,4-丁二醇或己二醇。
当然,不同共聚醚酯聚合物的混合物也包扩在本发明中。
也可以任选加入其它少量组分,以优化反应过程或所得共聚醚酯的性能。
嵌段共聚醚酯及其制备方法在Encyclopedia of Polymer Scienceand Engineering,卷12,第76-177页(1985)及其中的参考文献中有说明。
适用于本发明的嵌段共聚醚酯是由许多公司以各种商标销售的产品,例如杜邦公司的 Ticona的
Ticona的 和DSM的
和DSM的
本发明薄膜中的吸液层还可以包括嵌段共聚醚酰胺。这种共聚醚酰胺通常包括结晶聚酰胺和非结晶聚醚嵌段。通常的聚酰胺可以为尼龙6和尼龙12,然而本发明不限于由这些聚酰胺制备的共聚醚酰胺。可使用购自Atofina商标为 聚醚酰胺。
聚醚酰胺。
非渗透性外层
本发明薄膜的第二基本组成部分为非渗透性外层。本发明的非渗透性层可以为单层薄膜层、层压材料或多层薄膜,其至少包括一层包括如下聚合物的薄膜:聚酰胺;乙烯-乙烯醇共聚物;聚偏氯乙烯和聚烯烃。非渗透性阻隔外层还任选包括一个粘合层,其用作层压外层中两个不相容层之间的粘结层。粘合层(粘结层)可包括酸酐改性的乙烯均聚物和/或酸酐改性的乙烯共聚物。
非渗透性阻隔结构可包括几层聚合物,以提供对水和氧气的有效隔离,并提供适于加工和/或包装食品的整体机械性能,例如透明度、韧性和抗穿刺性。对于熏制和/或烹制过程,收缩性能是重要的。适用于本发明的多层阻隔结构的例子,从最外层到最内层包括:聚乙烯/粘结层/聚酰胺、聚乙烯/粘结层/聚酰胺/粘结层/聚乙烯、聚丙烯/粘结层/聚酰胺/EVOH/聚酰胺、聚酰胺/粘结层/聚乙烯、聚酰胺/粘结层/聚乙烯/粘结层/聚酰胺、聚酰胺/粘结层/聚酰胺/EVOH/聚酰胺。根据非渗透性结构的最内层的特点,可以在非渗透性结构和吸收层之间插入额外的一层内部粘结层,以提供对吸收层预期水平的粘结。
适于此处使用的聚酰胺包括脂族聚酰胺、无定形聚酰胺,或其混合物。此处使用的术语“脂族聚酰胺”指的是脂族聚酰胺、脂族共聚酰胺,及其共混物或混合物。本发明优选的脂族聚酰胺为尼龙6、尼龙6.66,其共混物或混合物。尼龙6.66为购自BASF的“Ultramid C4”和“Ultramid C35”,或购自Ube Industries有限公司的“Ube5033FXD27”。例如,尼龙6为购自E.I.du Pont de Nemours的聚酰胺4.12。
在本发明的一个优选实施方案中,根据ISO 307在0.5%下在96%的硫酸中测量,脂族聚酰胺具有约140-约270立方厘米/克(cm3/g)的粘度。
薄膜还可以包括其它聚酰胺,例如美国专利US 5,408,000;4,174,358;3,393,210;2,512,606;2,312,966和2,241,322中公开的那些,其内容引用于此作为参考。薄膜中还可包括部分芳族聚酰胺。部分芳族聚酰胺为下式所示的无定形共聚酰胺6-I/6-T。

例如,用于本发明的一些合适的部分芳族共聚酰胺为无定形尼龙树脂6-I/6-T,购自E.I.du Pont de Nemours and Compony的 PA,或购自EMS-Chemie AG的
PA,或购自EMS-Chemie AG的 G 21。
G 21。
用于本发明合适的聚烯烃选自聚丙烯、聚乙烯聚合物和共聚物。可用于此处的聚乙烯可通过多种方法制备,包括公知的齐格勒-纳塔催化剂聚合(例如参见美国专利US 4,076,698和US 3,645,992)、茂金属催化剂聚合(例如参见美国专利US 5,198,401和US 5,405,922)和自由基聚合。此处使用的聚乙烯聚合物可包括诸如高密度聚乙烯(HDPE)、线性低密度聚乙烯(LLDPE)、极低或超低密度聚乙烯(VLDPE或ULDPE)的线型聚乙烯,和诸如低密度聚乙烯(LDPE)的支化聚乙烯。适于本发明使用的聚乙烯的密度为0.865g/cc-0.970g/cc。此处使用的线型聚乙烯可引入诸如丁烯、己烯或辛烯的α-烯烃共聚单体,以使其密度降低到此处所述的密度范围之内。本发明的非渗透性层可包括乙烯共聚物,例如乙烯乙烯酯、乙烯烷基丙烯酸酯、乙烯酸二聚物、乙烯酸三聚物及其离聚物。这些乙烯共聚物的实例为乙烯-乙酸乙烯共聚物、乙烯丙烯酸甲酯和乙烯(甲基)丙烯酸聚合物及其离聚物。本发明有用的聚丙烯聚合物包括丙烯均聚物、冲击改性的聚丙烯,和丙烯与α-烯烃的共聚物,及其混合物。
具有约20-约50摩尔%乙烯的聚乙烯/乙烯醇共聚物(“EVOH”)可用于此处。例如合适的聚乙烯/乙烯醇共聚物为购自Kuraray的 或购自Nippon Goshei的
或购自Nippon Goshei的
适于此处使用的聚氯偏乙烯(PVDC)可以是购自Dow Chemical的
当聚合物之间没有良好粘合时,酸酐或酸改性的乙烯和丙烯均聚物和共聚物用作可挤塑粘合层(又名粘结层),以改善聚合物层的粘合,由此在多层结构中改善层层之间的粘合。粘结层的组成可以根据多层结构中需要粘合的相邻层的组成确定。聚合物领域的普通技术人员可根据结构中使用的其它材料选择合适的粘结层。例如,各种粘合层组合物可以 购自E.I.du Pont de Nemours and Company。
购自E.I.du Pont de Nemours and Company。
本发明的非渗透性薄膜可任选包括其它材料,例如聚合物膜中常用的添加剂,包括:增塑剂、稳定剂、抗氧化剂、紫外线吸收剂、水解稳定剂、抗静电剂、染料或颜料、填料、阻燃剂、润滑剂、增强剂(如玻璃纤维和薄片)、加工助剂、防粘连剂、脱模剂和/或其混合物。
此处所述的聚合物可通过各种方法转化成本发明的层压薄膜。例如,层压薄膜可通过如下的共挤塑得到:将各组分的颗粒在挤压机中熔化;熔化的聚合物通过模具或一组模具形成熔化聚合物的层,然后以层流加工。熔化聚合物可以冷却以形成层状结构。本发明的共挤塑聚合物可层压到一个或多个其它层上。
其它合适的转化技术为,例如吹塑薄膜挤塑、流延薄膜挤塑、流延片材挤塑和挤压涂布。优选,本发明的非渗透性阻隔薄膜为通过吹塑薄膜挤塑方法得到的吹塑薄膜。
本发明的层压薄膜可进一步对刚刚骤冷或流延薄膜进行取向。该方法包括如下步骤:共挤塑熔化聚合物的多层层流、将挤出物骤冷、使充分骤冷的挤出物在至少一个方向上取向。此处所用的术语“充分骤冷”指的是挤出物已经基本上冷却到其熔点之下以得到固态膜材料。
