CN1006534B - 电弧喷涂系统 - Google Patents
电弧喷涂系统Info
- Publication number
- CN1006534B CN1006534B CN86100836A CN86100836A CN1006534B CN 1006534 B CN1006534 B CN 1006534B CN 86100836 A CN86100836 A CN 86100836A CN 86100836 A CN86100836 A CN 86100836A CN 1006534 B CN1006534 B CN 1006534B
- Authority
- CN
- China
- Prior art keywords
- head component
- gas
- arc
- air
- spraying system
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05B—SPRAYING APPARATUS; ATOMISING APPARATUS; NOZZLES
- B05B7/00—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas
- B05B7/16—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed
- B05B7/22—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed electrically, magnetically or electromagnetically, e.g. by arc
- B05B7/222—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed electrically, magnetically or electromagnetically, e.g. by arc using an arc
- B05B7/224—Spraying apparatus for discharge of liquids or other fluent materials from two or more sources, e.g. of liquid and air, of powder and gas incorporating means for heating or cooling the material to be sprayed electrically, magnetically or electromagnetically, e.g. by arc using an arc the material having originally the shape of a wire, rod or the like
Abstract
电弧喷枪具有由电绝缘材料制成的截头锥体状的头部构件,截头锥状体的小端面向前。导线是通过一对导电的管状导线管进给的,导线管包含压力接触装置。气体喷嘴为熔化金属的雾化和喷涂提供压缩气体。第一气帽同轴地安置在头部,头部有前、后气封以形成环形气室。副气流送向环形气室,第一气帽上有一对小孔。该孔有延长的截面以产生所需的粗糙镀层。第二气帽适合于仅与后气封成密封关系时置换第一气帽,在导线端部附近提供环状副气流。
Description
本发明涉及一个改进了的电弧喷涂系统,该系统包括用电弧熔化两根金属导线的端部及将产生的熔化金属喷涂到被涂工件上。该发明特别涉及到一个拥有双重气体通道的被改进了的电弧喷枪,其一是将熔化金属雾化;其二是有关喷流的调整;进行所需要的调整,可以通过变换气帽。
电弧金属喷枪在工艺上已众所周知,例如,美国专利申请流水号3,632,952就公布了电弧金属喷枪工艺。两根绝缘金属导线的端部被在其间的一个电弧所熔化,由压缩气体通常是空气将熔化金属雾状化,然后喷涂到将要被涂的工件上。一对管状电极12,12′与电源相连接,两对导线输送滚轮向每个电极输送导线。用作喷嘴的空气导管14位于电极12,12′的端部附近并与一压缩空气源相连接。电极的端部相互间以及与空气喷嘴之间都牢牢地固定,以便保证用于电弧形成的导线的适当接触和熔化金属的均匀雾化。在上面提到的专利喷枪装置中,送到喷枪的一部分气流从作为雾化空气的主气流转移而形成副气流。由枪壳4形成的气室8包围电极12,12′和空气喷嘴导管14。该气室有一个喷口12′适合于提供围绕电极和空气喷嘴周围的环状气流形式的副气流,从喷嘴喷出的副气流可以控制喷涂形状以及熔化金属的细度。
美国专利申请流水号4,095,081公布了一个电弧喷枪,它有一个由电绝缘材料制成的头部16(图1),其中有两条侧壁由绝缘材料组成的导向通道22。用于导线与电源连接的接触管32位于导线进入头部中绝缘通道入口之前的位置上。接触管由一块压力衬垫36组成,该压力衬垫是通过接触管内的一个槽,用一根弹簧臂38径向地将衬垫压住的。
所述美国专利申请流水号4,095,081的装置中,也有一个延伸在电弧区周围的环形件117(图2),副气流通过该环形件从气源中被转移到喷枪,喷枪也有如美国专利申请流水号3,632,952中所叙述到的主雾化气流。此外一个拥有与主气流通道120同轴平面的两个会聚通道128的喷出口124吸收也是从气源转移出来的气流。从两条通道128出来的会聚空气使喷流变成扁平状,从而产生了扇形喷流。有一条弹簧带133围绕着喷嘴,它提供了气流控制;该带的位置可以调节得部分地或完全封闭会聚通道。要不然,在环与收敛空流之间就无法交换或独立地控制它们与雾化空气。
美国专利申请流水号4,356,971展示了一个与美国专利申请号4,095,081相似的喷枪,另外它又公布了一对与喷枪联接的供应导管18(图3),它们的每一根向喷枪供应电力和压缩空气,从两根导管送出的气体量足以建立雾化空气和提供驱动导线的气动马达42(图2)之用。应用一根岐管使两根导管所供气体并在一起然后再通过分开的通道向气管与气动马达供气。
此外,人们还知道有一种软管组件装有一根导线导管,该软管组件也能提供空气和电力,日本的柯肯(Coaken)公司1977年出版的广告性小册子“柯肯(Coaken)电弧喷涂系统”中就提到这样一种装置。
以上现有技术部分所述的图号和编号均请参照相应引用专利的标号。
