CN1213841C - 热平衡的热流道喷嘴 - Google Patents
热平衡的热流道喷嘴 Download PDFInfo
- Publication number
- CN1213841C CN1213841C CNB018112714A CN01811271A CN1213841C CN 1213841 C CN1213841 C CN 1213841C CN B018112714 A CNB018112714 A CN B018112714A CN 01811271 A CN01811271 A CN 01811271A CN 1213841 C CN1213841 C CN 1213841C
- Authority
- CN
- China
- Prior art keywords
- nozzle
- heater
- nozzle body
- distribution apparatus
- heat distribution
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 238000001746 injection moulding Methods 0.000 claims abstract description 6
- 239000004020 conductor Substances 0.000 claims abstract description 5
- 238000000465 moulding Methods 0.000 claims description 19
- 239000000463 material Substances 0.000 claims description 13
- 238000002347 injection Methods 0.000 claims description 7
- 239000007924 injection Substances 0.000 claims description 7
- 238000005219 brazing Methods 0.000 claims description 5
- 239000000945 filler Substances 0.000 claims description 5
- 239000011810 insulating material Substances 0.000 claims description 5
- 239000002184 metal Substances 0.000 claims description 5
- 229910052751 metal Inorganic materials 0.000 claims description 5
- 239000010409 thin film Substances 0.000 claims description 4
- 238000005243 fluidization Methods 0.000 claims description 3
- 239000000155 melt Substances 0.000 abstract description 5
- 230000004888 barrier function Effects 0.000 description 5
- 230000000694 effects Effects 0.000 description 2
- 239000010408 film Substances 0.000 description 2
- 239000000615 nonconductor Substances 0.000 description 2
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000036760 body temperature Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000001514 detection method Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 238000012797 qualification Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2737—Heating or cooling means therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2737—Heating or cooling means therefor
- B29C2045/274—Thermocouples or heat sensors
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C45/2737—Heating or cooling means therefor
- B29C2045/2743—Electrical heating element constructions
- B29C2045/2745—Film-like electrical heaters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C45/00—Injection moulding, i.e. forcing the required volume of moulding material through a nozzle into a closed mould; Apparatus therefor
- B29C45/17—Component parts, details or accessories; Auxiliary operations
- B29C45/26—Moulds
- B29C45/27—Sprue channels ; Runner channels or runner nozzles