该薄膜可以是单轴取向,但优选通过在薄膜的平面中两个相互垂直的方向拉伸进行双轴取向,以实现力学和物理性质的满意结合。
用于单轴或双轴拉伸膜的取向和拉伸设备是本领域已知的,本领域技术人员可以用其制造本发明的薄膜。这些设备和方法的实例包括在美国专利US 3,278,663、3,337,665、3,456,044、4,590,106、4,760,116、4,769,421、4,797,235和4,886,634中公开的那些。
在本发明的一个优选实施方案中,本发明的层压薄膜使用双泡挤压法取向,其中通过以下步骤实现双轴同时取向:将初始的管材挤压后骤冷,重新加热,然后利用内部气压吹胀以引发横向取向,并以引发纵向取向的速率通过不同速率的轧辊或传送辊抽拉。
得到取向吹塑薄膜的方法现有技术中已知的是双泡法,并可如Pahlke在美国专利US 3,456,044中所述进行。更优选的是,将初始管材由环形模口中熔化挤出。这种挤出的初始管材被快速冷却以最小化结晶。然后再将其加热到取向温度(例如,用水浴法)。在这种薄膜制造装置的取向区用吹胀法形成次级管材,于是薄膜容易在横向膨胀,并在定温下沿加工方向拉长或延伸,使得在两个方向上发生膨胀,优选同时发生;管子的膨胀伴随着在拉伸点厚度的突然和急剧减小。然后将管状薄膜用压料辊再次压平。该薄膜可以重新吹胀并经过一个退火步骤(热固化),在此期间将其再次加热以调节其收缩特性。为了制备食品包装(例如,香肠肠衣、收缩袋),希望将薄膜保持在管状形式。为了制备平面薄膜,管型薄膜可沿着其长切开并展开成平面,其可以进行轧制和/或其它加工。
在另一个实施方案中,本发明为制造取向平面薄膜的方法,其包括以下步骤:1)共挤塑或共挤出层压包括本发明吸液内层和本发明非渗透性阻隔外层的多层挤出物;2)通过平模处理步骤1)中的组合物以形成充分骤冷的初始片材,然后使用拉幅机,通过横向运行用于在横向方向取向的加宽框架和操作用于在加工方向取向的差速轧辊或传送辊,而将片材取向,两个步骤可同时或连续进行。
本发明的另一方面为制造管型薄膜的方法,其包括以下步骤:1)共挤塑包括本发明吸液内层的多层挤出物;2)通过环形模口处理步骤1)中的挤出物以形成泡膜,其通过空气或其它内部膜泡冷却方式骤冷,并随后收缩以制备管型薄膜。
本发明的又一方面为制造流延平膜的方法,其包括以下步骤:1)共挤塑或共挤出层压包括本发明吸液内层和本发明非渗透性阻隔外层的多层挤出物;2)通过平模将步骤1)中的组合物加工在冷却金属辊上以形成柔性多层薄膜。
取向平面薄膜、流延平面薄膜或切开以形成平膜的管型薄膜可通过现有技术中已知的层压方法层压到其它薄膜底层上,层压方法是例如水成层压、溶剂层压、无溶剂层压,等等。
在一个实施方案中,吸液内层和任选的粘结层可挤压涂布在预制的阻隔结构上以形成本发明的薄膜。
本发明的薄膜优选以约50米/分钟(m/min)-约200m/min的速率在薄膜制造机械上加工。
本发明的薄膜可用于包装和处理食品。通常,薄膜可制成管型肠衣,或通过吹塑薄膜方法直接制备管状形式,或通过使薄膜片材形成管状结构并固定片材的边沿形成沿着管长的接缝。为使食品易于进入管型肠衣的内部,肠衣任选可在加入食品之前成褶。术语“成褶”指的是该管型肠衣褶皱成多个与管圆周平行的行。食品经由开口端进入到任选成褶的管型肠衣内,然后管型肠衣拉紧以封装食品。食品包装领域技术人员可使用沿用已久的方法将食品加入到肠衣中。
管型肠衣可进一步吸附处理,至少一种液体食品加工香味素和/或着色剂吸收在肠衣的吸收层。香味素和/或着色剂随后在例如加热、腌制、熏制或烹制期间进入到食品中。
在优选的实施方案中,本发明的管型肠衣包括作为食品加工材料的“熏液”,其同时用作香味素和着色剂。熏液是食品加工领域技术人员公知的,并且多种熏液是已知的并可从市场上买到。包括熏液的管型肠衣优选用于加工香肠。
可使用本发明薄膜加工的食品包括牛肉、猪肉、家禽(例如家鸡和火鸡)、海产食品(例如鱼和软体动物)和奶酪。肉制品包括但不限于香肠、午餐肉、火腿、火鸡、热狗、波兰熏肠。肉制品可以是全部瘦肉、制成各种肉浆,成形或碎肉。在成形肉或碎肉的情况下,肉可以任选是多种来源的混合物。食品可以在引入到本发明的肠衣之前进行处理,然后包装在肠衣中。
在另一实施方案中,本发明的薄膜还可制成包装袋,例如真空袋、收缩袋和小袋。这种袋可通过密封管型薄膜然后横切该薄膜形成。或者,该管型薄膜可切成平膜,然后在顶部和底部横向密封形成包装袋。或者,通过管型或模型方法生成的平膜可通过折叠平膜并密封,然后沿着两个暴露长边切割形成包装袋。其它制备包装袋和小袋的方法是已知的并可用于本发明的薄膜。
在另一实施方案中,本发明的薄膜可用于包装需要从食品中吸收水分并将水分保持在包装内的食品。例如,本发明的薄膜可用于包装生肉和熟肉(例如牛肉、猪肉、家禽和海产食品),其中食品中的水分或食品上过量的腌泡汁可离开食品并汇集在下面。这种薄膜可以是小袋、包装袋、肠衣或热成型薄膜的形式。在热成型之前,本发明的薄膜还可层压在其它底层上。
下表中公开了实施例和对比实施例中吸液层的组成。实施例仅仅用于说明性目的,而不应当理解为对本发明和/或此处权利要求范围的限制。
表1

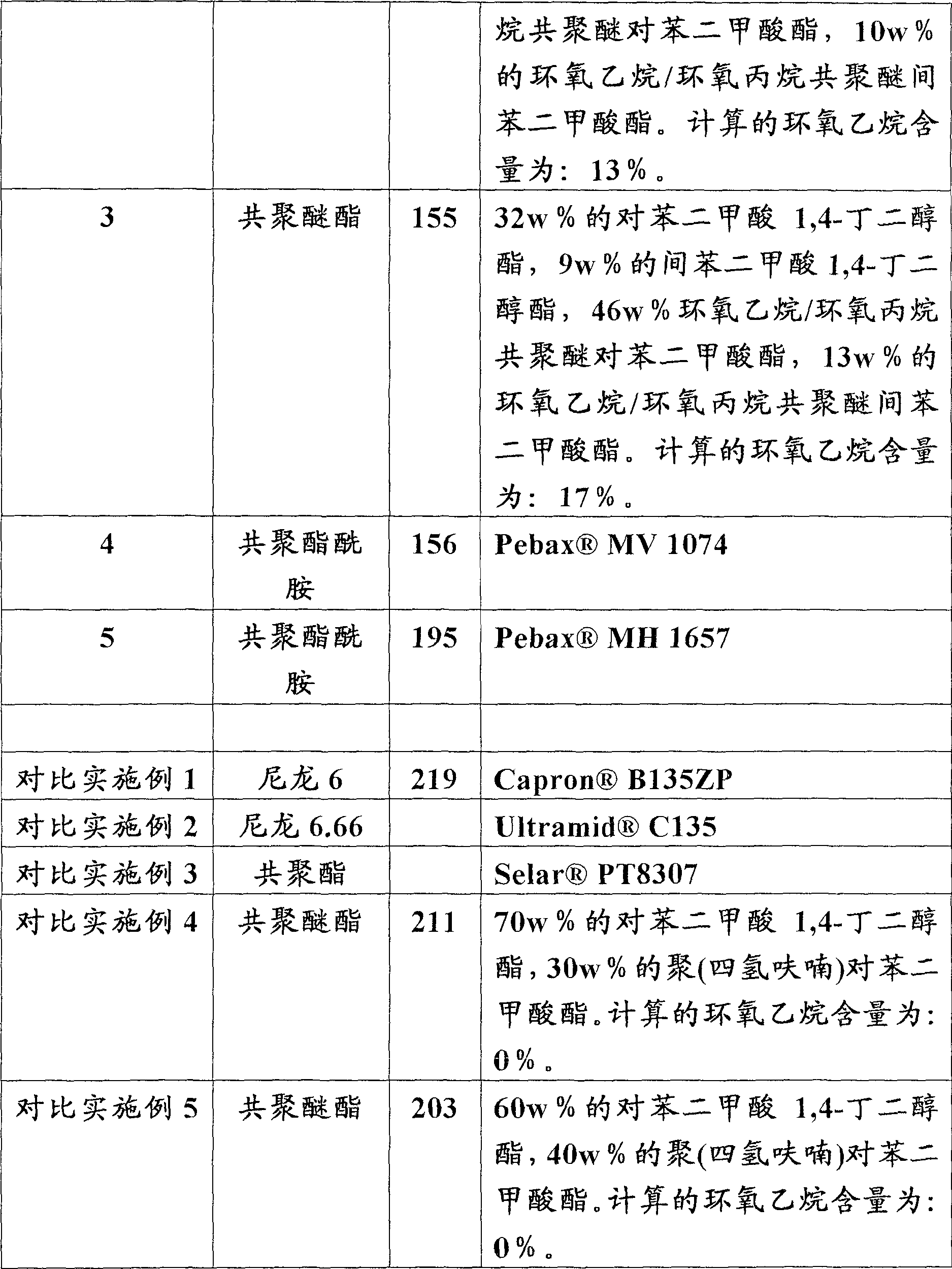
表1中的聚合物与其它无粘性的聚合物在三层吹塑薄膜生产线上共挤出,以形成三层薄膜,其中薄膜中的吸液层可以容易地除去。在所有情形下,HDPE(高密度聚乙烯)或尼龙6为与表1中的聚合物共挤出的其它层。在一些情况下,加入购自杜邦公司的 AC B用作抗粘连浓缩物,如以下情况所示。膨胀比为2:1,并且可剥离薄膜层具有25-64微米的厚度。
AC B用作抗粘连浓缩物,如以下情况所示。膨胀比为2:1,并且可剥离薄膜层具有25-64微米的厚度。
为测定24小时后的水分吸收,共挤出薄膜被切成15.24厘米×15.24厘米(6×6英寸)的正方形,然后剥离。吸收膜层在23℃和20%的相对湿度下调节24小时,然后称重,然后置于含水容器中。24小时后取出薄膜,用纸巾拍干薄膜直至薄膜表面看不到游离水分,然后立即称重。对于表2中的每个实施例,取三组样品的平均数作为吸水重量百分数。在23℃和20%相对湿度下处理至少24小时的薄膜还在38℃和100%的相对湿度下测量湿气渗透率(MVTR)。对于具有高透水性的样品,传输测试根据ASTM D6701-01在Mocon Permatran- 101K中进行。对于其它样品,传输测试根据ASTM F1249-01在MoconPermatran-