本发明的目的是提供一个具有改善了的改变熔化金属喷涂能力的电弧喷涂系统。
本发明的另一个目的是提供一种具有变换气帽而改变熔化金属喷流的新方法的电弧喷涂系统。
本发明的另一个目的是提供一种具有调节熔化金属喷流能力的经改进的小型电弧喷涂系统。
本发明的上述及其它的目的是由一个带有最好
是电绝缘材料制成的通常是截头锥状体的头部构件的电弧喷涂系统来完成的,截头锥状体的小的一端面向前方,也就是喷涂方向。导线由一对管状导线管馈给,导线管伸过头部构件并向接触金属导线端会聚,以形成电弧和熔化金属。为了把导线与电弧电源连接,管状导线管包括装在头部构件里面的压力电接触装置。在这里有两种分别称为主气流与副气流的气流。气流喷嘴提供了作为雾化和喷涂熔化金属的主气流的压缩空气。气帽被同轴地安置在头上连同前后气封一起形成一环形气室。另一作为副气流的气体向该气室输送,气帽上至少要有一个用来引导副气流以调节熔化金属的小孔,例如,调节成扇形喷涂。如果有必要的话,该孔可以有一个细长的横断面以产生一种粗糙的涂层表面。
有一种与上述气帽不相同的另一种气帽,这种第二气帽适用于在与后气封成密封关系时置换第一气帽。第二气帽与前气封相邻处的内部表面直径大到使前气封不起作用而在导线端部周围提供一环状副气流。
在一个最佳实施例中,一对软管组件中的每一根软管都包含一个向喷枪提供主、副气流的软管元件,一个在软管组件中的不漏气的导线管和电弧电流导体与电气控制线。一根连接到每一个组件的软管元件上的端管,其末端是一电绝缘的终端管。此端管被同轴地密封到电绝缘的终端管上。而终端管则被同轴地密封到导线导管的末端。终端管的轴向小孔在保持气体的同时提供了一个使导线走向导管的出口。每一个端管都在喷枪中的一个分配装置的孔中密封连接,这样的每个孔中形成一个环形通道。位于端管壁上的一个孔将气体从软管元件导向环形通道。两根气道各与一个环形通道相交,主、副气流然后分别从上述通道通向气喷嘴和头部构件。
图1图示了一个电弧喷涂系统。
图2是本发明的包括一个气帽的电弧喷枪和软管组件的部分水平截面的俯视图。
图3是图2电弧喷枪部分垂直截面的侧视图,图中气帽没有画出。
图4是本发明包括另一种气帽的头部构件的水平截面的俯视图。
图5是本发明的气帽一个实施例的正视图。
图6是本发明的气帽的另一个实施例的正视图。
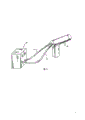
图7是本发明的空心导线导管在纵截面上的侧视图。
图8是图7中8-8截面的一个截面图。
图1是本发明的一个电弧喷涂系统的基本组件,即电弧喷枪10,提供两根金属喷涂导线、气体、电弧电流及控制线的控制台86,两根向喷枪传输导线、气体、电源及电线的软管组件17,17′。图2及图3详细地展示了电弧喷枪10。位于喷枪前端的头部组件85是由具有两根会聚的管状导线导管22,22′和一个在两管之间的雾化气体喷嘴26的头部构件11组成的。该头部构件最好是由抗热及抗电弧辐射的例如酚醛树脂或可切削的陶瓷等绝缘材料制成。在它的后面分配装置12有两个元件,即分配元件13和导线驱动元件14。分配装置12和头部组件85固定在一起,最好是用标准螺丝接头把两根刚性气体管道15,16装在分配装置和头部构件上。
一个小型的,转速可以改变的电动机18装在分配装置12上。通过一对(图中未画出)放在分配装置内的螺旋齿轮驱动相应的电绝缘的输送导线的滚轮(其中之一示于图3中的19),滚轮则通过导线供应管20,20′向头部构件11馈送导线。供应轮在导线驱动组件14′中对导线的张力是通过通常的绝缘惰轮82,82′和弹簧力装置21得以保持的。导线供应管被弯曲地从分配装置出发固定到在头部构件中的会聚管状导线导管(图2)22,22′。导线供应管最好是由PTFE(聚四氟乙烯)一类的柔性塑料制成,或由含有二硫化钼一类的固体润滑剂的尼龙制成。
管状导线管22,22′被牢固地安装在头部构件11中,并且以大约30°的夹角向前会聚,这样,通过供应管的金属导线将在位于头部构件的前端大约2.5cm的点24处互相接触。将导线通电后所产生的电弧将导线端部熔化。轴向地安装在22和22′之间并和22,22′同一平面的主气体喷嘴26将惰性气体例如氮气或氩气最好是压缩空气的主气流从喷嘴喷向熔化了的导线的端部使之均匀雾化,并推动熔化金属粒子流使其喷到工件基底上。气体喷嘴26和气体管道15连接以接受气体。也可以用两个或两个以上气体喷嘴如上述美国专利申请流水号3,632,952中所述的那样。
头部构件11还可以产生起调节喷流作用的副气流。头部构件11通常是截头锥体形的,其小的一端27(图3)向前。(这里所用到的“向前”及其同义语都与熔化金属流喷涂到工件的方向有关;类似地,“向
后”等术语是指相反的方向)。如下文所述,至少可以提供两件可更换的气帽。可以有选择地把一个气帽同轴地安排在头部构件11上把副气流导向喷涂流以改变喷涂流,例如,改变熔化粒子的细度或使喷涂流偏向或改变喷涂流的形式或形状。
更准确地说,如图2所示,通常是将一个杯状的气帽28同轴地安装在头部构件上。将两个O形气密封环29,30放入头部构件和气帽之间适当的槽内。例如一个O形环29放在前面靠近头部构件小的一头27。第二个O形环30被安排在向后一段距离上以便在气帽28与头部构件11之间形成一个密封的环状气室32。气帽28通过一个固定环31固定在头部构件11上。固定环与圆锥套33结合使用,旋紧在头部构件11螺纹上(见图2中34)。
在涉及到头部构件时所用的术语“截头锥状体”在这里是一个广义词,在权利要求书中它为一种结构,在该结构中第一、二O形环29,30的直径的相对尺寸和丝口联接34足以允许气帽28向前移出头部构件11和置换气帽28。
头部构件中有一气体导管36(图3)以便通过气体管道16将环形气室32与气源连接起来。此气体导管最好由一个垂直的通孔36′形成两个分枝从而把副气流以低速从相反方向引进环形气室32以减少涡流。
气帽28(图2)有一个位于头部构件11的小端27平面中由环状面38所包围的向前轴向开口43,其中至少要有一组孔,每组孔至少包括一个通常是在向前方向上和/或向喷流的轴的方向上的从环形气室32导出的孔37,这样可以调节喷流,例如通过改变喷流方向调节喷流。
在示于图2的最佳实施例中,孔37′位于与孔37径向相对应的位置上,两个孔以约35°角向未成型的喷流(即,没有副气流时)的轴的方向上会聚从而产生一个扇形喷流。在一个实施例中,孔径为3.5mm,从环形面38上口径为3.22mm的同轴圆喷出,空气压力大约为4.5巴(68p.s.i),可产生一个完美的扇形喷流对大表面进行快速喷涂,同时可以转动在O形环上的气帽使扇形喷流向所需要的方向。
