CN1181945C - 在焊接、切割和加热设备中使用的电源设备 - Google Patents
在焊接、切割和加热设备中使用的电源设备 Download PDFInfo
- Publication number
- CN1181945C CN1181945C CNB011101512A CN01110151A CN1181945C CN 1181945 C CN1181945 C CN 1181945C CN B011101512 A CNB011101512 A CN B011101512A CN 01110151 A CN01110151 A CN 01110151A CN 1181945 C CN1181945 C CN 1181945C
- Authority
- CN
- China
- Prior art keywords
- voltage
- power
- input
- signal
- output
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02M—APPARATUS FOR CONVERSION BETWEEN AC AND AC, BETWEEN AC AND DC, OR BETWEEN DC AND DC, AND FOR USE WITH MAINS OR SIMILAR POWER SUPPLY SYSTEMS; CONVERSION OF DC OR AC INPUT POWER INTO SURGE OUTPUT POWER; CONTROL OR REGULATION THEREOF
- H02M1/00—Details of apparatus for conversion
- H02M1/42—Circuits or arrangements for compensating for or adjusting power factor in converters or inverters
- H02M1/4208—Arrangements for improving power factor of AC input
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K13/00—Welding by high-frequency current heating
- B23K13/08—Electric supply or control circuits therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/10—Other electric circuits therefor; Protective circuits; Remote controls
- B23K9/1006—Power supply
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/10—Other electric circuits therefor; Protective circuits; Remote controls
- B23K9/1006—Power supply
- B23K9/1043—Power supply characterised by the electric circuit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/10—Other electric circuits therefor; Protective circuits; Remote controls
- B23K9/1006—Power supply
- B23K9/1043—Power supply characterised by the electric circuit
- B23K9/1056—Power supply characterised by the electric circuit by using digital means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23K—SOLDERING OR UNSOLDERING; WELDING; CLADDING OR PLATING BY SOLDERING OR WELDING; CUTTING BY APPLYING HEAT LOCALLY, e.g. FLAME CUTTING; WORKING BY LASER BEAM
- B23K9/00—Arc welding or cutting
- B23K9/10—Other electric circuits therefor; Protective circuits; Remote controls
- B23K9/1006—Power supply
- B23K9/1043—Power supply characterised by the electric circuit
- B23K9/1056—Power supply characterised by the electric circuit by using digital means
- B23K9/1062—Power supply characterised by the electric circuit by using digital means with computing means
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02M—APPARATUS FOR CONVERSION BETWEEN AC AND AC, BETWEEN AC AND DC, OR BETWEEN DC AND DC, AND FOR USE WITH MAINS OR SIMILAR POWER SUPPLY SYSTEMS; CONVERSION OF DC OR AC INPUT POWER INTO SURGE OUTPUT POWER; CONTROL OR REGULATION THEREOF
- H02M1/00—Details of apparatus for conversion
- H02M1/0003—Details of control, feedback or regulation circuits
- H02M1/0006—Arrangements for supplying an adequate voltage to the control circuit of converters
-
- H—ELECTRICITY
- H02—GENERATION; CONVERSION OR DISTRIBUTION OF ELECTRIC POWER
- H02M—APPARATUS FOR CONVERSION BETWEEN AC AND AC, BETWEEN AC AND DC, OR BETWEEN DC AND DC, AND FOR USE WITH MAINS OR SIMILAR POWER SUPPLY SYSTEMS; CONVERSION OF DC OR AC INPUT POWER INTO SURGE OUTPUT POWER; CONTROL OR REGULATION THEREOF
- H02M1/00—Details of apparatus for conversion
- H02M1/0067—Converter structures employing plural converter units, other than for parallel operation of the units on a single load
- H02M1/007—Plural converter units in cascade
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/10—Greenhouse gas [GHG] capture, material saving, heat recovery or other energy efficient measures, e.g. motor control, characterised by manufacturing processes, e.g. for rolling metal or metal working
Abstract
本发明涉及在焊接、切割和加热中使用的电源设备,含有一输入电路、前置调节器、输出电路、前置调节器的控制器和控制电力电路。输入电路接收某一输入频率和某一输入电压的输入电力,并向前置调节器提供其频率大小与输入频率大小相响应的信号。前置调节器则向输出电路提供直流电信号,该直流电信号的电压大小与输入电压大小无关。输出电路输出电力信号,该信号具有与输入频率无关的输出频率和一个与输入电压无关的输出电压。前置调节器的控制器与该前置调节器相连接,并从控制电力电路接收电力信号,该控制电力电路则由该直流电信号获得电力,并提供给控制器,这个控制电力信号的电压大小与输入电压大小无关,其频率大小与输入频率大小无关。
Description
技术领域
本发明一般是涉及一些电源设备。较特别地,本发明是涉及在焊接、切割和加热中使用的一些电源设备。
背景技术
一些电源设备通常要把某一电力输入转换成为适合于某一特定应用所需要或所要求的电力输出。在某些焊接应用中,那些电源设备通常所接收的是一个高电压交流电流(VAC)信号,并提供一个高电流输出的焊接信号。遍及全世界,公用事业所使用的那些电力供应(一些正弦型电压)可以是200/208伏、230/240伏、380/415伏、500伏和575伏。这些电力供应可以是单相或三相的,而且可以是50或60赫(Hz)。其它一些在采矿和地铁中用的电力供应,可以是直流电(DC)。此外,电力也可以用一些发电机来提供,这些发电机是用来提供具有这样一些电压和频率的电力,或具有其它一些电压或频率的电力,或直流电电力。
那些焊接电源设备接收这样的一些输入,并产生电压大约为10-40伏的直流高电流的焊接输出。相当大的一部分电力是发送给焊接电弧,使该焊接电弧产生足够的热而来熔化金属和建立焊接。一些切割用的电源设备接收这样的一些输入并产生电压大约为80伏的直流高电流的切割输出。一些感应加热电源设备接收这样的一些输入并产生电压大约为200伏的交流高电流的加热输出。由于焊接、加热和切割都需要一些相类似的高电力输出,焊接型电源设备或电力供应设备,如在此处所用者,其中包含某些焊接、等离子体以及感应加热电源设备或电力供应设备。焊接型电力,如在此处所用者,即指焊接、等离子体或加热电力。
给定各种不同的公用事业和发电机的电力输入,要求焊接/等离子体/加热电力供应设备,对某一宽广范围电力输入的任何一种都能够接收。一些障碍必须克服,才能容许一电力供应设备接收多种输入电压。第一,该电力线路必须能够接收所期望的一些电压大小和频率,而且还仍然可提供所需要的输出电压。第二,不论所输入的电压是如何,还必须能提供所需要的控制电压。此外,当配备有副电力设备(auxpower)(例如供某些工具等用)时,则不论输入的电压和频率是如何,还必须能提供所需要的输出电压和频率(例如于具有60赫频率的110伏交流电)。
早期的一些电力供应设备,是使变压器具有与每个所需要的电压相对应的一些分接头(tap)来克服这些障碍。这些分接头是由用户加以选择,对每个输入电压把电力供应设备用人工进行再连接。这不但花费时间,而且还要求用户打开电力供应设备。错误的连接电源设备的操作,其结果可能造成人身受伤害,断电或电力不足。
已有技术的焊接电源设备,是在人工连接基础上提供一种自动连接装置来加以改进。例如在美国第5,319,533号专利中所述的米勒型电气自动连接装置(Miller Electric Autolink),于此一并提出以供参考,当此类自动连接装置首次接通时即对输入电压进行测试,并对所检测到的输入电压自动地设置适合的连接。电力供应设备含有两个接成并联(例如对于230伏)或串联(例如对于460伏)的变换器。如此的一些布置,一般是使得有两种电压连接的可能性。可是,较高的电压必须为较低电压的两倍。因此,这样一种电源设备不能连接至电压从230-460伏到380-415伏或575伏的电力供应。
另一种已有技术的电力供应设备,其电源设备在宽广范围内接收电力的能力方面有显著的改进。该种电力供应设备于在1994年11月18日提出申请、申请号为08/342,378、标题为“在焊接电源设备中接收通用输入电压用的方法和设备”(Method And Apparatus For Receiving AUniversal Input Voltage In A Welding Power Source)并于在1997年2月11日颁发的美国第5,601,741号专利中有所叙述,而且其专利权为本发明的受让人所拥有。美国第5,601,741号专利中所述的电力供应设备在商业上实现为米勒型Omniline电力供应装置(Miller Omnilinepowersupply)设备。
美国第5,601,741号专利的焊接/等离子体/加热电力供应设备(于此一并提出以供参考),含有一个输入级,一个前置调节器级,和一个输出级。此外,还有一个控制器(带有一个电源设备)对电力供应设备进行控制,以产生所需要的输出。供控制器用的电力供应设备于此处称为辅助电力供应设备(auxiliary power supply)。可是,本发明还含有一个供工具等用的电力输出,它常常也被称之为辅助电力输出(auxiliary power output)。因此,为了避免混淆,此处将把那些供工具用的电力输出称之为副电力(aux power),而把供控制用的电力称之为控制电力。