101K中进行。对于其它样品,传输测试根据ASTM F1249-01在MoconPermatran- 700中进行。
700中进行。
表2

表2中的实施例都具有较高的水分吸收和较高的湿气传输率,然而对比实施例显示较差的水分吸收和较差的湿气传输率,或具有较好的水分吸收和较差的湿气传输率。
还记录了直到24小时的作为时间函数的水分吸收。薄膜进行与表2中相同的处理。每次在水中接触后取出薄膜,用纸巾拍干薄膜直至薄膜表面看不到游离水分,然后立即称重。然后弃去这些薄膜不用,然后用不同组的薄膜测定不同接触时间的水分吸收。对于表3中的每个实施例和时间,取三组样品的平均数作为吸水重量百分数。
表3


表3说明实施例和对比实施例的水分吸收发生都很快。23℃时,在0.5小时内,实施例接近或约为水分吸收的平衡水平。
还作为时间和温度的函数记录了水分释放。在这些试验中,薄膜在23℃和20%的相对湿度下处理至少24小时,称重并记录其“干”重。然后在23℃放入水中至少24小时(有时2-3天)后取出,用纸巾拍干薄膜直至薄膜表面看不到游离水分,然后立即测量其吸水重量。称重后,薄膜立即悬挂在温度设定在90℃的辐射热烘箱中。在同一时间烘箱内最多放置3个薄膜,这样薄膜之间就不会彼此接触或与烘箱的壁面接触。薄膜分别在5、10和60分钟取出并称重。5-8个样品的平均值列于如下表4。
表4

表4中的结果表明,90℃时,吸水薄膜在5分钟内立即释放其中的水分。值得注意的是,在很多情形下薄膜的重量降低到薄膜原始“干”重以下。这是由于原始“干”重是在20%的相对湿度下测得,然而在热处理后薄膜可能处于更低的相对湿度。
下一组测试旨在测定实施例和对比实施例吸收的熏液的量。薄膜样品与先前组中所述相似。然后将6×6英寸剥离薄膜放入到装有熏液、购自Red Arrow Products的Charsol SupremeTM或购自Lea & Perrins的辣酱油并盖有螺旋冒的1升NalgeneTM高密度聚乙烯瓶中。部分薄膜已经浸泡1-5天;然而,由于吸收液体介质而引起的变色基本上经过24小时出现。表5中的薄膜浸泡48小时,然后从瓶中取出、用纸巾干燥,然后放置在白色纸板上。表5提供所得结果。
表5
| 吸收剂 | 薄膜厚度微米 | 吸收后薄膜颜色的说明 | |
| 实施例1 | 熏液 | 53 | 很深的褐色 |
| 实施例1 | 熏液 | 32 | 深褐色 |
| 实施例1 | 辣酱油 | 53 | 褐色 |
| 实施例4 | 熏液 | 43 | 很深的褐色 |
| 对比实施例2 | 熏液 | 22 | 具有琥珀黄至透明斑点的浅褐色 |
| 对比实施例3 | 熏液 | 30 | 透明,没有颜色 |
| 对比实施例4 | 熏液 | 46 | 淡棕色 |
在五层双泡生产线上生成一种清楚、透明的多层管型薄膜,其从管的外部到管的内部具有如下结构:尼龙6(28μ)/ 21E787(3μ)/PE(5μ)/
21E787(3μ)/PE(5μ)/ 21E787(5μ)/实施例1(14μ),具有55微米(μ)的总厚度。这种薄膜的切片放置在装有熏液的容器中48小时,移开并用纸巾干燥。刚除去时,多层薄膜为褐色。
21E787(5μ)/实施例1(14μ),具有55微米(μ)的总厚度。这种薄膜的切片放置在装有熏液的容器中48小时,移开并用纸巾干燥。刚除去时,多层薄膜为褐色。
含有不同实施例的多层薄膜在典型的烹制和熏制条件下测试进入肉中的熏液。在第一个测试中,制备了约210毫米×300毫米的实施例和对比实施例6肠衣材料的片材。对比实施例6为市场上可买到的熏制肠衣材料,其包括共挤塑层压在胶粘涂布纸的多层聚乙烯(15μ)/粘结层/聚酰胺(30μ)/粘结层/聚乙烯(15μ)。本发明的实施例与表6中所述不同材料(共)挤出,并且通常在25-50微米。
为了评价吸收并进入食品(例如肉)中的熏液,肠衣材料进行如下处理:
熏液通过滴管施加到测试薄膜的表面并在表面扩散。大约2分钟后,擦去材料表面上的过量熏液。对于对比实施例6,根据这种材料的规定程序,浸渍烟雾约2天。
浸渍烟雾的材料放置在烘烤盘上,使浸渍烟雾的层与火腿制品接触。测试装置通常在180℉下在典型的“烟熏”循环中处理约2-3小时。
作为烟雾从肠衣材料转移到食品的指标,火腿制品的烟色,分为等级1-5,并且1表示最小烟色,5表示最大烟色。结果如表6所示。
表6
| 肠衣材料 | 烟色等级 |
| 聚乙烯上的实施例2 | 3 |
| 纸上的实施例2 | 4;熏液没有进入纸 |
| 聚乙烯上的实施例1 | 5 |
| 对比实施例A | 5 |
在下一个测试中,含实施例作为内部吸收层的约16.5厘米平放宽(或直径10.5厘米)的多层吹塑薄膜管预吸收熏液并进行干燥。管具有尼龙6(50微米)/ 21E787(18微米)/吸收层(参见实施例7)的三层结构。管中的吸收层上人工填充有火腿成分,然后在适于特定的肉类制品的一般烹制条件下烹制。通常使用的烹制循环为:60℃(干球温度)/49℃(湿球温度)下30分钟,然后在68℃(干球温度)/57℃(湿球温度)下30分钟,然后在77℃(干球温度)/77℃(湿球温度)下2.5小时。表7表示进行烹调后肉制品除去肠衣的颜色。
21E787(18微米)/吸收层(参见实施例7)的三层结构。管中的吸收层上人工填充有火腿成分,然后在适于特定的肉类制品的一般烹制条件下烹制。通常使用的烹制循环为:60℃(干球温度)/49℃(湿球温度)下30分钟,然后在68℃(干球温度)/57℃(湿球温度)下30分钟,然后在77℃(干球温度)/77℃(湿球温度)下2.5小时。表7表示进行烹调后肉制品除去肠衣的颜色。
表7
| 吸收层厚度/微米 | 转入到制品中的烟色 | |
| 实施例1 | 38 | 极好的熏制颜色 |
| 实施例1 | 51 | 极好的熏制颜色 |
| 实施例2 | 51 | 良好的烟色 |
| 实施例3 | 51 | 良好的烟色 |
Claims (25)
1.一种层压薄膜,其包括(i)用于均匀地为肉提供风味和颜色的吸液内层,和(ii)非渗透性阻隔外层,其中:
(A)内层包括选自如下的聚合物:嵌段共聚醚酯聚合物或嵌段共聚醚酰胺聚合物;和