在30cm的喷射距离处典型的扇形宽度是35cm,可以在整个喷涂图形面产生厚度十分均匀的镀层。
在上述气帽的另一种结构(图5)中,孔82,82′是一具有细长横截面的槽孔,或者由一排或由两个或两个以上的小孔组成的一组孔例如以三个孔一组的83,83′(图6)代替每个细长的孔。在孔的系统中的每条槽孔的横截面的长边与同轴地位于环形表面38上的圆相切,即这些圆与金属喷流的对称轴同轴。优选的细长孔如图5,它的长约为6mm,宽S约1.6mm。通常长L与宽S的比值L/S应在1.5和10之间。在这里和在权利要求中所应用的这样的比值L/S应用于孔的系统的一组孔的场合,可以从一个外接该组孔的简单的长方形确定长和宽的尺寸。气帽细长孔的形式可以用来产生带有粗糙网纹表面的扇形涂层。这种方法对于铝的镀层喷射特别有用,例如,喷涂牵引汽车用的钢制板的表面。
图4所示的是通常是管状结构的位于头部构件上的第二种形式的气帽40。它可以代替第一种形式(例如,扇形型式)的气帽28。然而,第二种气帽40的内部表面直径41大于前端O形环29的直径(因此O形环29不与第二气帽密封),以允许副气流进入在头部构件11上的小端27的前部的外气室42。位于前向平面55上的一个前向轴孔43′,例如距离小端27大约12mm处的8mm直径的轴孔也就是在导线端部会聚平面上的轴孔,在电弧周围提供一个环状的气流。在大约4.5巴(68p.s.i.)的空气压力下,可以产生均匀厚度的非常细密的网纹镀层。例如对于电子系统的外壳的电屏蔽层来说,就需要非常细致的锌镀层。
如上所述的刚性气体管道15,16在分配装置12和头部构件11之间提供了支撑。管道15轴向地连接在主喷气嘴26所在的头部构件的背部39,第二气体管道16偏心地连接在副气体导管36所在的头部构件的背部。气体管道如图2和图3所指出的那样弯曲地联接在分配装置12上相应的气体通道上。
本发明所提供的主、副气流可以由控制台(图1)进行独立控制。因此主、副气流可以被分别调到最佳雾化状态和熔化金属喷流的最佳修正状态。
图2与图3中所示的分配装置12有两个互相平行且同轴于相应导线供应管20,20′的导线通道的分配孔44,44′。如图3所示传输喷射导线23的软管组件17的端管组件64插入孔44中。软管组件17′有一根位于分配孔44′中的相似的端管组件(图中没有画出)。
如图3所示,每一根软管组件通常是同轴结构。在压力下传输气体的软管元件46具有能经受几百安培电弧所需要的电流的多股铜导线47。覆盖多股铜线的外层套48起绝缘和保护作用。多股线在分配装
置的端部从软管分开,再合成一束,然后再包上一层绝缘层使其成为电缆84,接向连接点50,到导线导管22,如下所述该导线导管22提供与金属导线23的电接触。一根相似的连接线通过电缆84′从软管组件17′接到第二根导线导管22′上(图2)。用于马达、开关及喷枪上其他类似物操作的绝缘电气导线(图中未表示)可以通过软管组件和多股铜线一起从控制台传输出来。
请继续参看图3。软管元件46的端部将端管组件64的端管45的环形凸出部分51密封在一起,端管组件64的功能是将软管组件17与分配装置12联在一起。端管由肩形凸出部分52可拆卸地放在分配孔44中,由螺帽53将其固定。在气体通道54的两侧,一对O形密封环57,58密封分配孔44中的端管45。端管45在O形环57,58之间的壁上有一孔66。在O形环之间,分配孔44有一个扩大的直径部分形成一个圆环59,因此在软管元件46与气体通道54之间提供了一个气体连接。
气体通道54和分配孔44相交并终止于分配孔44并弯成一个直角从分配装置12上的向前的表面56处转出。气体导管15通过螺纹固定在该平面56处的气体通道上,从而完成了从软管元件46到主雾化气体喷嘴26的气体通道。一根相应的气体通道54(图2)把副气流从第二软管组件17′通过分配孔44′送到气体管道16,接着再送到在头部构件上的气体导管36。
在软管元件46中有一根导线管61,它的外直径比软管元件的内直径小,所以允许上述两者间的气体容易通过。
导线管61最好是由与导线供应管20,20′相同的材料和结构制成。它继续到端管45的一点,该点将终端管62封住一部分。终端管62从由绝缘材料形成的密封元件63向后凸出,后者转而将终端管62与端管45同心地套住,从而完成了端管组件64的气封,同时使金属喷涂线23与电绝缘。导线从导线管61穿过终端管62,再从终端管的端孔65穿出。
与端管组件和分配装置类似的一对分配系统(未图示)位于控制台86(图1)中用以把电、气和导线引入软管组件17和17′。
管状导线导管22,22′最好是由铜或铜合金之类的导电材料组成,它延伸通过头部构件11(图2),这样与导线的电气接触就主要在头部构件之内。如图7详细图示,导线导管之一(导线管22)包括一根管状前部67和后部68。后部68又包含一个引导体87,一个利用螺杆70把导线导管固定在头部构件(参看图2及图3)上的安装架69,一个从架子向后延伸的连接板71和一个在头部构件内部从架子向前延伸的接触组件72。管状前部67与接触组件72的前部的螺纹接头73同轴地固定并且从头部构件的小端部向前凸出(在一个最佳实施例中凸出9mm左右)。一部分金属喷射线23在空心导线管中。
接触组件72(可同时参见图8)是位于在引导体87中的一个纵向截面74的附近,引导体87留下了一个作为接触截面75的部分,基本上是引导体下半部大约2cm的距离。一细长的衬垫76通常是半圆柱体状的,并且在与导线接触的纵向平面上有一条纵向的半圆柱状的槽77。在衬垫圆柱体表面上跨在一个纵向槽79中的一根轭形叶片弹簧78由一有纵向裂口81的活络的(可拆装的)管状元体80固定。管状元件80也可以包括在头部构件11上的孔,其功能是将接触组件72固定。因此,当导线通过导线管运动时,衬垫76紧紧地压在导线上,从而在导线与导管之间提供有效的电接触。由于接触是在头部构件内部靠近导线端部,导线上的能量损耗很小,这种结构产生出一个小的、牢固的组件可以很方便地装在头部构件之中。