通常,米勒型Omniline电力供应设备的输入级接收交流电公用事业或发电机的电力,并对该电力进行整流而提供一个初级直流电信号。该经过整流的直流电信号被提供给含有一个升压变换器(boostconverter)的前置调节器。该升压变流器把该经过整流的直流电信号电压升高,来建立一条直流总线。输出级含有一个逆变器(inverter)、一个变压器和一个整流器,从该总线来建立焊接、切割或加热电力(焊接型电力)。
因为直流总线(由于升压变换器的作用)被建立,然后逆变换(invert)产生输出电力,该输出电力的电压和频率则与输入的电压和频率无关。这就容许使用在一宽广范围的一些输入电压和输入频率。
可是,供控制器用的电力是通过把输入电压变压后而获得。故控制电力电路决定了所进入的电力的大小,并连接变压器上的那些分接头来获得所需要的控制电力。由于所需要的控制电力量相对比较小,因此控制电力变压器也相对比较小。从而当某一宽广范围的输入电力是可接收时,则输入也必须有足够的大小以便使得对所选择的分接头的控制电压也是可接收的。
因此Omniline电力供应设备,通过对一个其大小与输入电压无关的直流总线进行逆变换来提供所需要的输出电压。另外,Omniline电力供应设备还可通过选择变压器上的分接头,来建立控制电力。这便容许在一宽广范围的输入电压可被使用,但此时仍要求输入电压具有适当的大小,以便把它变压成为控制电压。另外,该项已有技术并不提供其电压和频率与输入电压和频率无关的副电力设备(供一些工具用)。
发明内容
因此,就需要能接收任何共用的输入电压或频率的焊接电源设备。最好,这对于焊接电力输入和控制电力输入无须任何交连就能实现。另外,还需要具有这样一种焊接电源设备,它能产生其电压和频率与输入电压和频率无关的副电力和焊接电力。
本发明提供的在焊接、切割和加热设备中使用的电源设备,它包括:
一个输入电路,构造得能接收具有某一输入频率和某一输入电压的输入电力信号,并提供一个其频率大小与频率输入大小相响应的初级信号;
一个前置调节器,构造得能接收该初级信号并提供一个直流电第二级信号,该直流电第二级信号的电压大小与输入电压大小无关;
一个输出电路,构造得能接收该直流电第二级信号并提供一个焊接型输出电力信号,该焊接型输出电力信号具有一个与该输入频率无关的输出频率并具有一个与该输入电压无关的输出电压;
其特征在于:还包括一个前置调节器的控制器,它与该前置调节器相连,而且还具有一个控制器的电力输入;以及
一个控制电力电路,构造得能接收该直流电第二级信号并提供一个控制电力信号给控制器,此处的控制电力信号的电压大小与该输入电压大小无关,其频率大小与输入频率大小无关。
按照本发明的第一方面:焊接型电源设备应有能力接收某一范围的一些输入电压和频率。它含有一个输入电路,一个前置调节器,一个输出电路,一个前置调节器的控制器、以及一个控制电力电路。所述的输入电路,构造得能接收具有某一输入频率和某一输入电压的输入电力信号,并提供一个其频率大小与输入大小相响应的初级信号;所述的前置调节器,构造得能接收该初级信号并提供一个直流电第二级信号,该直流电第二级信号的电压大小与输入电压大小无关;所述的输出电路,构造得能接收该直流电第二级信号并提供一个焊接型输出电力信号,该焊接型输出电力信号具有一个与该输入频率无关的输出频率并具有一个与该输入电压无关的输出电压;所述的前置调节器的控制器,它与该前置调节器相连,而且还具有一个控制器的电力输入;以及所述的控制电力电路,构造得能接收该直流电第二级信号并提供一个控制电力信号给控制器,此处的控制电力信号的电压大小与该输入电压大小无关,其频率大小与输入频率大小无关。
在一个实施例中,输入电路含有一个整流器。
前置调节器的大小大于初级大小,并且该前置调节器包含一个可具有多种不同选择方案的升压变换器(boost converter)。该升压变换器可含有一个慢电压通断的开关(slow voltage switched switch)和一个慢电流通断的开关(slow current switched switch)。
输出电路含有一个逆变器,该逆变器可以包含一个具有其他多种选择方案的通断缓冲器(snubber)。
在另外的一些实施例中,前置调节器的大小大于控制电力大小,而且/或控制电力电路含有一个反向变换器(buck converter,)。
按照本发明的第二方面:一种由某一范围的一些输入电压和频率来提供焊接型电力的方法,它包含接收一个具有某一输入频率和某一输入大小的输入电力信号。从而提供一个初级信号,它具有一个与输入大小相响应的大小。该初级信号被变换为一个直流第二级信号,它具有与输入大小无关的第二级大小。从该直流电第二级信号所获得的一个焊接型电力信号,具有一个与输入频率无关的输出频率,并还具有一个与输入电压无关的输出电压。该直流电第二级信号被变换成为控制电力,它具有一个与输入大小无关的控制电力大小。
在一个实施例中,输入信号被整流。
在其它一些实施例中,第二级大小大于初级大小,而且把初级信号变换成为一个直流电第二级信号的变换还对该初级信号进行升压变换。升压变换可以包含对一个开关进行慢电压通断和慢电流通断。
在不同的选择方案中,该输出电力信号是由逆变换直流电第二级信号来提供,而且/或使用一个可通断的缓冲器。
在另外的某些选择方案中,第二级大小大于控制电力大小,而且/或把直流电第二级信号变成控制电力的变换还包含将该直流电第二级信号进行反向变换。
按照本发明的第三方面:一种有能力接收某一范围的一些输入电压和频率的焊接型电源设备,它包含一根直流电总线。一个输出电路接收该直流电总线,并提供一个焊接型输出电力信号。该输出电力在电压和频率方面皆与输入电力无关。一个控制器与该输出电路相连接。供控制器用的电力则通过一个控制电力电路从该直流电总线而来。
按照本发明的第四方面:一种由某一范围的一些输入电压和频率来提供焊接型电力的方法,它包含接收一根直流总线,和提供其大小与该直流电总线大小无关的焊接型电力、但该电力仍是从该直流电总线来获得。直流总线亦转换为控制电力,其大小与直流总线大小无关。
按照本发明的第五方面:一种由某一范围的一些输入电压和频率来开始提供所预定的焊接型电力的方法,它包含接收一个输入电力信号和提供一个其大小与该输入电力大小相响应的初级直流电信号。一个其大小小于初级直流电大小的第二级直流电电压,是从该初级直流大小而获得。一个控制变换器则由该第二级直流电电压来控制,使该控制变换器产生一个控制直流电电压。一个输出变换器由该控制直流电电压来控制,以产生一个输出信号。
附图说明
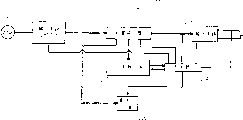
图1为按照本发明所构造的一个焊接电力供应设备的框图;
图2为图1的前置调节器的一个实施例的电路图;
图3为用于图1输出电路的一个带有可通断的缓冲器(switchedsnubber)的变换器的一个实施例的电路图;
图4为控制电力电路和图1控制器的一些部分的一个实施例的电路图;以及
图5为副电力电路和图1控制器的一些部分的一个实施例的电路图。
具体实施方式
在对本发明的至少一个实施例详细地作说明之前,应理解本发明并不局限于它在一些构造细节上的应用,而且也不局限于以下说明中所陈述的或在附图中所说明的那些零部件的布置。本发明可能还有其它一些实施例,或可能以各种不同的方法来实行或实现。另外,还应理解此处所用的术语和用语是为了叙述的目的,而且不应认为是具有限制性的。凡是相同的零部件皆用相同的参考号码来指明。
虽然本发明将参照某一特定的具有一些特定的零部件、而且在某一特定环境中使用的电力供应设备来进行说明,但在一开始就必须理解,本发明还可用其他一些电力供应设备,部件来实现以及用于其他一些环境中。
现在参考图1,一个焊接电源设备100含有一个输入电路101,一个前置调节器102,一个输出电路103,一个控制器104,一个控制器电力供应设备105,以及一个副电力供应设备106。
输入电路101接收公用事业或发电机的电力,并向前置调节器1 02提供一个信号。在本优先实施例中,该输入为交流电,而且该输入电路含有一个整流器和电容器组(rectifier and capacitor bank)。因此,该输入电路的输出是一个其频率为输入频率两倍的直流电(单极的)信号。在其他一些实施例中,输入电路101是由其它一些零部件所组成。
前置调节器102从输入电路101接收信号,并提供预调节信号。在本优先实施例中,前置调节器102含有一个升压变换器,并把该经过整流的信号升压为直流总线(约800伏直流电)。前置调节器102是被加以控制,无论输入的情况如何,该直流电总线的电压均约为800伏。因此该直流电总线的电压与输入(电压)大小无关。(如于此处所使用的,当第二级电压的大小被控制得成为一个不与初级电压成正比的值、或不是初级电压的一个函数时,第二级电压是与初级电压无关)。此外,该直流总线的频率(大致为零,但带有脉动)是与输入的频率无关。(如于此处所使用的,当第二级电压的大小被控制得成为一个不与初级电压成正比的值、或不是初级电压的一个函数时,第二级电压则与初级电压无关)。
在其它一些实施例中,前置调节器102含有一些其它型式的变换器,例如一个逆变器,一个串联共振变换器等等。变换器,如于此处所用的,包含一个电力电路,它接收或提供一个交流电或直流电信号,并把它变换成其它的交流电或直流电信号,或变换成具有不同的频率。逆变器,如于此处所用的,包含一个电力电路,它接收或提供一个直流总线信号,而该直流总线信号则被逆变换成为一个交流电信号。
如果一个直流电输入信号被接收到,输入电路101则简单地把该直流电信号传到前置调节器102,或者全被略去。如果该直流电输入信号具有足够的大小,前置调节器102可以简单地传送,提供一个直流电输入作为直流电总线,或者全被略去。
输出电路103接收该直流电总线,并提供一个适合于焊接/加热/切割的输出。在本优先实施例中,输出电路103含有一个逆变器,一个随于其后的变压器,一个随于其后的整流器以及一个输出电感器。该输出电力也和该直流电总线和输入信号的频率以及电压无关。在其它一些实施例中,输出电路103是由其它一些零部件所组成,并提供一个交流电或直流电输出。
控制器104含有一个类似于在已有技术中所知道的电路系统,并引起升压和一些逆变器开关对反馈和一个设定点(setpoint)(例如:对于升压变换器为800伏电压以及对于输出逆变器的用户设定点)相响应地进行通断。
控制电力是利用控制器电力供应设备105来提供给控制器的。在本优先实施例中,控制器电力供应设备105是从前置调节器102的输出获得电力。控制器电力供应设备105含有一个把直流800伏降为直流15伏的反向变换器。控制器电力供应设备输出的大小和频率因此和直流电总线以及输入电力无关。容易看出,一旦有800伏的直流总线存在,则控制电力即可容易地从该总线,而不需要从一个控制电力变压器来获得,而且对任何输入电压和频率都可接收。因此,例如调整变压器的那些分接头,不需要实行连接。
控制前置调节器102,输出电路103和控制器电力供应设备105的电路系统,由于它们的公共性能(控制性能),而集中在一起地称之为控制器104。可是在实践中,它们可以形成为一些各异和远离设置的电路,它们可以共用电路系统,它们可以驻留在一个公共的微处理器或DSP(DSP=Digital Signal processor=数字信号处理器)内,而且它们可以分享那些控制信号和反馈。
启动时的一个潜在的困难,是控制器电力供应设备105内的反向变换器的开关被控制器104进行控制的结果:在控制器使得升压变换器的开关通断之前,该800伏直流电总线建立不起来,但该控制器不能控制该开关,一直要等到它具有电力,并且供控制器用的电力又要从该直流电总线来获得。
在本优先实施例中,这个困难被克服了,因为即使在升压变换器开始通断来建立该800伏直流电总线之前,该直流总线即将具有与经整流过的输入电压大小相同的电压,它通常最少具有110伏均方根值(rms)。由于反向变换器把该总线的电压降低到直流电15伏,即使大小相对比较低的输入电压(例如110伏交流电)也足以建立控制器电力。此外,供反向变换器用的控制电力是从一个15伏浮动电源设备,利用从该总线流出的电流来获得。
该启动的前后次序将在下面作详细的叙述,但一般是如下所述。在启动时,直流电总线,通过一个预先充电电阻器迅速地升高到整流后的输入电压。该预先充电电阻器于该总线充电后即被旁路。从该总线流出的来的电流,对一些为反向变换器的控制器提供电力的电容器进行充电。反向变换器的控制器对该反向变换器进行控制,使之产生15伏的直流电力用于控制器104的所有部分。控制器104对前置调节器102内的升压变换器进行控制,使得经整流过的输入升压并产生一个800伏直流电总线。因此,该800伏直流电总线被建立,并能在用户开始焊接时向输出电路103提供电力。
另外,副电力供应设备106包含一个逆变器,并产生一个合成的副电力,即处于所需输出频率的所需输出电压(例如60赫的110伏交流电)。控制器104还对副电力供应设备106进行控制。
采用在(美国)第5,601,741号专利所示的电路系统(并与在其附图内具有相同号码的那些特点相对应)即可使输入电路101,前置调节器102,输出电路103以及对它们进行控制的控制器104的一些部分均可被实现。可是,多种电路也可用来实现本发明的这个部分,而其细节此处将不详细地叙述。
在另一实施例中,为前置调节器而使用了一种特别的开关电路,因为它提供效率高的慢电压通断和慢电流通断。该电路在标题为《具有低损失通断的电力变换器》(Power Converter With Low lossSwitching)、于1998年7月9日提出申请、而且其权利属本发明的发明人所有的(美国)专利申请第09/111,950号的专利申请书中曾予叙述。这里所用的慢电压/电流转变(transition)或通断(SVT=Slow VoltageTransition=慢电压的转变和SCT=Slow Current Transition=慢电流转变),是指当开关通断时,这些转变使电压或电流的升高是被放慢的转变(但不是保持为零)。