(B)非渗透性阻隔外层为单层薄膜层、层压材料或多层薄膜,包括:至少一个包括选自下组聚合物的聚合物层:聚酰胺或其混合物、乙烯-乙烯醇共聚物;聚偏氯乙烯;聚烯烃;或任何这些的混合物。
2.权利要求1所述的薄膜,其中非渗透性外部薄膜层还包括至少一个粘结层。
3.权利要求1或2所述的薄膜,其中吸液内层包括具有至少1200克·25微米/平方米·24小时的湿气渗透率的共聚醚酯或共聚醚酰胺聚合物。
4.权利要求3所述的薄膜,其中吸液内层具有1200-20,000克·25微米/平方米·24小时的湿气渗透率。
5.权利要求4所述的薄膜,其中吸液内层为包括长链酯的共聚醚酯,其中所述酯得自具有2150分子量的环氧乙烷/环氧丙烷共聚醚二醇。
6.权利要求1或2所述的薄膜,其中薄膜为吹塑薄膜或流延薄膜。
7.权利要求6所述的薄膜,其中薄膜为流延薄膜。
8.权利要求6所述的薄膜,其中薄膜为吹塑薄膜。
9.权利要求1或2所述的薄膜,其中薄膜是双轴取向的。
10.包括权利要求1中的薄膜的产品,其中薄膜已经成型为肠衣或袋。
11.根据权利要求10所述的产品,进一步包括选自液体香味素和液体着色剂的食品处理材料。
12.根据权利要求11所述的产品,其中食品处理材料为熏液。
13.制造如权利要求1所述层压薄膜的方法,其包括如下步骤:
1)共挤塑一种包括权利要求1中所述的吸液内层的多层挤出物;和
2)冷却挤出物形成层压薄膜。
14.权利要求13的方法,其中挤出物通过环形模口处理。
15.权利要求13的方法,其中挤出物通过平模处理。
16.一种制造取向管型薄膜的方法,其包括如下步骤:
1)共挤塑一种包括权利要求1中所述的吸液内层的多层挤出物;
2)通过环形模口处理步骤1)中的挤出物,以形成冷却到其熔点之下的初始管;和
3)通过(a)加热该管然后(b)同时膨胀加热的管,并分别在横向方向和加工方向运行差速轧辊使管取向。
17.一种制备权利要求1中薄膜的方法,其包括如下步骤:
(1)共挤塑或共挤出层压一种包括权利要求1中所述的吸液内层和非渗透性阻隔外层的多层挤出物;
(2)通过平模处理步骤(1)中的挤出物以形成冷却到其熔点之下的初始片材;
(3)然后使用拉幅机,通过(a)横向运行用于在横向方向取向的加宽框架和(b)操作用于在加工方向取向的差速轧辊或传送辊,而将片材取向,其中步骤3(a)和步骤3(b)可以同时地或以任何次序顺序地进行。
18.一种处理食品的方法,包括以下步骤:
(1)通过将权利要求1中的薄膜与至少一种食品加工材料接触处理该薄膜;
(2)将步骤(1)中处理的薄膜与食品接触;和
(3)在处理的薄膜存在下加热食品。
19.权利要求18的方法,其中食品加工材料为熏液。
20.权利要求19的方法,其中薄膜为管型肠衣或袋的形式。
21.权利要求20的方法,其中食品为香肠。
22.包括权利要求1中薄膜的食品包装,其中所述包装具有吸收薄膜,该吸收薄膜从包装内的被包装食品吸收液体并同时保持包装内的水分。
23.权利要求22中的包装,其中吸液内层包括具有至少1200克·25微米/平方米·24小时的湿气渗透率的共聚醚酯或共聚醚酰胺聚合物。
24.权利要求23中的包装,其中吸液内层为包括长链酯的共聚醚酯,其中所述酯得自具有2150分子量的环氧乙烷/环氧丙烷共聚醚二醇。
25.权利要求24中的包装,其中薄膜为吹塑薄膜或流延薄膜。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US42560402P | 2002-11-12 | 2002-11-12 | |
| US60/425,604 | 2002-11-12 | ||
| US10/704,934 | 2003-11-11 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1711028A CN1711028A (zh) | 2005-12-21 |
| CN100542408C true CN100542408C (zh) | 2009-09-23 |
Family
ID=35707169
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB200380103151XA Expired - Fee Related CN100542408C (zh) | 2002-11-12 | 2003-11-12 | 层压薄膜、包括该薄膜的产品及该薄膜的制造方法 |
Country Status (7)
| Country | Link |
|---|---|
| US (5) | US7615270B2 (zh) |
| EP (1) | EP1560496B1 (zh) |
| JP (1) | JP2006516107A (zh) |
| CN (1) | CN100542408C (zh) |
| BR (1) | BR0315477A (zh) |
| DE (1) | DE60315334T2 (zh) |
| HK (1) | HK1086451A1 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105813954A (zh) * | 2013-12-18 | 2016-07-27 | 帝斯曼知识产权资产管理有限公司 | 包在膜中的新鲜食品 |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE10344867A1 (de) * | 2003-09-26 | 2005-04-21 | Kalle Gmbh & Co Kg | Nahrungsmittelhülle auf Polyamidbasis mit Rauchübertrag |
| US20060233982A1 (en) * | 2005-04-14 | 2006-10-19 | Vista International Packaging, Llc | Multilayer food packaging |
| US20090155430A1 (en) * | 2007-12-14 | 2009-06-18 | E.I. Du Pont De Nemours And Company | Films comprising liquid smoke and flavorants |