- B29C2045/2777—Means for controlling heat flow or temperature distribution in the nozzle
Abstract
本发明涉及注入模制机用的喷嘴。该喷嘴包括限定熔融物通道的喷嘴本体。加热器连接到喷嘴本体。热量分布装置也连接到喷嘴本体。热量分布装置由传导材料制成,用于沿着喷嘴本体分布来自加热器的热量。
Description
技术领域
本发明涉及模制机,尤其涉及模制机用的喷嘴。
背景技术
模制机包括热流道喷嘴,热流道喷嘴限定一个熔融物通道,用于将熔融材料传递到诸如模腔的预定位置。熔融材料保持所需的温度以确保它合适地流动和固化是十分重要的。通常,热流道喷嘴通过绕着喷嘴本体外表面缠绕的电阻加热器被加热。在喷嘴本体内设置有一个热电偶以检测本体温度,并且通过一个控制系统来运行电阻加热器以便使本体保持所需温度。
这种现有喷嘴的问题是,喷嘴内的温度在喷嘴本体的长度上发生变化。通常,由于在喷嘴端部出现热量损失,喷嘴端部趋于比喷嘴中部凉得多。因此,难于将熔融物通道内的熔融物保持在恒定的所需温度。这对于对温度的微小变化比较敏感的熔融材料尤其成问题。如果温度升高太多,熔融物将在喷嘴中部燃烧;如果温度被降低以避免燃烧,熔融物可能具有流动方面的问题或影响熔融物在模腔内合适地固化的能力的其它问题。
因此,需要一种装置用于将喷嘴本体内的熔融物通道加热到所需温度,该温度在喷嘴长度上保持相对恒定。
发明内容
根据本发明的一个方面,提供一种用于模制机的喷嘴,该喷嘴包括:
限定熔融物通道的喷嘴本体;
沿着所述喷嘴本体的至少一部分长度连接到所述喷嘴本体的加热器;以及
连接到所述喷嘴本体的至少一个热量分布装置,所述热量分布装置由传导材料制成,用于沿着所述喷嘴本体分布来自所述加热器的热量。
优选地,所述喷嘴还包括限定在所述喷嘴本体上的连续槽道,用于容纳所述加热器。
优选地,所述加热器设置在所述连续槽道中,使得所述加热器与所述喷嘴本体的外表面大体上齐平。
优选地,所述加热器被压入在所述连续槽道中。
优选地,所述加热器被钎接在所述连续槽道中。
优选地,所述热量分布装置是预制的中空套筒。
优选地,所述热量分布装置流体化地淀积在所述喷嘴本体上。
优选地,所述喷嘴还包括设置在所述热量分布装置的至少一部分上的绝热体。
优选地,所述热量分布装置被钎接到所述喷嘴本体上。
优选地,所述加热器是薄膜加热器。
优选地,所述加热器是设置在绝缘材料中的电阻丝加热器。
优选地,所述加热器是以冶金方式连接到所述喷嘴本体。
优选地,所述套筒限定有纵向槽,用于紧接所述喷嘴本体设置热电偶。
根据本发明另一方面,提供一种注入模制机,包括:
用于将熔融材料引入模制机的入口喷嘴;
与所述入口喷嘴连通的集流腔,用于接收和分配所述熔融材料;
与所述集流腔连通的多个注入喷嘴,用于接收所述熔融材料,所述注入喷嘴与对应模腔连通,每个所述注入喷嘴具有沿着喷嘴本体的至少一部分长度连接到喷嘴本体的加热器、和连接到喷嘴本体的至少一个热量分布装置,热量分布装置用于沿着所述喷嘴本体分布来自所述加热器的热量。
附图简述
为了更好地理解本发明并且更清楚地显示本发明如何被实施,以下将参照附图对本发明的实施例进行描述。附图显示了本发明的优选实施例,其中:
图1是在喷嘴长度上的喷嘴温度分布线;
图2是根据本发明的喷嘴的剖视图;
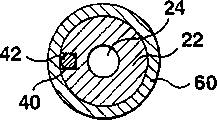
图3是沿着图2中线3-3截取的喷嘴的横截面图;
图4是根据本发明的喷嘴第二实施例的剖视图;
图5是沿着图4中线5-5截取的喷嘴的横截面图;
图6是根据本发明的喷嘴第三实施例的剖视图;
图7是沿着图6中线7-7截取的喷嘴的横截面图;
图8是沿着图6中线8-8截取的喷嘴的横截面图;
图9是沿着图6中线9-9截取的喷嘴的横截面图;
图10是根据本发明的喷嘴第四实施例的剖视图;
图11是沿着图10中线11-11截取的喷嘴的横截面图;
图12是根据本发明的喷嘴第五实施例的剖视图;
图13是沿着图12中线13-13截取的喷嘴的横截面图;
图14是根据本发明的喷嘴第六实施例的剖视图;以及
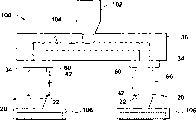
图15是具有根据本发明的喷嘴的注入模制机的示意图。
具体实施方式
参照图1,在现有热流道喷嘴长度上的温度分布线用标号10表示。温度分布线10显示在喷嘴端部具有较低的温度12,而在喷嘴中部具有较高的温度14。根据本发明的喷嘴的所需温度分布线用标号16表示。该所需温度在喷嘴长度上是相对恒定的。
参照图2和3,根据本发明第一实施例的喷嘴大体上以标号20表示。喷嘴20包括限定熔融物通道24的本体22。喷嘴本体通常是由钢或者本领域技术人员所知的其它合适材料制成。喷嘴具有限定在第一端28的入口26和限定在第二端32的出口30。第二端32通常被限定成平截圆锥尖端。套管34被限定在第一端,用于将喷嘴20安装到集流腔36上。
喷嘴20包括限定在其外表面上的连续槽道40,用于容纳电阻加热器,例如螺管加热器42。合适的电阻加热器的示例公开在美国专利4557685、5266023和5704113中,这些专利在此作为参考引入本申请。电阻螺管加热器42沿着喷嘴长度方向缠绕并且优选地完全设置在槽道40中,使得加热器42的外表面与喷嘴本体22的外表面大体上齐平。加热器42可以通过挤压摩擦配合、或者通过诸如钎接的冶金连接方式或者本领域技术人员公知的其它固定方式被固定到槽道40上。热电偶44被设置在喷嘴本体22中,用于检测邻近熔融物通道24的喷嘴本体22的温度。加热器42连接到给加热器46供电的电源46上。热电偶44和加热器42连接到一个控制系统(未示出)上,该控制系统监测喷嘴本体22的温度并且根据需要来运行加热器42,以保持所需的温度分布线16。集流腔加热器48设置在集流腔36中以便类似地加热流过集流腔熔融物通道52的熔融材料。