在本优先实施例中用来实现前置调节器102的电路(连同输入电路101和电压源109在一起)示于图2中。图2的实施例使用一根90-250伏交流电力线作为输入电压109。输入电路101含有一些二极管D60、D70、D80和D9,这些二极管对输入电压进行整流来提供一个单极性正弦型输入电压。
当输入电压为正弦型,前置调节器102的功率因数修正部分(下而将叙述)起最佳的作用,虽然它可能是另一种交变输入。因此,在一个实施例中配备一个电容小的(10微法)电容器(图中未示出)跨接在输入整流器上来使输入线路电压平滑。
经过整流的输入电压被施加在升压电感器L10(750微亨)上,生压电感器与升压开关Z1(最好为一个IGBT)相连形成一个升压变换器。一个反并联的二极管D50跨接在开关Z1上,以便在一些转变时保护开关Z1。提供无损失通断的电路部分,包含一个缓冲器电感器L2(3.9微亨),一对电容器C100(1微法)和C200(0.068微法),以及一些二极管D10、D20、D30和D40。开关Z1以所知的方式被通断,以致无论输入的电压是如何,前置调节器102的输出均为所需要的电压。该输出被提供跨接在一个电容器C50(2000微法)上,而电容器C50则为下级变换器提供一个稳定的电压源(在本实施例中为200伏)。此外,电容器C50可防止电压上升到危险的高压和防止开关Z1被损坏。
前置调节器102提供功率因数修正的部分是一个功率因数修正电路204(图2),而且一般地检测输入电压的波形,并使电流波形与线电压的波形相一致。这就提供一个非常接近于1的功率因数,在本优先实施例中为0.99。功率因数修正电路204可以用一个集成电路,例如一个UC3845或一个ML4831型号的集成电路来实现,或者用一些如上面提供参考的《具有低损失通断的电力变换器》中所示的那些零部件来实现,于此一并提出以供参考。
功率因数修正电路204把从输入电路101、前置调节器102所送出的输出电压,和从前置调节器102(利用一个CT,CT=CurrentTransformer=电流互感器)所送出的输出电流接收来作为一些输入。因为前置调节器102的频率(25千赫)比线频率(60赫)高得多,故前置调节器的电流可通过检测输入电压的形状,而来对输入线电压的形状进行跟踪,以及控制与输入电压的形状相响应的输入电流。
输出电路103可包含一个常规的逆变器,一个输出变压器,一些输出整流器,以及一个如(美国)第5,601,741号专利中那样的输出电感器。可是,在一个实施例中,该逆变器是一个可被通断的缓冲器,如在《具有低损失通断的电力变换器》中所述,和如图3中所示。
用可被通断的缓冲器来实现的逆变器,包含一个直流电电压源1501,一对带有两个反并联的二极管1503和1505的开关1502和1504,一对电容器1507和1508(1410微法),一个变压器1509,一个电容器1512(0.099微法),一个含有二极管1510和1511的输出整流器,以及输出电感器1513。
电容器1512跨接在变压器1509上由开关1502和1504来进行通断。开关1402和1403用于软通断的开关1502和1504。开关1402和1403不需要任何特殊的定时,并于有效的50%工作循环(duty cycle)情况随同主时钟(main clock)运行。例如,开关1502和1402一起接通,从而开关1502把电流发往变压器1509,此时开关1402不做任何事。当开关1502断开,而开关1402仍保持接通时,而且电流经过开关1402和二极管1405被引导至电容器1512时,因此给SVT(慢电压转变)断开。开关1402于转变后断开,二极管1405则防止电流从电容器1512回流。这通过利用开关1502和1402以及二极管1405以补偿的形式发生。因此该电路提供全波变压器的用途,PWM(PWM=Pulse-Width Modulation=脉冲宽度调制)控制,无额外电路系统的、完全的电容器平衡控制,以及带SVT的一些开关的高效率使用。另一个实施例,则包含使用一个全电桥型缓冲器。
用来控制该通断缓冲器的特定电路系统可以是常规的控制电路系统,如在《具有低损失通断的电力变换器》中所述及的那样。
一个用来实现控制器电力供应设备105的电路,以及对控制器电力供应设备105进行控制的控制器104的一部分均被示出。在本优先实施例中,控制器电力供应设备105包含一个反向变换器,而且包含一个开关401,一个自由转向的二极管403(freewheeling diode)和一个以常规反向布置而构成的反向电感器L1,以及一个电阻器404(0.5欧)。
在本实施例中,控制反向变换器(或调节器)的电路系统也示在图4上,并为控制器104的一部分。一位熟练于本技术的人士将迅速地认识到,该控制电路系统可与控制前置调节器102和输出电路103的控制器104的一部分位于相同的控制板上,或者把它布置在远离该处的地方,例如控制器电力供应设备105用的PC(PC=Printed Circuit=印刷电路)板上。
一般,反向变换器是这样受到控制,使在启动时,电流从直流电总线流出来对一个电容器进行充电,从而提供足够的电力来通断反向开关。跨接在电容器上的电压为浮动电压(floating voltage),并足够操作反向变换器的控制电路系统。该控制电路系统使反向开关重复地通断,而来建立一个约为15伏直流电的控制电力。该15伏直流电然后用来使其余的控制电路得到电力。
更特别地,当电力供应设备被接通时,直流电总线将具有一个和输入的、经过整流的信号的峰电压(peak voltage)相等的电压(例如,对于一个具有140伏均方根值的输入,约为直流200伏)。从总线流出的电流经过一对电阻器R5(150千欧)和R4(150千欧)来对一对电容器C5(0.1微法)和C2(100微法)进行充电。跨接在C2和C5上的电压被称为BUCK-COM和BUCK+15V,而且对于控制反向变换器的电路系统是一个浮动的电压供应设备(floating voltage supply)。适当地选择电阻器R5和R4(以及以下所述的其它一些零部件)的电阻值,可决定直流总线上用来操作反向变换器的控制电路系统所需要的最小电压。在本优先实施例中,该最小电压不高于对110伏交流电进行整流所得到的电压。
当跨接在电容器C5和C2上的电压大约达到11.7伏时,开关Q1即接通。开关Q1被用来使反向变换器的逻辑或控制电路系统能够(或不能够)工作。当横跨在电容器C2和C5上的电压小于11.7伏时,开关Q1断开,并使逻辑电路不能工作。一个电阻器R2(10千欧),一个电阻器R3(100千欧)以及一个齐纳二极管(zener diode)与开关Q1结合起来建立接通电压。因此,电阻器R3的电阻值也设定对控制反向控制器的电路系统进行操作所需要的最小电压。
逻辑电路系统含有许多“与非”门(NAND gate)U4A,U4B,U4C和U4D,以及结合一起的电路系统电容器C1(0.1微法)和C3(0.001微法),电阻器R6(20千欧),R7(332千欧)和R8(20千欧)。该电路系统控制许多并联的“非”门U3,它们的输出是经过一个电阻器R12(10欧)而送到反向开关401的基极的接通/断开信号。逻辑电路系统用的供应电压即为浮动的BUCK-COM/BUCK+15V的电压供应。
当那些“非”门U3的输出为1时,反向开关401接通,当那些“非”门U3的输出为0时,反向开关401断开。当它们的输入为0时,那些“非”门U3的输出为1,此时要求两个“与非”门U4D的输入均为1。
在启动时,于总线把BUCK-COM/BUCK+15V的电压供应设备充电达到11.7伏之前,开关Q1断开。因此,至“与非”门U4A的输入为0,并且“与非”门U4A的输出为1。该输出经过二极管D3以及电阻器R6和R7馈送到“与非”门U4B的输入销(input pin)2,而且“与非”门U4B的输出因此为0。“与非”门U4B的输出则被馈送到“与非”门U4A的输入销2,从而把“与非”门U4D的输出保持在高位(并保持开关401断开)。此外,在启动时,“与非”门U4C的输出为1,这是因为它的从两个“与非”门U4B的输入均为0。
当总线把BUCK-COM/BUCK+15V的电压供应充电达到11.7伏时,开关Q1接通,而且“与非”门U4A的输入销9变高位,从而使“与非”门U4A的输出变低位,并使“与非”门U4B的输出变高位,而且“与非”门U4D的输出(经过那些门U3)使得开关401接通。此外,当“与非”门U4A的输出变为0时,电容器C3经过电阻器R7放电(带有相对比较长的RC时间常数,R=Resistance=电阻,C=Capacitance=电容)。当电容器C3已放电,“与非”门U4B的输出变为1,致使“与非”门U4D的输出变为0,反向开关401接通。
该组合的电路系统使得逻辑锁闭,一直到“与非”门U4A的输入销8变为0。这个情况的发生,是由于当开关401接通时,经过电感器L1的电流增加,利用一对电阻器R11(2千欧)和电阻器R10(100千欧)以及一个电容器C4(0.001微法)把开关Q3接通。当开关Q3被接通,“与非”门U4A的输入销8为0并且“与非”门U4D的输出为1,致使(最后地)“与非”门U4B的输出变为0,“与非”门U4C的输出变为1,而且“与非”门U4D的输出变为1,开关401断开。
使开关401通断的过程是被重复的,并于所需要的15伏直流电总线在一对输出PRECOM和PRE+15V上被建立后受到限制。电流经过电感器L1将一对电容器C13和C14(2200微法)充电。输出PRECOM和PRE+15V被连得跨接在电容器C14和C14上,因此,当它们已被充电达标到15伏时,就提供所需要的控制电力。一个齐纳(稳压)二极管D8防止跨接在PRECOM和PRE+15V上的电压变高。
当跨接在输出PRECOM和PRE+15V上的电压达到15伏时,一个电阻器R13(1千欧),一对齐纳(稳压)二极管D5和D2(6.8伏),一个光隔离器OC3,以及一个电阻器(1兆欧)对反向开关401的接通加以限制。当跨接在二极管D5和D2以及光隔离器OC3上的电压降达到15伏时,光隔离器OC3接通,把“与非”门U4B的一些输入拉高,断开开关401。
在图5中示出一个用来实现副电力供应设备106的电路,以及控制副电力供应设备106的控制器的一部分。一位熟悉本技术的人士将迅速地认识到,该控制电路系统可以作为控制前置调节器102和输出电路103的控制器104的一部分而位于同一控制板上,或者可以位于远离该处的地方,例如在控制器电力供应设备106用的PC板上。
在本优先实施例中,副电力供应设备106含有一个逆变器,并非常像电动机驱动,或典型的交流逆变器电路那样进行运行(输出遵循一种高、零和负、零、高、零,…的模式)。在本优先实施例中,输出是一个60赫,575伏的综合交流电供应(与800伏总线的大小有关)。该575伏供电可以被变换为所需的大小。另一种情况,可以用不同的总线值、或利用把总线值抵消降低到某一所需的水平,把该大小控制到一个比较低的值。该经过调节的水平可预先设定,或由用户选择。此外,频率也可由用户选择(例如50或60赫)或预先设定。
逆变器含有4个开关501-505(原文如此,对照图5,显然505为504之误),它们被通断以便在一对输出AC/2和AC/1上产生交流电力。特别地,开关Q3和Q4正常情况都是闭合和自由转向的(当横跨输出AC/2和AC/1上没有施加电压差时)。通过把开关502接通和把开关504断开,AC1被提高(而AC/2被降低)。因此,传导路径是从总线经过开关502而到AC/1以及负载,并且然后从AC/2经过开关503而到大地(PRECOM)。相反地,通过把开关501接通和把开关503断开,使AC/1被降低(而AC/2被提高)。因此,传导路径是从总线经过开关501而到AC/2以及负载,并且然从AC/3经过开关504而到大地(PRECOM)。
图5上其余的电路系统为控制电路系统,并由PRECOM和PRE+15V提供电力。该电路系统以常规的方式运行而且含有驱动电路系统,一些电平移换器(level shifter),电流限制器,以及一个启动电路(enable circuit)。
那些开关的“门”驱动以某一常规方式运行,并包含一些电阻器R16(10欧),R17(5.11千欧),R18(1兆欧),R19(22.1欧),R20(10欧),R21(1兆欧),R22(5.11千欧),R23(22.1欧),R24(2千欧),R25(2千欧),R26(2千欧),R27(2千欧),R28(20千欧),R29(20千欧),R30(20千欧),和R31(20千欧);一些电容器C6(100微法),C7(0.1微法),C10(100微法)和C11(0.1微法);一些开关Q6,Q7,Q8,Q9,Q10和Q11;一些二极管D61和D7;以及一些光隔离器OC1和OC2。
闩锁电路系统对每一循环加以限制,并以常规的方式运行。该闩锁电路系统包含电平移换器U1A(40109);一些“门”U2A,U2B,U2C,U2D;一些电阻器R32(22.1千欧),R33(22.1千欧),R34(20千欧),R35(20千欧),R36(3.01千欧),R37(5.11千欧),R38(16千欧),R39(1千欧),和R40(20千欧);一个电容器C15(0.000微法)以及一对开关Q12和Q13。而且还配备有一对电平移换器U1B和U1C(40109)。
启动电路包含光隔离器OC4,一些电阻器R41(1兆欧)和R42(20千欧),以及电容器C16(0.1微法)。一个电压调节器电路包含电压调节器VR1,电容器C18(0.1微法),电容器C17(0.1微法)以及调节器VR1,并由反向调节器所生成的+15伏供应,产生一个经过调节的+5伏供应。
一个定时器电路来设定控制电路系统和副频率(aux frequency)用的时钟。该定时电路系统包含一个微处理器MPU1,电容器C19(22微微法)和电容器C20(22微微法),一个晶体振荡器Y1(4.096兆赫),以及一个电平移换器U1D。
这些零部件以某一已知的方式运行来产生575伏,60赫的输出。如上所述,该电路可被修改以容许用户来选择电压大小和/或频率。