| DE102008006876A1 (de) * | 2008-01-24 | 2009-07-30 | Kalle Gmbh | Rohwurstprodukt mit Umhüllung aus einem textilen Flächengebilde |
| DE102008017920A1 (de) | 2008-04-08 | 2009-10-15 | Obschestvo S Organichennoi Otvetstvennostyu Proizvodstvenno-Kommercheskaya Firma "Atlantis-Pak" | Synthetische (ko)extondierte biaxial orientierte Kunststoffhülle zur Verpackung von Nahrungsmitteln |
| PL2421378T3 (pl) * | 2009-04-20 | 2013-10-31 | Dsm Ip Assets Bv | Folia rurowa do osłonki artykułu spożywczego i osłonka artykułu spożywczego wytworzona z tej folii |
| US20110143003A1 (en) * | 2009-12-16 | 2011-06-16 | E. I. Du Pont De Nemours And Company | Non-porous moisture and gas permeable films |
| JP2013519377A (ja) * | 2010-02-12 | 2013-05-30 | ダウ グローバル テクノロジーズ エルエルシー | 食品梱包用途における自己集合性ポリマー膜 |
| JP2013537044A (ja) * | 2010-09-14 | 2013-09-30 | リチャード・フィリップ・フレンド | 無味の燻液を使用して肉を処理するためのプロセス |
| USH2276H1 (en) | 2012-01-09 | 2013-06-04 | The United States Of America, As Represented By The Secretary Of The Navy | Branched amide polymeric superabsorbents |
| US9999233B1 (en) | 2012-04-13 | 2018-06-19 | Viskase Companies, Inc. | Low moisture barrier film |
| MX2016008074A (es) | 2013-12-20 | 2016-10-12 | Bemis Co Inc | Forros para contenedores de materiales a granel. |
| EP3014996A1 (en) | 2014-10-27 | 2016-05-04 | Viscofan, S.A. | Multilayered coextruded thermoplastic food casing |
| MX2019012835A (es) | 2016-04-28 | 2020-08-17 | Long Pipes Ltd | Estructura tubular flexible. |
| CN111033921B (zh) * | 2017-08-23 | 2021-07-27 | 福斯油品欧洲股份公司 | 用于线缆和/或软管的保护罩 |
| CN107433749A (zh) * | 2017-08-28 | 2017-12-05 | 安徽巢湖南方膜业有限责任公司 | 一种半透性复合包装膜及其在水果保鲜中的应用 |
| DE102018201241A1 (de) * | 2018-01-26 | 2019-08-01 | Kalle Gmbh | Rauch- und wasserdampfdurchlässige Nahrungsmittelhülle mit optimierten Hafteigenschaften |
| US10834932B2 (en) * | 2018-04-09 | 2020-11-17 | Sugar Creek Packing Co. | System for measuring smoke absorption into food products and method of making the system |
| US11116229B2 (en) * | 2018-04-09 | 2021-09-14 | Sugar Creek Packing Co. | System for measuring smoke absorption into food products and method of making the system |
| US11561213B2 (en) | 2018-04-09 | 2023-01-24 | Sugar Creek Packing Co. | System and method for measuring smoke absorption into food products |
| US11134693B2 (en) | 2018-08-06 | 2021-10-05 | Viscofan S.A. | Textured porous barrier transfer casing |
| US11026435B2 (en) | 2018-08-06 | 2021-06-08 | Viscofan S.A. | Textured non-porous barrier transfer casing |
Family Cites Families (45)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2241322A (en) * | 1938-09-30 | 1941-05-06 | Du Pont | Process for preparing polyamides from cyclic amides |