热量分布装置60沿着喷嘴本体长度的所需部分设置在喷嘴本体22上。热量分布装置60由诸如铜或者铜合金的传导材料制成,以便将加热器42产生的热量沿着热量分布装置60的长度方向传导。热量分布装置60可以被预制成一个中空套筒,该中空套筒可通过摩擦装配、或者通过钎接、焊接或者本领域技术人员公知的其它安装方式紧紧地装配到喷嘴本体上。替代地,可以通过将传导材料直接喷射或者浸渍在喷嘴本体22上而将热量分布装置60施加到喷嘴本体22的外表面上。优选地,热量分布装置60与加热器42以及喷嘴本体22直接接触以实现最佳的热量传递和分布。因此,热量分布装置60的作用是在其长度方向充分地分布热量,以便在喷嘴20对应的长度方向上形成相对恒定的温度分布线16。
参照图4和5,显示了根据本发明喷嘴的第二实施例。为了方便起见,与上述相对应的元件用对应参考标号来表示。
在喷嘴20的第二实施例中,喷嘴本体22具有设置在其外表面上的热量分布装置60。中空加热器套筒70随后设置在热量分布装置60的外表面上。加热器套筒70限定有用于容纳加热器42的连续槽道40。加热器42连接到用于给加热器42供电的电源46上。第二热量分布装置60’设置在加热器套筒70外部以有助于进一步沿着喷嘴本体22的所需长度方向分布热量。诸如陶瓷或者本领域技术人员公知的其它合适绝热材料制成的绝热体72在某些情况下可以设置在热量分布装置60’的外部。
参照图6-9,显示了根据本发明喷嘴的第三实施例。同样,为了方便起见,与上述相对应的元件用对应参考标号来表示。
第三实施例的喷嘴20包括喷嘴本体22,喷嘴本体在其外表面限定有用于容纳加热器42的连续槽道40。喷嘴本体22制作成包括位于喷嘴20的第一和第二端26,32之间的中部区域的直径减小部分80。直径减小部分80提供了一个热量损失区域,以减小在喷嘴20的中部区域出现较高温度14的可能性。直径减小部分80提供了更小的质量,以便从加热器42向流过熔融物通道的熔融材料传递热量损失。
加热器42也设置在喷嘴本体22的第二端32,用于保持喷嘴本体22中的熔融物从出口30流出之前的温度。
热量分布装置60设置在喷嘴本体22上,用于沿着喷嘴本体22的长度方向分布热量以获得相对恒定的温度分布线16。热量分布装置60包括在对应喷嘴本体22的直径减小部分80处的开孔82,以便在喷嘴本体22的中部区域上具有热量损失。热量分布装置60也设置在喷嘴本体22的第二端32上以便在第二端32的长度方向上分布热量。当第二端32形成为平截圆锥尖端时,在这种情况下难于设置邻近出口30的加热器42,位于第二端32上的热量分布装置60的位置十分重要。
参照图10-11,显示了根据本发明喷嘴的第四实施例。同样,为了方便起见,与上述相对应的元件用对应参考标号来表示。
第四实施例的喷嘴20包括带有熔融物通道24的喷嘴本体22。加热器42为诸如公开在专利EP963829、EP312029、WO0023245和WO0117317中的薄膜加热器,这些专利在此作为参考引入。环绕薄膜加热器42是一个保护薄膜加热器42的电绝缘体90。热量分布装置60设置在电绝缘体90上。
参照图12-13,显示了根据本发明喷嘴的第五实施例。同样,为了方便起见,与上述相对应的元件用对应参考标号来表示。
第五实施例的喷嘴20包括限定有熔融物通道24的喷嘴本体22。喷嘴加热器42为电阻丝形式,它设置在绕着喷嘴本体22设置的绝缘材料中。喷嘴加热器42包括设置在喷嘴本体22上的第一绝缘层92。电阻丝94绕着喷嘴本体22缠绕在第一绝缘层92上。随后在电阻丝94和第一绝缘层92上设置第二绝缘层96。这种加热器42更详细地描述在PCT申请PCT/CA01/00274中,在此将其作为参考引入。热量分布装置60设置在第二绝缘层96上,以使来自电阻丝加热器42的热量沿着热量分布装置60的长度方向分布。
参照图14,显示了根据本发明喷嘴的第六实施例。同样,为了方便起见,与上述相对应的元件用对应参考标号来表示。
喷嘴20的第六实施例类似于上述第一实施例。喷嘴20包括在其外表面限定有用于容纳加热器42的连续槽道40的喷嘴本体22。热量分布装置60在喷嘴本体22的所需部分上设置在喷嘴本体22上。热量分布装置60包括一个纵向槽98用于容纳热电偶44,从而使热电偶44可以靠着喷嘴本体22设置。
参照图15,示意地显示了带有根据本发明喷嘴20的注入模制机100。同样,为了方便起见,与上述相对应的元件用对应参考标号来表示。
注入模制机100包括与集流腔36连接的入口喷嘴102。集流腔36包括用于将来自入口喷嘴102的熔融物分配到注入喷嘴20的熔融物通道104。注入喷嘴20包括用于将注入喷嘴20安装到集流腔36上的套管34。注入喷嘴20以公知方式连接到模腔106,以便将熔融材料引入模腔106。注入喷嘴20包括由加热器42加热的喷嘴本体22。热量分布装置60设置在喷嘴本体22上,用于将来自加热器42的热量沿着热量分布装置60的长度方向分布。热量分布装置60的作用是在其长度方向充分地分布热量,以便在喷嘴20对应的长度方向上形成相对恒定的温度分布线16。
应理解的是,已经描述的仅仅是优选实施例。在不脱离本发明权利要求范围的情况下,对本发明所作出的各种修改、替换等也应包括在本发明的保护范围内。
Claims (26)
1、一种用于模制机的喷嘴,包括:
限定熔融物通道的喷嘴本体;
沿着所述喷嘴本体的至少一部分长度连接到所述喷嘴本体的加热器;以及
连接到所述喷嘴本体的至少一个热量分布装置,所述热量分布装置由传导材料制成,用于沿着所述喷嘴本体分布来自所述加热器的热量。
2、如权利要求1所述的喷嘴,其特征在于,还包括限定在所述喷嘴本体上的连续槽道,用于容纳所述加热器。
3、如权利要求2所述的喷嘴,其特征在于,所述加热器设置在所述连续槽道中,使得所述加热器与所述喷嘴本体的外表面大体上齐平。
4、如权利要求1所述的喷嘴,其特征在于,所述加热器被压入在所述连续槽道中。
5、如权利要求1所述的喷嘴,其特征在于,所述加热器被钎接在所述连续槽道中。
6、如权利要求1所述的喷嘴,其特征在于,所述热量分布装置是预制的中空套筒。
7、如权利要求1所述的喷嘴,其特征在于,所述热量分布装置流体化地淀积在所述喷嘴本体上。