图1中喷枪10上可以安装一个带有手柄的合适的罩或壳子。带有可置换气帽和内部接触组件的头部构件及这里所述的分配装置结合在一起,能够提供一个通用的,小型化的单元。它有能力提供多种形式的副气流以影响喷流而产生一个例如扇形喷流及控制喷流的细度。这种通用性是通过更换气帽而得到。在头部构件中也可以放进一个O形密封。气体,最好是压缩气体,是通过两条独立通道进入头部构件的,一条是雾化管,另一条是调整喷流的副气流管。独立系统最好包括两条软管组件,其每条传输气体以及一相电源,一路金属导线,它们经分配装置后就分开了。结果是该喷枪在重量上是轻的,只有两根软管接线,特别适用于便携式手喷涂。
凡是熟悉这一专业的人都知道,根据本专利可以作出种种变化和改变,但是这种种变化和改变都仍然落在本发明的精神及附加专利要求书所要求的专利权范围之内。因此本发明仅受附加权利要求及与权利要求等价的要求所限制。
Claims (14)
1、利用导线两端间发生的电弧熔化电绝缘金属导线的两端将所形成的熔化金属进行喷涂的电弧喷涂系统,其中电弧喷枪包括:
一个通常是截头锥状体的头部构件,截头锥状体小的一端向前,一对穿过所述头部构件并向头部构件小的一端会聚的绝缘管状导线管,以便为了形成电弧和由此产生熔化金属而确保两金属导线的相应喷涂端之间有适当的接触,一个适于与主压缩气体源联接的并位于管状导线管端部以便将熔化金属均匀雾化的气体喷嘴,将金属导线与电弧电源连接的装置以及分别通过每根管状导线管供给金属导线的装置;
其特征在于:
a)杯状结构的第一气帽,其前表面有一开口,该气帽同轴地安置在头部构件上并结合头部构件在它们之间形成一个气室,前、后气封设置在所述头部构件与所述第一气帽之间,分别位于所述气室前、后的位置上,并与所述头部构件和所述第一气帽构成密封关系,由此密封所述气室,为了和副压缩气源连接及与气室连通,在所述头部构件中有一根气体导管,第一气帽上至少有一个孔与所述气室相连,以引导副气流改变熔化金属喷流;
b)一杯状结构的第二气帽,该气帽上有一个面向前面的开孔,它适用于在与后气封成密封关系时置换在头部构件上的第一气帽,第二气帽靠近前气封的内表面直径大到足以使至少一部分前气封不起作用,从而提供一个通常是向熔化金属喷流方向的副气流。
2、根据权利要求1的电弧喷涂系统,其特征在于,所述的头部构件由电气绝缘材料形成。
3、根据权利要求1的电弧喷涂系统,其特征在于,所述第一气帽有两个径向相对应的向前会聚的孔系统,以引导副气流形成扇形金属喷流。
4、根据权利要求3的电弧喷涂系统,其特征在于,所述的金属喷流有一对称轴,每个孔系统有一个细长的横截面,其长边与所述对称轴同轴的圆相切。
5、根据权利要求4的电弧喷涂系统,其特征在于,每个孔系统包括一个具有细长的横截面的孔,该横截面最大尺寸与最小尺寸之比大约在1.5至10之间。
6、根据权利要求1的电弧喷涂系统,其特征在于,为了在导线端部周围提供一个环形副气流,第二气帽靠近前气封的内表面直径大到足以使前气封不起作用。
7、根据权利要求2的电弧喷涂系统,其特征在于,所述管状导线管由导电材料制成,并基本上安装在所述头部构件中,与电弧电源相连接。
8、根据权利要求2的电弧喷涂系统,其特征在于,所述头部构件有两个头部孔,每根管状导线管包括一以头部构件成接触关系、基本上安装在相应头部孔之中的电气压力接触组件,该管状导线管与电弧电源相连接。
9、根据权利要求8的电弧喷涂系统,其特征在于,每个压力接触组件包括一个管状导线管的接触截面段,管状导线管有一延伸到导线的剖面,一块细长衬垫松弛地装在所述剖面中的导线上,一放在所述衬垫上的叶片弹簧对导线及装在接触截面上的管状件产生压力,衬垫和叶片弹簧卡住接触组件。
10、根据权利要求1的电弧喷涂系统,其特征在于,电弧喷涂系统进一步包括第一和第二软管组件,它们各自又包括其源端分别与第一和第二压缩空气源相连接的第一和第二软管元件,在电弧喷枪与电弧电源之间导通电弧电流的第一和第二装置,把金属导线导入到电弧喷枪的第一和第二引导装置;和
电弧喷枪进一步包括与头部构件对齐的并固定在头部构件后面的分配装置,软管组件分别与分配装置相连接,该分配装置包括从各自的软管组件中把主、副气流及金属导线分开的装置,另外该喷枪还有分别把主、副气流导向气体喷嘴与气室的装置。
11、根据权利要求10的电弧喷涂系统,其特征在于,第一及第二引导装置各自包括松弛地封闭在相应软管元件中的不漏气的柔软的导线管;
所述的第一和第二软管元件各自有一个用于连至电弧喷枪的喷枪端且所述的第一和第二软管组件进一步分别包括与相应喷枪端密封地接合的第一和第二端管,以便从中接受气流,每根端管同轴地终止在一根同轴地密封在相应导线管的相应端部的绝缘终端管上,在端管上有一轴向孔使在保持主、副气体的同时,为金属导线引向相应导线管提供一个出口;
分配装置包括具有通常与头部构件的轴平行轴的第一和第二分配孔及分别与第一、第二分配孔相交的第一、第二气体通道,第一、第二端管各自密封地接合在具有相对直径的第一、第二分配孔中以便在每个分配孔与相应端管之间形成一个环形通道,每一端管在壁上有一个孔以便把气流从相应的软管元件导向相应的环形通道;
所述喷枪还包括连接在第一气体通道与气体喷嘴之间的一根第一气体管道和连接在第二气体通道与在头部构件中的气体导管之间的第二气体管道。
12、根据权利要求10的电弧喷涂系统,其特征在于,所述头部构件是由绝缘材料形成,管状导线管基本上安装在所述头部构件中并由导电材料组成,每根软管组件的导电装置包含一股在外部与软管元件相并列且从那里起向在相应管状导线管上的一连接点延伸的多芯铜导体。
13、根据权利要求11的电弧喷涂系统,其特征在于,由刚性材料制成的第一、第二气体管道在所述头部构件和所述分配装置之间提供了一个相对的支撑。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US06/698,305 US4668852A (en) | 1985-02-05 | 1985-02-05 | Arc spray system |
| US698,305 | 1991-05-10 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN86100836A CN86100836A (zh) | 1988-02-10 |
| CN1006534B true CN1006534B (zh) | 1990-01-24 |
Family
ID=24804703
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CN86100836A Expired CN1006534B (zh) | 1985-02-05 | 1986-02-04 | 电弧喷涂系统 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US4668852A (zh) |