对本发明可作多种修改,但它们仍然在本发明的设想范围内。因此,显然可见按照本发明已可提供一种方法和设备,它能根据任何典型的输入电压和频率来提供完全满足以上所陈述的那些目的和优点的焊接型电力。虽然本发明这里已联系一些特定的实施例加以叙述,但仍清楚可见,对那些熟练本技术的人士说来,显然本发明还会有很多选择方案,修改型和变型。为此,应把在所附权利要求的精神实质和宽广范围内的所有这样一些选择方案,修改型和变型都一揽子都包括在内。
Claims (9)
1.一种在焊接、切割和加热中使用的电源设备,它包括:
一个输入电路,构造得能接收具有某一输入频率和某一输入电压的输入电力信号,并提供一个其频率大小与输入频率大小相响应的初级信号;
一个前置调节器,构造得能接收该初级信号并提供一个直流电第二级信号,该直流电第二级信号的电压大小与输入电压大小无关;
一个输出电路,构造得能接收该直流电第二级信号并提供一个焊接型输出电力信号,该焊接型输出电力信号具有一个与该输入频率无关的输出频率并具有一个与该输入电压无关的输出电压;
其特征在于:还包括一个前置调节器的控制器,它与该前置调节器相连,而且还具有一个控制器的电力输入;以及
一个控制电力电路,构造得能接收该直流电第二级信号并提供一个控制电力信号给控制器,此处的控制电力信号的电压大小与该输入电压大小无关,其频率大小与输入频率大小无关。
2.按权利要求1所述的在焊接、切割和加热中使用的电源设备,其特征在于:输入电路含有一个整流器。
3.按权利要求1所述的在焊接、切割和加热中使用的电源设备,其特征在于:其直流电第二级信号的电压大于初级信号的电压。
4.按权利要求3所述的在焊接、切割和加热中使用的电源设备,其特征在于:其前置调节器含有一个升压变换器。
5.按权利要求4所述的在焊接、切割和加热中使用的电源设备,其特征在于:其升压变换器含有一个慢电压通断开关和一个慢电流通断开关。
6.按权利要求3所述的在焊接、切割和加热中使用的电源设备,其特征在于:其输出电路含有一个逆变器。
7.按权利要求6所述的在焊接、切割和加热中使用的电源设备,其特征在于:该逆变器是一个可通断的缓冲器。
8.按权利要求3所述的在焊接、切割和加热中使用的电源设备,其特征在于:其直流电第二级信号的电压大于控制电力信号的电压。
9.按权利要求3所述的在焊接、切割和加热中使用的电源设备,其特征在于:其控制电力电路含有一个反向变换器。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US09/540,567 US6329636B1 (en) | 2000-03-31 | 2000-03-31 | Method and apparatus for receiving a universal input voltage in a welding plasma or heating power source |
| US09/540,567 | 2000-03-31 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1320502A CN1320502A (zh) | 2001-11-07 |
| CN1181945C true CN1181945C (zh) | 2004-12-29 |
Family
ID=24155998
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB011101512A Expired - Fee Related CN1181945C (zh) | 2000-03-31 | 2001-03-30 | 在焊接、切割和加热设备中使用的电源设备 |
Country Status (12)
| Country | Link |
|---|---|
| US (7) | US6329636B1 (zh) |
| EP (1) | EP1138429A3 (zh) |
| JP (1) | JP2001314967A (zh) |
| KR (1) | KR100882208B1 (zh) |
| CN (1) | CN1181945C (zh) |
| AU (1) | AU744897B2 (zh) |
| BR (1) | BR0101029A (zh) |
| CA (1) | CA2342039C (zh) |
| MX (1) | MXPA01003238A (zh) |
| NO (1) | NO20011642L (zh) |
| NZ (1) | NZ510219A (zh) |
| TW (1) | TW536439B (zh) |
Families Citing this family (115)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5968385A (en) * | 1997-05-19 | 1999-10-19 | Illinois Tool Works Inc. | Engine driven inverter welding power supply |
| US6329636B1 (en) * | 2000-03-31 | 2001-12-11 | Illinois Tool Works Inc. | Method and apparatus for receiving a universal input voltage in a welding plasma or heating power source |
| KR100878222B1 (ko) * | 2001-07-03 | 2009-01-13 | 삼성전자주식회사 | 액정 표시 장치용 전원 공급 장치 |
| US6642482B2 (en) | 2001-09-19 | 2003-11-04 | Illinois Tool Works Inc. | Welding-type system with robot calibration |
| US6617549B2 (en) | 2001-12-06 | 2003-09-09 | Illinois Tool Works Inc. | Method and apparatus for welding with restrike |
| US6747246B2 (en) * | 2002-03-04 | 2004-06-08 | Crandell, Iii John O. | Integrated mobile tool and welder power supply system |
| US6670574B1 (en) * | 2002-07-31 | 2003-12-30 | Unitek Miyachi Corporation | Laser weld monitor |
| US6909067B2 (en) | 2002-10-09 | 2005-06-21 | Illinois Tool Works Inc. | Method and apparatus for welding with CV control |
| US6801443B2 (en) * | 2002-11-19 | 2004-10-05 | Illinois Tool Works Inc. | Power supply with snubber circuit |
| JP3974538B2 (ja) * | 2003-02-20 | 2007-09-12 | 株式会社日立製作所 | 情報処理システム |
| US6995338B2 (en) | 2003-03-31 | 2006-02-07 | Illinois Tool Works Inc. | Method and apparatus for short circuit welding |
| US20040188403A1 (en) * | 2003-03-31 | 2004-09-30 | Kuiper Lori L. | Method and apparatus for short circuit welding with pulse gas |
| US6974932B2 (en) * | 2003-03-31 | 2005-12-13 | Illinois Tool Works Inc. | Method and apparatus for welding |
| US7078652B2 (en) * | 2003-05-02 | 2006-07-18 | Illinois Tool Works Inc. | Method and apparatus for welding with high frequency protection |
| US6974931B2 (en) * | 2003-05-07 | 2005-12-13 | Illinois Tool Works Inc. | Method and apparatus for pulse and short circuit arc welding |
| US6933466B2 (en) * | 2003-05-08 | 2005-08-23 | Illinois Tool Works Inc. | Method and apparatus for arc welding with wire heat control |
| TWI222779B (en) * | 2003-05-23 | 2004-10-21 | Delta Electronics Inc | L-D snubber for different type PFC circuit |
| US7049545B2 (en) | 2003-09-23 | 2006-05-23 | Illinois Tool Works Inc. | MIG welding machine having 115V inverter |
| US7684222B2 (en) * | 2004-03-24 | 2010-03-23 | Eaton Corporation | Power conversion apparatus with DC bus precharge circuits and methods of operation thereof |
| US7088081B2 (en) * | 2004-06-28 | 2006-08-08 | International Rectifier Corporation | High frequency partial boost power factor correction control circuit and method |
| US9956639B2 (en) | 2005-02-07 | 2018-05-01 | Lincoln Global, Inc | Modular power source for electric ARC welding and output chopper |
| US8581147B2 (en) | 2005-03-24 | 2013-11-12 | Lincoln Global, Inc. | Three stage power source for electric ARC welding |
| US8785816B2 (en) | 2004-07-13 | 2014-07-22 | Lincoln Global, Inc. | Three stage power source for electric arc welding |
| US8269141B2 (en) | 2004-07-13 | 2012-09-18 | Lincoln Global, Inc. | Power source for electric arc welding |
| US7202636B2 (en) * | 2004-08-10 | 2007-04-10 | Illinois Tool Works Inc. | Method and apparatus for charging batteries |
| US7446503B2 (en) * | 2004-08-10 | 2008-11-04 | Illinois Tool Works Inc. | Method and apparatus for charging batteries using a converter |
| US7307239B2 (en) * | 2004-11-19 | 2007-12-11 | Illinois Tool Works Inc. | Welding power supply with laminated bus |
| US7351932B2 (en) * | 2004-11-19 | 2008-04-01 | Illinois Tool Works Inc. | Method and apparatus for welding with voltage control |
| US9855620B2 (en) | 2005-02-07 | 2018-01-02 | Lincoln Global, Inc. | Welding system and method of welding |
| KR100785864B1 (ko) * | 2005-02-24 | 2007-12-21 | 이엔테크놀로지 주식회사 | 플라즈마 전원장치용 이그니션 전압 발생회로 |
| US9647555B2 (en) | 2005-04-08 | 2017-05-09 | Lincoln Global, Inc. | Chopper output stage for arc welder power source |
| US8304685B2 (en) * | 2005-04-14 | 2012-11-06 | Illinois Tool Works Inc. | System and method for converting welding power to plasma-cutting power |