| US2312966A (en) * | 1940-04-01 | 1943-03-02 | Du Pont | Polymeric material |
| US2512606A (en) * | 1945-09-12 | 1950-06-27 | Du Pont | Polyamides and method for obtaining same |
| USB632416I5 (zh) * | 1956-03-01 | 1976-03-09 | ||
| US3278665A (en) * | 1963-01-03 | 1966-10-11 | Phillips Petroleum Co | Method for forming hollow plastic articles |
| US3278663A (en) * | 1963-02-04 | 1966-10-11 | Union Carbide Corp | Method for producing biaxially oriented extruded polymeric film |
| IL24111A (en) * | 1964-08-24 | 1969-02-27 | Du Pont | Linear polyamides |
| US3337665A (en) * | 1964-10-12 | 1967-08-22 | Union Carbide Corp | Method for the production of thermoplastic film |
| US3456044A (en) | 1965-03-12 | 1969-07-15 | Heinz Erich Pahlke | Biaxial orientation |
| CA849081A (en) * | 1967-03-02 | 1970-08-11 | Du Pont Of Canada Limited | PRODUCTION OF ETHYLENE/.alpha.-OLEFIN COPOLYMERS OF IMPROVED PHYSICAL PROPERTIES |
| US3456992A (en) * | 1967-04-07 | 1969-07-22 | Curtiss Wright Corp | Vibration damping device |
| US4174358A (en) * | 1975-05-23 | 1979-11-13 | E. I. Du Pont De Nemours And Company | Tough thermoplastic nylon compositions |
| US4205158A (en) * | 1979-03-28 | 1980-05-27 | E. I. Du Pont De Nemours And Company | Copolyetherester based on ethylene oxide-capped poly(propylene oxide) glycol and branching agent |
| US4590106A (en) * | 1981-10-05 | 1986-05-20 | American Can Company | Heat resistant heat shrinkable films |
| CA1226089A (en) | 1982-12-02 | 1987-08-25 | Cornelius M.F. Vrouenraets | Packaging film permeable to smoke constituents and packaged, smoked foodstuff |
| JPS60180832A (ja) * | 1984-02-28 | 1985-09-14 | 呉羽化学工業株式会社 | スモ−カブルフイルム及び食品くん煙法 |
| DE3408159A1 (de) | 1984-03-06 | 1985-09-12 | Hoechst Ag, 6230 Frankfurt | Schlauchfoermige verpackungshuelle auf basis einer polyesterfolie |
| DE3436682A1 (de) | 1984-10-05 | 1986-04-10 | Hoechst Ag, 6230 Frankfurt | Schlauchfoermige verpackungshuelle, insbesondere wursthuelle, auf polyamidbasis |
| CA1304187C (en) * | 1985-11-25 | 1992-06-23 | Charles Chiu-Hsiung Hwo | Butene-rich butene-1 propylene copolymer shrink film |
| US4725481A (en) * | 1986-10-31 | 1988-02-16 | E. I. Du Pont De Nemours And Company | Vapor-permeable, waterproof bicomponent structure |
| US4760116A (en) * | 1986-11-26 | 1988-07-26 | E. I. Du Pont De Nemours And Company | Monolayer polyethylene shrink film |
| US5198401A (en) * | 1987-01-30 | 1993-03-30 | Exxon Chemical Patents Inc. | Ionic metallocene catalyst compositions |
| JPH0222052A (ja) * | 1987-02-05 | 1990-01-24 | Kureha Chem Ind Co Ltd | 熱収縮性積層フイルム及びその製造方法 |