| EP (2) | EP0300513B1 (zh) |
| JP (1) | JPH0626685B2 (zh) |
| CN (1) | CN1006534B (zh) |
| BR (1) | BR8600458A (zh) |
| CA (1) | CA1252154A (zh) |
| DE (2) | DE3688888T2 (zh) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100350068C (zh) * | 2004-04-19 | 2007-11-21 | 梁一明 | 交直流电弧金属喷涂方法 |
Families Citing this family (47)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5109150A (en) * | 1987-03-24 | 1992-04-28 | The United States Of America As Represented By The Secretary Of The Navy | Open-arc plasma wire spray method and apparatus |
| US4937417A (en) * | 1987-06-25 | 1990-06-26 | Douglas Call, Jr. | Metal spraying apparatus |
| US4853513A (en) * | 1988-04-28 | 1989-08-01 | The Perkin-Elmer Corporation | Arc spray gun for coating confined areas |
| JPH0712540B2 (ja) * | 1988-08-31 | 1995-02-15 | 川崎製鉄株式会社 | アーク溶接方法及び装置、並びにフラックスコアードワイヤ |
| US4982067A (en) * | 1988-11-04 | 1991-01-01 | Marantz Daniel Richard | Plasma generating apparatus and method |
| US5144110A (en) * | 1988-11-04 | 1992-09-01 | Marantz Daniel Richard | Plasma spray gun and method of use |
| US5584433A (en) * | 1991-08-22 | 1996-12-17 | Nakagawa; Mitsuyoshi | Atomization method and atomizer |
| WO1991012183A1 (en) * | 1990-02-12 | 1991-08-22 | Tafa Incorporated | Inside diameter arc spray gun |
| US5191186A (en) * | 1990-06-22 | 1993-03-02 | Tafa, Incorporated | Narrow beam arc spray device and method |
| WO1992000160A1 (en) * | 1990-06-22 | 1992-01-09 | Tafa, Inc. | Narrow beam arc spray device and method |
| US5296667A (en) * | 1990-08-31 | 1994-03-22 | Flame-Spray Industries, Inc. | High velocity electric-arc spray apparatus and method of forming materials |
| DE4102158B4 (de) * | 1991-01-25 | 2009-02-12 | Sulzer Metco Osu Gmbh | Vorrichtung zum Führen und Kontaktieren von im Lichtbogen abschmelzenden Spritzdrähten |
| US5468295A (en) * | 1993-12-17 | 1995-11-21 | Flame-Spray Industries, Inc. | Apparatus and method for thermal spray coating interior surfaces |
| US5449118A (en) * | 1994-06-14 | 1995-09-12 | Baker; Edgar C. | Apparatus for controlling the rate of feeding of a rod of heat fusible material |
| AU5516196A (en) * | 1995-05-02 | 1996-11-21 | Mitsuyoshi Nakagawa | Arc flame spraying machine |
| US5791560A (en) * | 1996-12-09 | 1998-08-11 | Thermion, Inc. | Method and apparatus for spraying metal to form a coating |
| US5935458A (en) * | 1996-12-19 | 1999-08-10 | Sulzer Metco (Us) Inc. | Wire thermal spray apparatus with dual motors |
| CA2312307A1 (en) * | 1997-09-04 | 1999-03-11 | International Metalizing Corporation | Twin wire electric arc metalizing device |
| US6005215A (en) * | 1998-01-28 | 1999-12-21 | Boyd; Larry L. | Electric arc spray gun |