8、如权利要求1所述的喷嘴,其特征在于,还包括设置在所述热量分布装置的至少一部分上的绝热体。
9、如权利要求1所述的喷嘴,其特征在于,所述热量分布装置被钎接到所述喷嘴本体上。
10、如权利要求1所述的喷嘴,其特征在于,所述加热器是薄膜加热器。
11、如权利要求1所述的喷嘴,其特征在于,所述加热器是设置在绝缘材料中的电阻丝加热器。
12、如权利要求1所述的喷嘴,其特征在于,所述加热器是以冶金方式连接到所述喷嘴本体。
13、如权利要求6所述的喷嘴,其特征在于,所述套筒限定有纵向槽,用于紧接所述喷嘴本体设置热电偶。
14、一种注入模制机,包括:
用于将熔融材料引入模制机的入口喷嘴;
与所述入口喷嘴连通的集流腔,用于接收和分配所述熔融材料;
与所述集流腔连通的多个注入喷嘴,用于接收所述熔融材料,所述注入喷嘴与对应模腔连通,每个所述注入喷嘴具有沿着喷嘴本体的至少一部分长度连接到喷嘴本体的加热器、和连接到喷嘴本体的至少一个热量分布装置,热量分布装置用于沿着所述喷嘴本体分布来自所述加热器的热量。
15、如权利要求14所述的模制机,其特征在于,还包括限定在所述喷嘴本体上的连续槽道,用于容纳所述加热器。
16、如权利要求15所述的模制机,其特征在于,所述加热器设置在所述连续槽道中,使得所述加热器与所述喷嘴本体的外表面大体上齐平。
17、如权利要求15所述的模制机,其特征在于,所述加热器被压入在所述连续槽道中。
18、如权利要求15所述的模制机,其特征在于,所述加热器被钎接在所述连续槽道中。
19、如权利要求14所述的模制机,其特征在于,所述热量分布装置是预制的中空套筒。
20、如权利要求14所述的模制机,其特征在于,所述热量分布装置流体化地淀积在所述喷嘴本体上。
21、如权利要求14所述的模制机,其特征在于,还包括设置在所述热量分布装置的至少一部分上的绝热体。
22、如权利要求14所述的模制机,其特征在于,所述热量分布装置被钎接到所述喷嘴本体上。
23、如权利要求14所述的模制机,其特征在于,所述加热器是薄膜加热器。
24、如权利要求14所述的模制机,其特征在于,所述加热器是设置在绝缘材料中的电阻丝加热器。
25、如权利要求14所述的模制机,其特征在于,所述加热器是以冶金方式连接到所述喷嘴本体。
26、如权利要求19所述的模制机,其特征在于,所述套筒限定有纵向槽,用于紧接所述喷嘴本体设置热电偶。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| CA002311829A CA2311829A1 (en) | 2000-06-16 | 2000-06-16 | Thermally balanced hot runner nozzle |
| CA2311829 | 2000-06-16 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1436118A CN1436118A (zh) | 2003-08-13 |
| CN1213841C true CN1213841C (zh) | 2005-08-10 |
Family
ID=4166503
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB018112714A Expired - Fee Related CN1213841C (zh) | 2000-06-16 | 2001-06-18 | 热平衡的热流道喷嘴 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US7137806B2 (zh) |
| EP (1) | EP1294553B2 (zh) |
| JP (1) | JP2004502579A (zh) |
| KR (1) | KR20030019437A (zh) |
| CN (1) | CN1213841C (zh) |
| AT (1) | ATE320903T1 (zh) |
| AU (2) | AU2001270382B2 (zh) |
| BR (1) | BR0112181A (zh) |
| CA (1) | CA2311829A1 (zh) |
| DE (1) | DE60118194T3 (zh) |
| MX (1) | MXPA02012618A (zh) |
| WO (1) | WO2001096090A1 (zh) |
Families Citing this family (22)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CA2311829A1 (en) | 2000-06-16 | 2001-12-16 | Jonathon Fischer | Thermally balanced hot runner nozzle |
| US7131833B2 (en) | 2002-11-21 | 2006-11-07 | Mold-Masters Ltd. | Nozzle with thermally conductive device |
| FR2855359B1 (fr) * | 2003-05-19 | 2005-07-01 | Seb Sa | Dispositif de chauffage d'un liquide pour appareil electromenager, appareil electromenager equipe d'un tel dispositif. |
| US7342206B2 (en) * | 2004-01-06 | 2008-03-11 | Watlow Electric Manufacturing Company | Tailored heat transfer layered heater system |
| US7160100B2 (en) | 2004-01-06 | 2007-01-09 | Mold-Masters Limited | Injection molding apparatus having an elongated nozzle incorporating multiple nozzle bodies in tandem |