| US4797235A (en) * | 1987-04-16 | 1989-01-10 | W. R. Grace & Co. | Process for enhanced orientation of polymeric films |
| DE3729449A1 (de) * | 1987-09-03 | 1989-03-16 | Hoechst Ag | Verfahren und vorrichtung zur herstellung eines stranggepressten, verstreckten, nahtlosen schlauches |
| DE3801344A1 (de) | 1988-01-19 | 1989-07-27 | Hoechst Ag | Verpackungsfolie, insbesondere wursthuelle, auf basis von polyamid |
| US5196401A (en) * | 1988-06-27 | 1993-03-23 | The United State Of America As Represented By The Secretary Of The Interior | Method of enhancing rock fragmentation and extending drill bit life |
| US5028674A (en) * | 1990-06-06 | 1991-07-02 | E. I. Du Pont De Nemours And Company | Methanol copolymerization of ethylene |
| CA2049271C (en) * | 1990-08-28 | 1998-05-05 | Roger L. Juhl | Transferable modifier containing film |
| JP2925284B2 (ja) * | 1990-09-27 | 1999-07-28 | 株式会社クラレ | 包装材料 |
| EP0598773B1 (en) * | 1991-08-12 | 1997-01-22 | E.I. Du Pont De Nemours And Company | Blow moldable thermoplastic polyamide composition |
| KR100190268B1 (ko) * | 1993-04-26 | 1999-06-01 | 에인혼 해롤드 | 유동상에서 단량체를 중합시키는 방법 |
| WO1997036799A1 (en) | 1996-04-01 | 1997-10-09 | Cryovac, Inc. | Modifier transfer film and method of cooking a food product |
| DE19645276A1 (de) | 1996-11-02 | 1998-05-07 | Kalle Nalo Gmbh | Handfüllbare Wursthülle auf Polyamidbasis |
| JP2000108256A (ja) * | 1998-10-05 | 2000-04-18 | Kuraray Co Ltd | 熱成形用多層構造体および熱成形容器 |
| US6200613B1 (en) * | 1998-10-08 | 2001-03-13 | Sun Products Marketing Und Manufacturing Ag | Food casing |
| DE19846305A1 (de) * | 1998-10-08 | 2000-04-13 | Sun Products Marketing Und Man | Nahrungsmittelhülle |
| EP1125504A1 (de) * | 2000-02-11 | 2001-08-22 | Kalle Nalo GmbH & Co. KG | Mit einer festen, Flüssigrauch enthaltenden Schicht überzogene, schlauchförmige Nahrungsmittelhülle |
| JP2002187246A (ja) * | 2000-12-21 | 2002-07-02 | Mitsubishi Chemicals Corp | ポリアミド系積層フィルム |
| FI114280B (fi) | 2001-01-11 | 2004-09-30 | Eriksson Capital Ab | Polyamidiin ja polyamidilohkoja ja polyeetterilohkoja sisältäviin polymeereihin perustuva makkarankuori, joka on savustettavissa |
| US6682792B2 (en) * | 2001-03-26 | 2004-01-27 | M & Q Plastic Products, Inc. | Thermoplastic elastomer films |
| US6764753B2 (en) * | 2001-04-11 | 2004-07-20 | E. I. Du Pont De Nemours And Company | Smokable films comprising a polyamide and a copolyester elastomer |
| JP2002307626A (ja) * | 2001-04-18 | 2002-10-23 | Kureha Chem Ind Co Ltd | ナイロン6系多層ケーシングフィルム |
| DE10124581A1 (de) * | 2001-05-21 | 2002-11-28 | Wolff Walsrode Ag | Verfahren zur Herstellung von rauchimprägnierten Schlauchhüllen |