| US8975558B2 (en) * | 2005-04-27 | 2015-03-10 | Lincoln Global, Inc. | Selector device for electric arc welder |
| FR2893787B1 (fr) * | 2005-11-22 | 2007-12-21 | Schneider Toshiba Inverter | Dispositif de correction de facteur de puissance pour variateur de vitesse |
| US10099308B2 (en) * | 2006-02-09 | 2018-10-16 | Illinois Tool Works Inc. | Method and apparatus for welding with battery power |
| US8704131B2 (en) * | 2006-03-31 | 2014-04-22 | Illinois Tool Works Inc. | Method and apparatus for pulse welding |
| US8134329B2 (en) * | 2006-04-13 | 2012-03-13 | International Rectifier Corporation | Buck converter with improved filter design |
| US8759716B2 (en) * | 2006-05-19 | 2014-06-24 | Illinois Tool Works Inc. | Method and apparatus for welding with limited term software |
| US20080083714A1 (en) * | 2006-09-13 | 2008-04-10 | Hypertherm, Inc. | Arc voltage estimation and use of arc voltage estimation in thermal processing systems |
| WO2008051820A2 (en) * | 2006-10-20 | 2008-05-02 | Swagelok Company | Dc arc start with universal input |
| US8664564B2 (en) * | 2007-05-04 | 2014-03-04 | Illinois Tool Works Inc. | Controlled harmonics power supply for welding-type system |
| US20080296276A1 (en) | 2007-05-31 | 2008-12-04 | Quinn William Schartner | Welding-Type Power Source with Integrated Open-Circuit Voltage Controller |
| US7795840B2 (en) * | 2007-09-12 | 2010-09-14 | Illinois Tool Works, Inc. | Battery charger with a planar bus |
| US9789559B2 (en) * | 2007-10-22 | 2017-10-17 | Illinois Tool Works, Inc. | System and method for controlling multiple processes in a welding-type power source using a refined controller architecture |
| KR100902641B1 (ko) | 2007-12-03 | 2009-06-15 | 대호용접기 주식회사 | 다중모드 인버터 용접기의 자동 전원 변환 장치 및 그 방법 |
| JP5260090B2 (ja) | 2008-03-10 | 2013-08-14 | 株式会社日立産機システム | 電力変換装置 |
| US9162310B2 (en) * | 2008-07-08 | 2015-10-20 | Illinois Tool Works Inc. | Enhanced power factor correction for welding and cutting power supplies |
| CN101848784A (zh) * | 2008-11-27 | 2010-09-29 | 松下电器产业株式会社 | 焊接装置 |
| US8115328B2 (en) * | 2009-01-30 | 2012-02-14 | Illinois Tool Works Inc. | Weld setting based engine-driven generator control system and method |
| US8125094B2 (en) * | 2009-01-30 | 2012-02-28 | Illinois Tool Works Inc. | Engine-driven generator speed control system and method |
| US8455794B2 (en) * | 2009-06-03 | 2013-06-04 | Illinois Tool Works Inc. | Welding power supply with digital control of duty cycle |
| US8546726B2 (en) | 2009-06-03 | 2013-10-01 | Illinois Tool Works Inc. | Systems and devices for determining weld cable inductance |
| US8604384B2 (en) | 2009-06-18 | 2013-12-10 | Illinois Tool Works Inc. | System and methods for efficient provision of arc welding power source |
| US20110011842A1 (en) * | 2009-07-19 | 2011-01-20 | Thomas Jose P | Method and apparatus for receiving a universal 3 phase input voltage in a welding power source |
| DE102009045689A1 (de) * | 2009-10-14 | 2011-04-28 | Endress + Hauser Conducta Gesellschaft für Mess- und Regeltechnik mbH + Co. KG | Messumformer |
| SE534975C2 (sv) * | 2009-10-16 | 2012-03-06 | Tsc Innovation Ab | Förfarande vid och anordning för installation och reparation av isolerade ledningsrör |
| US8309878B2 (en) * | 2009-12-30 | 2012-11-13 | Itt Manufacturing Enterprises, Inc. | Universal input power supply utilizing parallel power modules |
| US20120095941A1 (en) | 2010-02-11 | 2012-04-19 | Illinois Tool Works Inc. | Method and Apparatus For Welding Cost Calculator |
| US10239146B2 (en) | 2010-02-12 | 2019-03-26 | Illinois Tool Works Inc. | Method and apparatus for welding with short clearing prediction |
| US20110198319A1 (en) * | 2010-02-12 | 2011-08-18 | Illinois Tool Works Inc. | Method And Apparatus For Welding-Type Power With Real Time Clock |
| US20110198328A1 (en) * | 2010-02-12 | 2011-08-18 | Illinois Tool Works Inc. | Welding-Type System With USB Host |
| US20110202168A1 (en) * | 2010-02-12 | 2011-08-18 | Illinois Tool Works Inc. | Welding-Type System With Embedded Database |
| US20120006810A1 (en) * | 2010-07-09 | 2012-01-12 | GM Global Technology Operations LLC | Induction heating-assisted vibration welding method and apparatus |
| US9545687B2 (en) | 2010-12-17 | 2017-01-17 | Hobart Brothers Company | Spool gun adapter |
| US9789558B2 (en) | 2011-08-18 | 2017-10-17 | Illinois Tool Works Inc. | System and device operating using a welding power bus |
| US9839967B2 (en) * | 2011-11-08 | 2017-12-12 | Lincoln Global, Inc. | System and method for real-time computation and reporting of welding machine performance and metrics |
| US11179794B2 (en) * | 2012-06-29 | 2021-11-23 | Illinois Tool Works Inc | Welding system utilizing a distributed power bus |
| US11161193B2 (en) * | 2012-07-23 | 2021-11-02 | Illinois Tool Works Inc. | Method and apparatus for providing welding type power with flux balancing |
| US10112251B2 (en) * | 2012-07-23 | 2018-10-30 | Illinois Tool Works Inc. | Method and apparatus for providing welding type power |
| US9381592B2 (en) * | 2012-07-23 | 2016-07-05 | Illinois Tool Works Inc. | Method and apparatus for providing welding type power |
| US10500669B2 (en) * | 2012-07-23 | 2019-12-10 | Illinois Tool Works Inc. | Method and apparatus for providing welding type power with balanced bus |
| US9555494B2 (en) | 2013-03-04 | 2017-01-31 | Lincoln Global, Inc. | System and method for auxiliary power generator with selectable frequency |
| US9227262B2 (en) | 2013-03-11 | 2016-01-05 | Illinois Tool Works Inc. | Power source for reducing electromagnetic interference and power consumption |
| US10369651B2 (en) * | 2013-03-15 | 2019-08-06 | Illinois Tool Works Inc. | Method and apparatus for providing welding-type power and auxiliary power |
| US9093912B2 (en) | 2013-03-15 | 2015-07-28 | Illinois Tool Works Inc. | Method and apparatus for soft switching welding type power |
| US10207351B2 (en) | 2013-03-15 | 2019-02-19 | Illinois Tool Works Inc. | Method and apparatus for providing welding power |