| US5964405A (en) * | 1998-02-20 | 1999-10-12 | Sulzer Metco (Us) Inc. | Arc thermal spray gun and gas cap therefor |
| US6091042A (en) * | 1998-03-11 | 2000-07-18 | Sulzer Metco (Us) Inc. | Arc thermal spray gun extension and gas jet member therefor |
| US6168090B1 (en) | 1998-12-31 | 2001-01-02 | Edgar C. Baker | Flame spray system with splatter blocking and automated rod delivery apparatuses |
| US6076742A (en) | 1999-03-11 | 2000-06-20 | Sulzer Metco (Us) Inc. | Arc thermal spray gun extension with conical spray |
| US6513728B1 (en) * | 2000-11-13 | 2003-02-04 | Concept Alloys, L.L.C. | Thermal spray apparatus and method having a wire electrode with core of multiplex composite powder its method of manufacture and use |
| US6674047B1 (en) | 2000-11-13 | 2004-01-06 | Concept Alloys, L.L.C. | Wire electrode with core of multiplex composite powder, its method of manufacture and use |
| US6428596B1 (en) | 2000-11-13 | 2002-08-06 | Concept Alloys, L.L.C. | Multiplex composite powder used in a core for thermal spraying and welding, its method of manufacture and use |
| US6663013B1 (en) * | 2001-06-07 | 2003-12-16 | Thermach, Inc. | Arc thermal spray gun apparatus |
| US20030102288A1 (en) * | 2001-11-30 | 2003-06-05 | L.W. Lu | System and method for production of optically transparent and electrically conductive |
| US6465052B1 (en) | 2001-11-30 | 2002-10-15 | Nanotek Instruments, Inc. | Method for production of nano-porous coatings |
| JP4064712B2 (ja) * | 2002-04-24 | 2008-03-19 | 株式会社荏原製作所 | アーク溶射トーチ用ヘッド |
| US20040231596A1 (en) * | 2003-05-19 | 2004-11-25 | George Louis C. | Electric arc spray method and apparatus with combustible gas deflection of spray stream |
| US7030337B2 (en) | 2003-12-19 | 2006-04-18 | Honeywell International, Inc. | Hand-held laser welding wand having removable filler media delivery extension tips |
| JP4449645B2 (ja) * | 2004-08-18 | 2010-04-14 | 島津工業有限会社 | プラズマ溶射装置 |
| US20070023402A1 (en) * | 2005-07-26 | 2007-02-01 | United Technologies Corporation | Methods for repairing workpieces using microplasma spray coating |
| US20090065485A1 (en) * | 2004-11-05 | 2009-03-12 | Dow Corning Ireland Ltd. | Plasma System |
| CA2527764C (en) * | 2005-02-11 | 2014-03-25 | Suelzer Metco Ag | An apparatus for thermal spraying |
| DE102005012360B4 (de) * | 2005-03-17 | 2009-09-03 | Daimler Ag | Lichtbogendrahtbrenner |
| DE102010049085A1 (de) | 2010-10-21 | 2012-04-26 | Gm Global Technology Operations Llc (N.D.Ges.D. Staates Delaware) | Kraftfahrzeug, Kraftfahrzeugsitz, Kopfstützeneinrichtung und Verfahren zur Herstellung eines Kraftfahrzeugsitzes |