| US7462030B2 (en) * | 2004-04-07 | 2008-12-09 | Mold-Masters (2007) Limited | Nozzle having a nozzle body with heated and unheated nozzle body segments |
| CA2482254A1 (en) * | 2004-04-07 | 2005-10-07 | Mold-Masters Limited | Modular injection nozzle having a thermal barrier |
| DE602006015565D1 (de) * | 2005-05-19 | 2010-09-02 | Mold Masters Ltd | Spritzgießdüse mit einer wärmeleitenden Hülse und Verfahren zu deren Herstellung |
| US7280750B2 (en) * | 2005-10-17 | 2007-10-09 | Watlow Electric Manufacturing Company | Hot runner nozzle heater and methods of manufacture thereof |
| WO2009036570A1 (en) * | 2007-09-21 | 2009-03-26 | Mold-Masters (2007) Limited | Injection molding nozzle having a nozzle tip with diamond crown |
| MD3993C2 (ro) * | 2009-03-24 | 2010-07-31 | Алексей КУХАРЧУК | Procedeu de modelare prin injectare a articolelor din materiale plastice (variante) şi ajutaj al instalaţiei pentru realizarea acestuia |
| US7914277B1 (en) | 2009-03-31 | 2011-03-29 | Honda Motor Co., Ltd. | Heater housing and heater for plastic injection machine nozzle |
| DE102010033153B4 (de) | 2010-08-03 | 2020-06-18 | Otto Männer Innovation GmbH | Spritzgießdüse |
| ITTO20110179A1 (it) * | 2011-03-01 | 2012-09-02 | Inglass Spa | Iniettore per apparecchiature di stampaggio ad iniezione di materie plastiche |
| WO2012158661A1 (en) * | 2011-05-18 | 2012-11-22 | Husky Injection Molding Systems Ltd | Partial contact between hot-runner nozzle assembly and nozzle-heater assembly in a mold-tool system |
| DE102014005284B4 (de) | 2013-04-09 | 2022-10-20 | Otto Männer Innovation GmbH | Heizer-Thermoelement-Anordnung und Anordnung mit einer Heizer-Thermoelement-Anordnung und einer Hülse |
| EP2848381B1 (en) * | 2013-09-10 | 2017-06-07 | Otto Männer Innovation GmbH | Hot runner nozzle with a segmented heater |
| CN103600079B (zh) * | 2013-09-12 | 2016-08-31 | 苏州米莫金属科技有限公司 | 一种传热均匀的热流道喷嘴 |
| US9573435B2 (en) * | 2013-09-29 | 2017-02-21 | Elka Suspension Inc. | Dual inline hydraulic device |
| CN103878930A (zh) * | 2014-03-25 | 2014-06-25 | 苏州益群模具有限公司 | 新型汽车注塑喷嘴 |
| KR101628243B1 (ko) * | 2015-05-11 | 2016-06-09 | 피피아이평화 주식회사 | 핫러너 장치 |
| CN108381869A (zh) * | 2017-09-26 | 2018-08-10 | 蒋米娜 | 双色叠层热流道系统 |
Family Cites Families (37)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US124215A (en) * | 1872-03-05 | Improvement in adjustable horseshoes | ||
| US182285A (en) * | 1876-09-19 | nelson paddack | ||
| US206991A (en) * | 1878-08-13 | Improvement in locks for fire-arms | ||