| US9584024B2 (en) | 2013-06-24 | 2017-02-28 | Illinois Tool Works Inc. | Metal working power supply converter system and method |
| US9539661B2 (en) | 2013-06-24 | 2017-01-10 | Illinois Tool Works Inc. | Welding power supply extended range system and method |
| US10543549B2 (en) | 2013-07-16 | 2020-01-28 | Illinois Tool Works Inc. | Additive manufacturing system for joining and surface overlay |
| US10124435B2 (en) * | 2014-02-24 | 2018-11-13 | Lincoln Global, Inc. | Automatic control on auxiliary voltage for engine driven welder |
| US11185940B2 (en) | 2014-03-12 | 2021-11-30 | Illinois Tool Works Inc. | Systems and methods for controlling an output power of a welding power supply |
| US9925613B2 (en) | 2014-03-28 | 2018-03-27 | Hobart Brothers Company | Inverter-based generator and welding system |
| US10486270B2 (en) | 2014-04-07 | 2019-11-26 | Illinois Tool Works Inc. | System for determining inductance of a power cable |
| EP2940846B1 (en) * | 2014-04-29 | 2024-03-27 | Kone Corporation | A method of initiating a regenerative converter and a regenerative converter |
| EP3215297B1 (en) | 2014-11-07 | 2020-12-02 | Illinois Tool Works Inc. | Method and apparatus including a balanced dc bus for providing power in an arc welder |
| CN117335655A (zh) | 2014-11-07 | 2024-01-02 | 伊利诺斯工具制品有限公司 | 用于提供电弧焊机中的电力的包括通量平衡的方法和设备 |
| CN107112917A (zh) * | 2014-11-10 | 2017-08-29 | 依赛彼公司 | 多电压焊接装置 |
| US10449614B2 (en) | 2014-12-18 | 2019-10-22 | Illinois Tool Works Inc. | Systems and methods for solid state sensor measurements of welding cables |
| US10682722B2 (en) | 2014-12-18 | 2020-06-16 | Illinois Tool Works Inc. | Systems and methods for measuring characteristics of a welding cable with a low power transceiver |
| US10672967B2 (en) * | 2014-12-19 | 2020-06-02 | Illinois Tool Works Inc. | Systems for energy harvesting using welding subsystems |
| US20160175968A1 (en) | 2014-12-19 | 2016-06-23 | Illinois Tool Works Inc. | Method and apparatus for providing welding and auxiliary power |
| US9808881B2 (en) | 2015-03-03 | 2017-11-07 | Illinois Tool Works Inc. | Method and apparatus for providing welding and auxiliary power |
| US9876428B2 (en) * | 2015-05-13 | 2018-01-23 | Skyworks Solutions, Inc. | Circuits, devices and methods related to internal supply for voltage regulators |
| US10456851B2 (en) * | 2015-07-17 | 2019-10-29 | Illinois Tool Works Inc. | Welding system with potted circuit board and method of making thereof |
| US11014182B2 (en) | 2015-07-17 | 2021-05-25 | Illinois Tool Works Inc. | Method and apparatus for providing welding type power |
| US10974337B2 (en) | 2015-08-17 | 2021-04-13 | Illinois Tool Works Inc. | Additive manufacturing systems and methods |
| US10857610B2 (en) * | 2015-08-18 | 2020-12-08 | Illinois Tool Works Inc. | Method and apparatus for pulse welding |
| CN108093669A (zh) * | 2015-09-18 | 2018-05-29 | 依赛彼集团公司 | 焊接和切割装置的电源 |
| US10734918B2 (en) | 2015-12-28 | 2020-08-04 | Illinois Tool Works Inc. | Systems and methods for efficient provision of arc welding power source |
| US10549374B2 (en) | 2015-12-31 | 2020-02-04 | Illinois Tool Works Inc. | Welding power supply with half bridge |
| US20170259368A1 (en) * | 2016-03-11 | 2017-09-14 | Lincoln Global, Inc. | Arc welder with variable-frequency auxiliary power output |
| US10751827B2 (en) | 2016-08-24 | 2020-08-25 | Illinois Tool Works Inc. | Variable speed engine driven generator for providing welding and auxiliary power |
| US11845149B2 (en) | 2017-01-06 | 2023-12-19 | Lyco Manufacturing, Inc. | Power supply and method for dual process welding |
| US11070139B2 (en) | 2017-04-17 | 2021-07-20 | Illinois Tool Works Inc. | Systems and methods to estimate magnetic flux in a switched mode power supply |
| US10933484B2 (en) | 2017-08-31 | 2021-03-02 | Illinois Tool Works Inc. | Engine-driven welding-type power supplies configured to simultaneously use external and engine power |
| US11253942B2 (en) * | 2017-09-08 | 2022-02-22 | Illinois Tool Works Inc. | Methods and apparatus for automatic control of a welding-type power supply |
| US10792682B2 (en) | 2017-10-02 | 2020-10-06 | Illinois Tool Works Inc. | Metal manufacturing systems and methods using mechanical oscillation |
| US11077514B2 (en) | 2017-10-17 | 2021-08-03 | Illinois Tool Works Inc. | Systems and methods to reduce magnetic flux in a transformer in a switched mode power supply |
| US10875118B2 (en) | 2017-11-13 | 2020-12-29 | Illinois Tool Works Inc. | Engine driven generator for providing welding power |
| US11031862B2 (en) | 2018-01-15 | 2021-06-08 | Illinois Tool Works Inc. | Systems and methods to balance magnetic flux in a switched mode power supply |
| US10906117B2 (en) | 2018-01-30 | 2021-02-02 | Illinois Tool Works Inc. | System and method for providing welding type power on multiple outputs |
| US10483898B1 (en) | 2018-04-30 | 2019-11-19 | Regal Beloit America, Inc. | Motor control system for electric motor and method of use |
| US11038437B2 (en) | 2018-05-25 | 2021-06-15 | Illinois Tool Works | AC inverter with active neutral balance |
| US11839939B2 (en) * | 2018-09-27 | 2023-12-12 | Illinois Tool Works Inc. | Systems, methods, and apparatus for pre-regulator control in welding-type power supplies |
| CN110752745B (zh) * | 2019-10-30 | 2021-05-14 | 渤海大学 | 阻抗自匹配型感应加热逆变电源复合功率控制系统 |
Family Cites Families (70)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB704957A (en) | 1950-10-11 | 1954-03-03 | Nat Res Dev | Improvements in or relating to electric switches required to operate when an appliedforce reaches a predetermined magnitude |
| US4104724A (en) | 1977-06-27 | 1978-08-01 | Square D Company | Digital welder control system |
| DE2741469C3 (de) | 1977-09-15 | 1981-05-21 | Messer Griesheim Gmbh, 6000 Frankfurt | Einrichtung zum Lichtbogenschweißen oder- schneiden mit einem Steuergerät für den Schweiß-/Schneidvorgang |