| DE102010049084A1 (de) | 2010-10-21 | 2012-04-26 | Gm Global Technology Operations Llc (N.D.Ges.D. Staates Delaware) | Küpfstützenteil, Verbindungsteil, Kopfstützeneinrichtung, Kraftfahrzeugsitz und Kraftfahrzeug |
| CN103008139A (zh) * | 2012-12-17 | 2013-04-03 | 广州市先河技术工程有限公司 | 一种金属膜电容器喷金机中设置的电弧喷枪 |
| CN103480519B (zh) * | 2013-09-22 | 2017-01-25 | 张志宇 | 抗断电的电弧喷枪 |
| CN106626761A (zh) * | 2015-07-16 | 2017-05-10 | 上海宝信软件股份有限公司 | 适用于连铸板坯的金属丝喷枪导电嘴 |
| RU2616445C1 (ru) * | 2015-11-20 | 2017-04-17 | Федеральное государственное бюджетное учреждение науки Институт сильноточной электроники Сибирского отделения Российской академии наук (ИСЭ СО РАН) | Источник плазменной струи |
| CN105908115B (zh) * | 2016-05-07 | 2024-03-22 | 苏州市力发电子有限公司 | 全导线喷镀装置 |
| FR3059573B1 (fr) * | 2016-12-02 | 2019-01-25 | Aptar France Sas | Tete de distribution de produit fluide |
| CN109128501A (zh) * | 2018-09-11 | 2019-01-04 | 上海航天精密机械研究所 | 激光焊接装置 |
| CN109433442B (zh) * | 2018-11-21 | 2020-10-02 | 沈阳工程学院 | 一种电弧喷涂装置 |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US2079933A (en) * | 1932-04-21 | 1937-05-11 | Saylor Beall Mfg Company | Spray gun |
| FR43334E (fr) * | 1933-01-12 | 1934-04-28 | Pistolet pulvérisateur pour peintures et autres liquides | |
| GB959027A (en) * | 1959-09-14 | 1964-05-27 | British Oxygen Co Ltd | Apparatus and process for spraying molten metal |
| US3272962A (en) * | 1965-05-03 | 1966-09-13 | Union Carbide Corp | Electric arc working process |
| FR1524334A (fr) * | 1967-03-31 | 1968-05-10 | Prosyn | Appareil perfectionné pour la pulvérisation de tous liquides |
| US3632952A (en) * | 1970-07-01 | 1972-01-04 | Metco Inc | Electric arc metal spray gun |
| GB1455862A (en) * | 1973-11-06 | 1976-11-17 | Nat Res Dev | Spraying atomised particles |
| GB1540810A (en) * | 1975-04-09 | 1979-02-14 | Metallisation Ltd | Metal spraying devices |
| US4078097A (en) * | 1976-07-09 | 1978-03-07 | International Prototypes, Inc. | Metallic coating process |
| GB1554820A (en) * | 1978-05-11 | 1979-10-31 | Yoshagiken Kk | Electric arc spraying apparatus |
| GB2029729B (en) * | 1978-09-14 | 1983-02-02 | Metallisation Ltd | Metal spraying apparatus |
| US4512513A (en) * | 1982-10-18 | 1985-04-23 | Rogers Frank S | Arc metal spray apparatus and method |
| US4492337A (en) * | 1983-02-28 | 1985-01-08 | Tafa Incorporated | Metal spray |
-
1985
- 1985-02-05 US US06/698,305 patent/US4668852A/en not_active Expired - Lifetime
-
1986
- 1986-01-23 CA CA000500170A patent/CA1252154A/en not_active Expired
- 1986-02-03 EP EP88113632A patent/EP0300513B1/en not_active Expired - Lifetime
- 1986-02-03 DE DE88113632T patent/DE3688888T2/de not_active Expired - Fee Related
- 1986-02-03 EP EP86101352A patent/EP0190693B1/en not_active Expired
- 1986-02-03 DE DE8686101352T patent/DE3666921D1/de not_active Expired