| US3046471A (en) | 1958-04-08 | 1962-07-24 | Nat Res Dev | Polyphase transformer arrangements and induction machines employing polyphase transformer arrangements |
| US3231938A (en) | 1962-01-22 | 1966-02-01 | Milton I Ross | Injection molding apparatus |
| GB1359539A (en) † | 1971-10-18 | 1974-07-10 | Pyrotenax Ltd | Electric heating device |
| DE3046471A1 (de) | 1980-12-10 | 1982-07-22 | Bernhard 7410 Reutlingen Dangelmaier | Duesenkern zum einbau in einen duesenkoerper von heisskanalspritzduesen fuer eine kunststoffspritzgiessvorrichtung |
| CA1206311A (en) | 1983-09-12 | 1986-06-24 | Jobst U. Gellert | Injection molding system having an insulation sleeve |
| US4635851A (en) | 1983-09-19 | 1987-01-13 | Pegasus Industries, Inc. | Casting nozzle |
| CA1230458A (en) | 1984-07-13 | 1987-12-22 | Gellert, Jobst Ulrich | Injection molding heated nozzle with brazed in heating element and method of manufacture |
| US4648833A (en) | 1985-10-17 | 1987-03-10 | Fujio Yamada | Hot nozzle for runnerless mold |
| DE3640620A1 (de) † | 1985-12-18 | 1987-06-19 | Strack Gmbh Norma | Duese fuer spritzgiessformen |
| US4771164A (en) | 1987-04-01 | 1988-09-13 | Gellert Jobst U | Injection molding nozzle and method |
| CA1267514A (en) | 1987-07-15 | 1990-04-10 | Jobst Ulrich Gellert | Coated injection molding nozzle and method |
| JP2561489B2 (ja) | 1987-10-12 | 1996-12-11 | 住友重機械工業株式会社 | 射出成形機用ヒータ |
| DE3935856C1 (zh) † | 1989-10-27 | 1991-04-25 | Sfr-Formenbau Dangelmaier Gmbh, 7410 Reutlingen, De | |
| DE4005437A1 (de) | 1990-02-21 | 1991-08-29 | Dangelmaier Sfr Formbau | Beheizte duese, sogenannte langduese fuer ein kunststoff-spritzgiesswerkzeug |
| CA2022124A1 (en) | 1990-07-27 | 1992-01-28 | Jobst Ulrich Gellert | Insulated injection molding nozzle |
| JP2991789B2 (ja) | 1991-02-19 | 1999-12-20 | モールド・マスターズ株式会社 | プラスチック成形用加熱ノズル |
| US5266023A (en) | 1992-09-30 | 1993-11-30 | Craig W. Renwick | Injection molding nozzle having an electrical terminal with an insulative connector. |
| US5569475A (en) | 1993-06-10 | 1996-10-29 | D-M-E Company | Insulator for thermoplastic molding nozzle assembly |
| US5326251A (en) | 1993-12-06 | 1994-07-05 | Gellert Jobst U | Heated injection molding nozzle with alternate thermocouple bores |
| DE4404894C1 (de) | 1994-02-16 | 1995-01-05 | Dangelmaier Sfr Formbau | Beheizte Düse zur Zuführung einer Kunststoffschmelze in die Formhöhlung eines Kunststoff-Spritzgießwerkzeuges |
| US5955120A (en) | 1994-03-01 | 1999-09-21 | Dme Normalien Gmbh | Heating device, in particular for use in injection molds for the processing of thermoplastic materials |