| DE10330762A1 (de) * | 2003-07-07 | 2005-02-10 | Kalle Gmbh & Co. Kg | Rauch- und wasserdampfdurchlässige Nahrungsmittelhülle mit aromatisierter Innenfläche |
-
2003
- 2003-11-11 US US10/704,934 patent/US7615270B2/en not_active Expired - Fee Related
- 2003-11-12 CN CNB200380103151XA patent/CN100542408C/zh not_active Expired - Fee Related
- 2003-11-12 EP EP03786681A patent/EP1560496B1/en not_active Expired - Fee Related
- 2003-11-12 BR BR0315477-7A patent/BR0315477A/pt active Search and Examination
- 2003-11-12 JP JP2004552167A patent/JP2006516107A/ja active Pending
- 2003-11-12 DE DE60315334T patent/DE60315334T2/de not_active Expired - Lifetime
-
2006
- 2006-06-08 HK HK06106576.3A patent/HK1086451A1/xx not_active IP Right Cessation
-
2009
- 2009-09-22 US US12/564,155 patent/US7964229B2/en not_active Expired - Fee Related
- 2009-09-22 US US12/564,241 patent/US7964226B2/en not_active Expired - Fee Related
- 2009-09-22 US US12/564,251 patent/US7968134B2/en not_active Expired - Fee Related
- 2009-09-22 US US12/564,145 patent/US7964055B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN105813954A (zh) * | 2013-12-18 | 2016-07-27 | 帝斯曼知识产权资产管理有限公司 | 包在膜中的新鲜食品 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP1560496A2 (en) | 2005-08-10 |
| EP1560496B1 (en) | 2007-08-01 |
| US20100009045A1 (en) | 2010-01-14 |
| US20100009041A1 (en) | 2010-01-14 |
| US20100009046A1 (en) | 2010-01-14 |
| US7964055B2 (en) | 2011-06-21 |
| DE60315334T2 (de) | 2008-04-17 |
| US7964226B2 (en) | 2011-06-21 |
| CN1711028A (zh) | 2005-12-21 |
| US7964229B2 (en) | 2011-06-21 |
| US20040146610A1 (en) | 2004-07-29 |
| BR0315477A (pt) | 2005-08-23 |
| JP2006516107A (ja) | 2006-06-22 |
| US7615270B2 (en) | 2009-11-10 |
| US20100166925A1 (en) | 2010-07-01 |
| DE60315334D1 (de) | 2007-09-13 |
| HK1086451A1 (en) | 2006-09-22 |
| US7968134B2 (en) | 2011-06-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN100542408C (zh) | 层压薄膜、包括该薄膜的产品及该薄膜的制造方法 | |
| CN101296793B (zh) | 用于包装的高模量离聚物 | |
| CA2049271C (en) | Transferable modifier containing film | |
| AU2005258162B2 (en) | Article comprising polyester multilayer film | |
| US20090155430A1 (en) | Films comprising liquid smoke and flavorants | |
| CN1711027B (zh) | 湿气和气体可渗透的无孔离聚物薄膜 | |
| CN108698394A (zh) | 用于真空贴体包装的多层膜、包装方法和由此获得的包装 | |
| JP2001525743A (ja) | 多層バリヤー包装フィルム |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: DE Ref document number: 1086451 Country of ref document: HK |
|
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| REG | Reference to a national code |
Ref country code: HK Ref legal event code: GR Ref document number: 1086451 Country of ref document: HK |
|
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20090923 Termination date: 20131112 |