| US4521672A (en) | 1981-10-27 | 1985-06-04 | Miller Electric Manufacturing Company | Electronic welding apparatus |
| US4473734A (en) | 1982-09-27 | 1984-09-25 | Rca Corporation | Modular welding apparatus |
| JPS59220285A (ja) | 1983-05-31 | 1984-12-11 | Mitsubishi Electric Corp | ア−ク溶接機の溶接電流制御装置 |
| US4533986A (en) * | 1983-10-31 | 1985-08-06 | General Electric Company | Compact electrical power supply for signal processing applications |
| SE438109B (sv) | 1983-11-28 | 1985-04-01 | Esab Ab | Stromkella for ljusbagsvetsning |
| US4626980A (en) * | 1984-05-17 | 1986-12-02 | Square D Company | Power bridge having a non-dissipative snubber circuit |
| US4635181A (en) | 1984-12-28 | 1987-01-06 | Allied Corporation | Bridge circuit for reduced switching losses |
| US4639849A (en) * | 1985-05-08 | 1987-01-27 | International Exide Electronics/Corporation | Snubber circuit for H.F. bridge converter |
| JP2522242B2 (ja) | 1985-11-01 | 1996-08-07 | 株式会社ダイヘン | 交直両用ア−ク溶接電源 |
| DE3611823A1 (de) | 1986-04-08 | 1987-10-15 | Tucker Gmbh | Steuerschaltung fuer das anschweissen von bauteilen, insbesondere schweissbolzen, an werkstuecke mittels gezogenem lichtbogen |
| DE3611825A1 (de) | 1986-04-08 | 1987-11-12 | Tucker Gmbh | Schaltnetzteil zur stromversorgung von starke stroeme aufnehmenden verbrauchern, insbesondere elektrischen schweissgeraeten |
| JPH0691828B2 (ja) | 1986-08-08 | 1994-11-16 | 新燃料油開発技術研究組合 | 高温発酵性酵母によるエタノ−ルの製造法 |
| US4683529A (en) | 1986-11-12 | 1987-07-28 | Zytec Corporation | Switching power supply with automatic power factor correction |
| JP2522929B2 (ja) | 1987-02-03 | 1996-08-07 | 日東化学工業株式会社 | ニトリル類製造用バナジウム・アンチモン含有酸化物触媒の製法 |
| US4849873A (en) * | 1987-11-05 | 1989-07-18 | Medar, Inc. | Active snubber for an inverter |
| US5166491A (en) | 1987-12-15 | 1992-11-24 | Kabushiki Kaisha Toshiba | Master computer controlled modular welder, weld control and power unit apparatus and method |
| US4985612A (en) | 1987-12-15 | 1991-01-15 | Kabushiki Kaisha Toshiba | Master computer controlled modular welder, weld control, and power unit apparatus and method |
| JPH01215465A (ja) | 1988-02-25 | 1989-08-29 | Sansha Electric Mfg Co Ltd | アーク電源装置 |
| US5006782A (en) * | 1989-06-15 | 1991-04-09 | International Rectifier Corporation | Cascaded buck converter circuit with reduced power loss |
| EP0410088B1 (de) | 1989-07-26 | 1992-12-02 | EMW ELEKTROWERK MÜNDERSBACH VERWALTUNGSGESELLSCHAFT mbH | Schweiss- oder Plasmaschneidgerät mit stabilisierter Zwischenkreisspannung |
| WO1991010280A1 (en) * | 1989-12-22 | 1991-07-11 | Allied-Signal Inc. | A power inverter snubber circuit |
| US5086205A (en) | 1990-03-26 | 1992-02-04 | Powcon, Inc. | Apparatus employing a welding power supply for powering a plasma cutting torch |
| JPH03282913A (ja) * | 1990-03-30 | 1991-12-13 | Nippon Telegr & Teleph Corp <Ntt> | 定電圧電源回路 |
| US5086206A (en) | 1990-05-30 | 1992-02-04 | Henning Hansen | Support arm |
| US5149935A (en) | 1990-10-09 | 1992-09-22 | Eastman Kodak Company | Method and apparatus for forming amalgam preform |
| US5189277A (en) | 1991-04-08 | 1993-02-23 | Thermal Dynamics Corporation | Modular, stackable plasma cutting apparatus |
| AT403865B (de) * | 1991-07-10 | 1998-06-25 | Fronius Schweissmasch | Spannungsumsetzungsvorrichtung für einen gleichspannungsverbraucher |
| DE4128175C2 (de) | 1991-08-24 | 1994-05-19 | Elektro Werk Muendersbach Gmbh | Lichtbogenschweißgerät |
| JP2607997B2 (ja) * | 1991-10-18 | 1997-05-07 | 株式会社三社電機製作所 | アーク溶接機 |
| US5319533A (en) * | 1992-01-17 | 1994-06-07 | Miller Electric Mfg. Co. | Power selection and protection circuit responsive to an input voltage for providing series or parallel connected inverters |
| US5315089A (en) | 1992-03-02 | 1994-05-24 | Westinghouse Electric Corporation | System and method for converting an AGTAW welder into an AGMAW welder |
| DE4211906C1 (en) | 1992-04-09 | 1993-06-09 | Ewm Elektrowerk Muendersbach Verwaltungsgesellschaft Mbh, 5419 Muendersbach, De | Welding power supply circuitry - has waveform shaping circuit for rectifier input current so current waveform can assume sinusoidal shape |
| US5289046A (en) * | 1992-06-10 | 1994-02-22 | Digital Equipment Corporation | Power converter with controller for switching between primary and battery power sources |
| US5406050A (en) | 1992-10-08 | 1995-04-11 | Advanced Fusion Technologies, Inc. | Multiple operator welding apparatus |
| US5465011A (en) * | 1992-12-14 | 1995-11-07 | Square D Company | Uninterruptible power supply with improved output regulation |
| US5363020A (en) * | 1993-02-05 | 1994-11-08 | Systems And Service International, Inc. | Electronic power controller |
| US5520611A (en) | 1993-12-16 | 1996-05-28 | Rao; Shekar | Illuminated retractor |
| US5444356A (en) | 1994-03-03 | 1995-08-22 | Miller Electric Mfg. Co. | Buck converter having a variable output and method for buck converting power with a variable output |
| DE4411227A1 (de) | 1994-03-31 | 1995-10-05 | Elektro Werk Muendersbach Gmbh | Lichtbogenschweißgerät mit Resonanzschaltkreis |
| JP3382012B2 (ja) | 1994-04-25 | 2003-03-04 | 松下電工株式会社 | 自励式インバータ装置 |
| US5601741A (en) | 1994-11-18 | 1997-02-11 | Illinois Tool Works, Inc. | Method and apparatus for receiving a universal input voltage in a welding power source |
| JPH08331839A (ja) * | 1995-05-30 | 1996-12-13 | Toshiba Corp | 電源回路 |
| US5796341A (en) * | 1995-08-30 | 1998-08-18 | Stratiotis; Gus | Safety and security system for work area |
| US5824990A (en) * | 1996-01-11 | 1998-10-20 | Illinois Tool Works Inc. | Power selection and protection circuit for inverter power supply |
| CA2192891C (en) * | 1996-01-16 | 2000-02-22 | Jon O. Reynolds | Plasma cutting or arc welding power supply with phase staggered secondary switchers |
| US5811757A (en) | 1996-02-29 | 1998-09-22 | The Esab Group, Inc. | Power source including parallel switching circuits and related methods for a welding or cutting system |
| US5838968A (en) * | 1996-03-01 | 1998-11-17 | Chromatic Research, Inc. | System and method for dynamic resource management across tasks in real-time operating systems |
| US5821491A (en) | 1996-05-24 | 1998-10-13 | Square D Company | Multiple single phase weld control systems coupled to a polyphase power source |
| US5837968A (en) | 1996-07-15 | 1998-11-17 | Creative Pathways, Inc. | Computer-controlled modular power supply for precision welding |
| JP3162639B2 (ja) * | 1996-11-22 | 2001-05-08 | 株式会社三社電機製作所 | 電源装置 |
| US5715153A (en) | 1996-12-11 | 1998-02-03 | International Power Devices, Inc. | Dual-output DC-DC power supply |
| US5828559A (en) * | 1997-02-03 | 1998-10-27 | Chen; Keming | Soft switching active snubber |
| AUPO609897A0 (en) * | 1997-04-09 | 1997-05-01 | Commonwealth Scientific And Industrial Research Organisation | Vital signs monitoring system |
| JPH1198837A (ja) | 1997-09-24 | 1999-04-09 | Sansha Electric Mfg Co Ltd | 直流電源装置 |
| JPH11107730A (ja) | 1997-10-08 | 1999-04-20 | Otics Corp | 内燃機関の直打式動弁機構 |
| JPH11178333A (ja) * | 1997-12-15 | 1999-07-02 | Sansha Electric Mfg Co Ltd | 直流電源装置 |
| JP3294185B2 (ja) * | 1998-01-16 | 2002-06-24 | 株式会社三社電機製作所 | アーク利用機器用直流電源装置 |
| JP3231694B2 (ja) | 1998-01-27 | 2001-11-26 | 株式会社三社電機製作所 | 溶接用電源装置 |
| US5991169A (en) * | 1998-03-16 | 1999-11-23 | Lincoln Global, Inc. | Arc welding power supply |
| US6115273A (en) * | 1998-07-09 | 2000-09-05 | Illinois Tool Works Inc. | Power converter with low loss switching |
| US6023037A (en) * | 1998-11-05 | 2000-02-08 | Lincoln Global, Inc. | Electric ARC welder and plasma cutter |
| US6208260B1 (en) * | 1999-11-02 | 2001-03-27 | Jill West | Personal warning method and apparatus for traveling loads |
| US6365868B1 (en) | 2000-02-29 | 2002-04-02 | Hypertherm, Inc. | DSP based plasma cutting system |
| US6329636B1 (en) * | 2000-03-31 | 2001-12-11 | Illinois Tool Works Inc. | Method and apparatus for receiving a universal input voltage in a welding plasma or heating power source |
| US6917300B2 (en) * | 2001-11-30 | 2005-07-12 | Caterpillar Inc. | Method and apparatus for tracking objects at a site |
| US6963278B2 (en) * | 2002-02-13 | 2005-11-08 | Frame Gary M | Method and apparatus for enhancing safety within a work zone |
| US20060115130A1 (en) * | 2004-11-29 | 2006-06-01 | Douglas Kozlay | Eyewear with biometrics to protect displayed data |
-
2000
- 2000-03-31 US US09/540,567 patent/US6329636B1/en not_active Expired - Lifetime
-
2001
- 2001-02-27 NZ NZ510219A patent/NZ510219A/en not_active IP Right Cessation
- 2001-03-06 KR KR1020010011366A patent/KR100882208B1/ko not_active IP Right Cessation
- 2001-03-14 EP EP01302319A patent/EP1138429A3/en not_active Withdrawn
- 2001-03-26 BR BR0101029-8A patent/BR0101029A/pt not_active IP Right Cessation
- 2001-03-26 CA CA002342039A patent/CA2342039C/en not_active Expired - Lifetime
- 2001-03-28 MX MXPA01003238A patent/MXPA01003238A/es active IP Right Grant
- 2001-03-30 CN CNB011101512A patent/CN1181945C/zh not_active Expired - Fee Related
- 2001-03-30 TW TW090107917A patent/TW536439B/zh not_active IP Right Cessation
- 2001-03-30 NO NO20011642A patent/NO20011642L/no unknown
- 2001-03-30 AU AU33373/01A patent/AU744897B2/en not_active Ceased
- 2001-04-02 JP JP2001103673A patent/JP2001314967A/ja active Pending
- 2001-10-01 US US09/969,535 patent/US20020047000A1/en not_active Abandoned
-
2003
- 2003-07-21 US US10/624,851 patent/US6815639B2/en not_active Expired - Lifetime
-
2004
- 2004-04-16 US US10/826,534 patent/US6987242B2/en not_active Expired - Lifetime
-
2006
- 2006-01-13 US US11/331,464 patent/US7235759B2/en not_active Expired - Lifetime
-
2007
- 2007-05-29 US US11/754,794 patent/US20070278197A1/en not_active Abandoned
-
2009
- 2009-08-04 US US12/535,507 patent/US20100193487A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| TW536439B (en) | 2003-06-11 |
| NZ510219A (en) | 2001-09-28 |
| US6329636B1 (en) | 2001-12-11 |
| US6815639B2 (en) | 2004-11-09 |
| US20100193487A1 (en) | 2010-08-05 |
| KR20010103575A (ko) | 2001-11-23 |
| US20040233682A1 (en) | 2004-11-25 |
| US20040016724A1 (en) | 2004-01-29 |
| BR0101029A (pt) | 2001-10-30 |
| US6987242B2 (en) | 2006-01-17 |
| CN1320502A (zh) | 2001-11-07 |
| JP2001314967A (ja) | 2001-11-13 |
| CA2342039A1 (en) | 2001-09-30 |
| AU3337301A (en) | 2001-10-04 |
| US20020047000A1 (en) | 2002-04-25 |
| EP1138429A3 (en) | 2002-08-21 |
| CA2342039C (en) | 2005-12-06 |
| US20060138112A1 (en) | 2006-06-29 |
| US20070278197A1 (en) | 2007-12-06 |
| KR100882208B1 (ko) | 2009-02-06 |
| NO20011642L (no) | 2001-10-01 |
| AU744897B2 (en) | 2002-03-07 |
| US7235759B2 (en) | 2007-06-26 |
| NO20011642D0 (no) | 2001-03-30 |
| EP1138429A2 (en) | 2001-10-04 |
| MXPA01003238A (es) | 2002-03-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1181945C (zh) | 在焊接、切割和加热设备中使用的电源设备 | |
| CN101997324B (zh) | 具有电隔离的双向能量输送的系统和方法 | |
| CN1028941C (zh) | 电力逆变器与电动车辆的控制装置 | |
| JP4514143B2 (ja) | 電源装置およびその制御方法 | |
| CN101499771B (zh) | 三相电源能量反馈三相电机变频调速驱动器 | |
| CN106132619A (zh) | 逆变器式发电机和焊接系统 | |
| CN1316821A (zh) | 电力变换装置 | |
| CN1241466A (zh) | 带低损耗开关的电源转换器 | |
| CN1171509C (zh) | 并联存储串联驱动的电子镇流器 | |
| US11569746B2 (en) | DC coupled electrical converter | |
| CN1047484C (zh) | 三相全桥整流电路和假四相全桥整流电路 | |
| EP2698907B1 (en) | Inverter control method and device, and inverter | |
| JP4756877B2 (ja) | 発電システム | |
| US7075032B2 (en) | Power supply apparatus | |
| JP2007124732A (ja) | 電力変換装置 | |
| CN101521394B (zh) | 在线式不间断电源装置 | |
| JP2007082317A (ja) | 電力システム | |
| CN110741545B (zh) | 高效电功率转换 | |
| JP4763322B2 (ja) | 高周波重畳電源装置 | |
| JP2007043770A (ja) | 直列電気二重層コンデンサ装置 | |
| CN212137571U (zh) | 一种变频发电机控制装置 | |
| JPH10174456A (ja) | インバータ付き空気調和機 | |
| JP2010011699A (ja) | 電力制御装置 | |
| RU2301156C1 (ru) | Способ электроснабжения потребителей на транспортном средстве и система для его реализации | |
| KR100807338B1 (ko) | 알루미늄 인버터 용접기 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C06 | Publication | ||
| PB01 | Publication | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20041229 Termination date: 20140330 |