| DE19502327A1 (de) | 1994-03-16 | 1995-09-21 | Hotset Heizpatronen Zubehoer | Elektrisch beheizbarer zylindrischer Körper |
| JP2792435B2 (ja) | 1994-06-01 | 1998-09-03 | 株式会社新潟鉄工所 | 射出成形機のノズル装置 |
| JPH09123222A (ja) | 1995-10-27 | 1997-05-13 | Sekisui Chem Co Ltd | ホットランナ金型 |
| CA2181964C (en) | 1996-07-24 | 2007-02-20 | Chun Keung Mak | Injection molding nozzle method using a terminal locating and sealing key |
| US5896640A (en) | 1996-11-12 | 1999-04-27 | Husky Injection Molding Systems Ltd. | Deflection sealing apparatus and method |
| US6305923B1 (en) | 1998-06-12 | 2001-10-23 | Husky Injection Molding Systems Ltd. | Molding system using film heaters and/or sensors |
| CA2250599A1 (en) * | 1998-10-16 | 2000-04-16 | Jobst Ulrich Gellert | Apparatus and method of making an injection molding nozzle with tip insert |
| US5973296A (en) | 1998-10-20 | 1999-10-26 | Watlow Electric Manufacturing Company | Thick film heater for injection mold runner nozzle |
| DE19941038A1 (de) | 1999-08-28 | 2001-03-01 | Guenther Heiskanaltechnik Gmbh | Elektrische Heizung für Heißkanalsysteme und Verfahren zur Herstellung einer solchen Heizung |
| US6394784B1 (en) * | 2000-03-08 | 2002-05-28 | Mold-Masters Limited | Compact cartridge hot runner nozzle |
| CA2311829A1 (en) | 2000-06-16 | 2001-12-16 | Jonathon Fischer | Thermally balanced hot runner nozzle |
| EP1314531A1 (en) | 2001-11-22 | 2003-05-28 | Synventive Molding Solutions B.V. | Helical heating element for an injection moulding device |
| ITTO20030042A1 (it) | 2003-01-27 | 2004-07-28 | Piero Enrietti | Dispositivo riscaldatore-diffusore termico per un ugello di |
-
2000
- 2000-06-16 CA CA002311829A patent/CA2311829A1/en not_active Abandoned
-
2001
- 2001-06-18 DE DE60118194T patent/DE60118194T3/de not_active Expired - Lifetime
- 2001-06-18 EP EP01949138A patent/EP1294553B2/en not_active Expired - Lifetime
- 2001-06-18 JP JP2002510254A patent/JP2004502579A/ja not_active Withdrawn
- 2001-06-18 US US10/311,530 patent/US7137806B2/en not_active Expired - Lifetime
- 2001-06-18 BR BR0112181-2A patent/BR0112181A/pt not_active Application Discontinuation
- 2001-06-18 AU AU2001270382A patent/AU2001270382B2/en not_active Ceased
- 2001-06-18 AT AT01949138T patent/ATE320903T1/de not_active IP Right Cessation
- 2001-06-18 WO PCT/CA2001/000910 patent/WO2001096090A1/en active IP Right Grant
- 2001-06-18 MX MXPA02012618A patent/MXPA02012618A/es unknown
- 2001-06-18 AU AU7038201A patent/AU7038201A/xx active Pending
- 2001-06-18 KR KR1020027017189A patent/KR20030019437A/ko not_active Application Discontinuation
- 2001-06-18 CN CNB018112714A patent/CN1213841C/zh not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| CA2311829A1 (en) | 2001-12-16 |
| AU2001270382B2 (en) | 2005-05-26 |
| ATE320903T1 (de) | 2006-04-15 |
| US20040071814A1 (en) | 2004-04-15 |
| AU7038201A (en) | 2001-12-24 |
| EP1294553B2 (en) | 2012-04-25 |
| EP1294553A1 (en) | 2003-03-26 |
| WO2001096090A1 (en) | 2001-12-20 |
| DE60118194T3 (de) | 2012-08-09 |
| DE60118194D1 (de) | 2006-05-11 |
| DE60118194T2 (de) | 2006-11-16 |
| CN1436118A (zh) | 2003-08-13 |
| JP2004502579A (ja) | 2004-01-29 |
| EP1294553B1 (en) | 2006-03-22 |
| KR20030019437A (ko) | 2003-03-06 |
| MXPA02012618A (es) | 2003-04-10 |
| BR0112181A (pt) | 2003-10-07 |
| US7137806B2 (en) | 2006-11-21 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1213841C (zh) | 热平衡的热流道喷嘴 | |
| CA2263537C (en) | Heating device for injection mold apparatus | |
| CN1248841C (zh) | 厚膜加热器装置 | |
| EP1724090B1 (en) | Injection nozzle with a thermal shroud and method of making the same | |
| CN1058653C (zh) | 具有压入的加热元件和一体的环部的模注注嘴 | |
| EP0167977B1 (en) | Injection molding heated nozzle with brazed in heating element and method of manufacture | |
| CA2630753A1 (en) | A manifold nozzle connection for an injection molding system | |
| KR20070037629A (ko) | 열적으로 분리된 용융물 채널을 구비한 핫 러너 동시사출노즐 | |
| AU2001270382A1 (en) | Thermally balanced hot runner nozzle | |
| CN1430549A (zh) | 造型材料处理装置以及制造该装置的方法和设备 | |
| CA2204965C (en) | Injection moulding system and a spacer member | |
| CA2059960C (en) | Injection molding probe with coaxial thermocouple tube and heating ele ment | |
| US20040234640A1 (en) | Installation for producing cables | |
| CN2593999Y (zh) | 注塑用热流道可换色喷嘴 | |
| CA2425697C (en) | Metallic overcoat for thick film heater termination | |
| CN1302907C (zh) | 具有可拆除和可更换式加热装置的喷嘴及其制造方法 | |
| US5238391A (en) | Injection molding probe with coaxial thermocouple tube and heating element | |
| EP1472067B1 (en) | Injection moulding apparatus with nozzle having a heated head portion | |
| CN205272623U (zh) | 一种3d打印机喷头挤出机构 | |
| CN114474668B (zh) | 三层共挤机头及其生产工艺及采用该工艺生产的线缆 | |
| CN114633439B (zh) | 一种tpu网及其挤出设备 | |
| CN219705985U (zh) | 一种注塑机用螺杆结构 | |
| CN1036381C (zh) | 一种注塑成型注嘴的制造方法 | |
| CA2555897C (en) | Heating cylinder for attachment to an injection nozzle for an injection molding system | |
| CA2412802A1 (en) | Thermally balanced hot runner nozzle |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C19 | Lapse of patent right due to non-payment of the annual fee | ||
| CF01 | Termination of patent right due to non-payment of annual fee |