- 1986-02-04 BR BR8600458A patent/BR8600458A/pt not_active IP Right Cessation
- 1986-02-04 CN CN86100836A patent/CN1006534B/zh not_active Expired
- 1986-02-05 JP JP61022233A patent/JPH0626685B2/ja not_active Expired - Lifetime
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN100350068C (zh) * | 2004-04-19 | 2007-11-21 | 梁一明 | 交直流电弧金属喷涂方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH0626685B2 (ja) | 1994-04-13 |
| CA1252154A (en) | 1989-04-04 |
| EP0190693A3 (en) | 1986-11-26 |
| CN86100836A (zh) | 1988-02-10 |
| EP0300513A3 (en) | 1989-05-10 |
| US4668852A (en) | 1987-05-26 |
| DE3688888T2 (de) | 1993-11-18 |
| EP0300513B1 (en) | 1993-08-11 |
| DE3666921D1 (en) | 1989-12-21 |
| BR8600458A (pt) | 1986-10-21 |
| EP0300513A2 (en) | 1989-01-25 |
| EP0190693B1 (en) | 1989-11-15 |
| JPS61181560A (ja) | 1986-08-14 |
| DE3688888D1 (de) | 1993-09-16 |
| EP0190693A2 (en) | 1986-08-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1006534B (zh) | 电弧喷涂系统 | |
| CA2292240C (en) | Arc thermal spray gun extension with conical spray | |
| EP0938932B1 (en) | Arc thermal spray gun and gas cap therefor | |
| US6091042A (en) | Arc thermal spray gun extension and gas jet member therefor | |
| CA1256692A (en) | Electric arc spray metalizing apparatus | |
| US5044564A (en) | Electrostatic spray gun | |
| US3583632A (en) | Electrostatic spray coating apparatus | |
| AU643192B2 (en) | Electrostatic rotary atomizing liquid spray coating apparatus | |
| CA1091920A (en) | Electrostatic spray coating gun | |
| EP0114064B1 (en) | Nozzle assembly for electrostatic spray guns | |
| US4853513A (en) | Arc spray gun for coating confined areas | |
| US4937417A (en) | Metal spraying apparatus | |
| US6663013B1 (en) | Arc thermal spray gun apparatus | |
| EP0132063A1 (en) | Electrostatic spraying | |
| US20030006321A1 (en) | Tubular voltage multiplier powder gun | |
| JPH0673642B2 (ja) | 導電性被覆液用吹付け被覆装置 | |
| SU1058629A1 (ru) | Распылительна головка электродугового металлизатора | |
| RU2001693C1 (ru) | Устройство дл нанесени токопровод щих покрытий | |
| CN113510346A (zh) | 焊枪及焊接方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C13 | Decision | ||
| GR02 | Examined patent application | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C53 | Correction of patent for invention or patent application | ||
| COR | Change of bibliographic data |
Free format text: CORRECT: PATENTEE; FROM: THE PERKIN-ELMER CORP. TO: SAIZE MAITUOKE(USA) CO., LTD. |
|
| CP03 | Change of name, title or address |
Address after: American New York Patentee after: Sulzer Metco (US) Inc. Address before: Connecticut, USA Patentee before: The Perkin-Elmer Corp. |
|
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |