CN1219726C - 形状稳定、细孔通流的多孔过滤元件 - Google Patents
形状稳定、细孔通流的多孔过滤元件 Download PDFInfo
- Publication number
- CN1219726C CN1219726C CNB998057991A CN99805799A CN1219726C CN 1219726 C CN1219726 C CN 1219726C CN B998057991 A CNB998057991 A CN B998057991A CN 99805799 A CN99805799 A CN 99805799A CN 1219726 C CN1219726 C CN 1219726C
- Authority
- CN
- China
- Prior art keywords
- filtering element
- molding
- water glass
- dimensionally stable
- binding agent
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/24—Particle separators, e.g. dust precipitators, using rigid hollow filter bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/20—Other self-supporting filtering material ; Other filtering material of inorganic material, e.g. asbestos paper, metallic filtering material of non-woven wires
- B01D39/2003—Glass or glassy material
- B01D39/2006—Glass or glassy material the material being particulate
- B01D39/201—Glass or glassy material the material being particulate sintered or bonded by inorganic agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D46/00—Filters or filtering processes specially modified for separating dispersed particles from gases or vapours
- B01D46/0001—Making filtering elements
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D53/00—Separation of gases or vapours; Recovering vapours of volatile solvents from gases; Chemical or biological purification of waste gases, e.g. engine exhaust gases, smoke, fumes, flue gases, aerosols
- B01D53/34—Chemical or biological purification of waste gases
- B01D53/74—General processes for purification of waste gases; Apparatus or devices specially adapted therefor
- B01D53/86—Catalytic processes
- B01D53/88—Handling or mounting catalysts
- B01D53/885—Devices in general for catalytic purification of waste gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D2273/00—Operation of filters specially adapted for separating dispersed particles from gases or vapours
- B01D2273/20—High temperature filtration
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S264/00—Plastic and nonmetallic article shaping or treating: processes
- Y10S264/17—Molding a foam containing a filler
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10S—TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10S264/00—Plastic and nonmetallic article shaping or treating: processes
- Y10S264/48—Processes of making filters
Abstract
一种形状稳定、能够穿流的多孔流体处理元件,特别是过滤元件,适合于对热流体进行处理,其特征为以下几个组成部分:(a)具有内部空腔的无机固体材料颗粒;(b)水玻璃基的硬化粘结剂;(c)其中,粘结剂将固体材料颗粒粘结在一起,形成可穿流的多孔流体处理元件。
Description
技术领域
本发明的技术方案是一种形状稳定、可穿流的多细孔过滤元件,适合于对热流体进行过滤,该过滤元件具有一个形状稳定、能够穿流的多孔模制体,它具有下列组分:
(a)具有内部空腔的无机固体微粒;
(b)水玻璃基的硬化粘结剂,
(c)其中,粘结剂将固体微粒粘结在一起,形成可穿流的多孔模制体。
背景技术
已公知这种类型的流体处理元件,它们带有各种固体微粒和多种粘结剂。
发明内容
按照本发明,提出了一种形状稳定、能够穿流的多孔过滤元件,适合于热流体的过滤,其中,该过滤元件具有一个形状稳定、能够穿流的多孔模制体,它具有下列组分:
带有内部空腔的无机固体微粒;
水玻璃基的硬化粘结剂;
其中,粘结剂将这些固体微粒粘结形成可穿流的多孔模制体;
其中,设置膨胀粘土作为带有内部空腔的无机固体微粒,
作为该模制体的其它组分,该模制体含有滑石,作为用来提高用于初始模制体的物质的延展性的介质,并且,在过滤元件的入流表面上设有一个表面过滤层,该表面过滤层的孔隙尺寸小于过滤元件在表面过滤层之下所具有的孔隙尺寸。
与已有的流体处理元件相比较,本发明的流体处理元件的特点是性能方面综合具有以下的突出优点:
-能够使用价格相对合理的原材料;
-制造简单、成本低;
-过滤元件的重量相对于其体积而言很小,这使得原材料的消耗减少,并且,可能设置的过滤元件的承载结构的技术复杂性降低;
-过滤元件适合于处理处于高温下的流体。
具有内部空腔的固体微粒最好是从下列材料组中进行选择:
-发泡玻璃微粒;
-膨胀粘土微粒。
发泡玻璃微粒的优点是具有优异的抗化学腐蚀能力,并且通常是由循环再生玻璃制造。从市场上可以获得,具有封闭的、一级近似情况下可看成是球形的包壳,其内部有几个连接的壁,占绝大部分的是其余的空隙。与实心的玻璃微粒相比较,发泡玻璃微粒在强度未发生显著降低的情况下比重减小了非常多。在本发明中使用的固体微粒中,内部空腔相对于所涉及的固体微粒的周围环境而言可以是封闭的(如发泡玻璃微粒的情况),但也能够全部或者部分地与所涉及的固体微粒的周围环境相连通。
较好的情况是,固体材料颗粒大部分的颗粒大小在0.2至1mm的范围内,最好是0.3至0.7mm。颗粒大小的选择决定了过滤元件中的细孔大小。“大部分”意味着“大于固体材料颗粒的体积或者重量的50%”,最好是“大于90%”。如果人们希望获得的过滤元件在固体材料颗粒之间具有非常大的孔隙率,也可以使用更大尺寸的固体材料颗粒。尤其是废气装置中作为催化剂载体的型件中,优选1.0至2.0mm大小的颗粒是适宜的。
优选的粘结剂是钠水玻璃、钾水玻璃、锂水玻璃或者上述水玻璃中的至少两种的混合物。特别商业化的产品是钠水玻璃与钾水玻璃的混合物。
为了水玻璃基-粘结剂的硬化,可以使用对于这些粘结剂来说可行的方法,尤其是通入CO2气,通过加热促进对空气中CO2的吸收。室温条件下在空气中的长时间硬化,往水玻璃中混入一种金属氧化物,往水玻璃中掺入一种酸,往水玻璃中掺入一种酯。特别优选的是一种全新的硬化方法,即将初始模制体(即,尚未硬化的模制体)与一种醇基的硬化液体进行接触。较好的硬化液体,其主要组成部分是醇,其中具体的界限是醇含量至少是30%,好一些的情况是不少于40%的醇,更好一些的情况下不少于50%的醇,再好一些是不少于70%的醇,更好的情况下大致是100%的醇(如普通市场上可得到的)。对于硬化过程起决定作用的组分是一元醇,或者也可以是几种一元醇的混合物。特别满足使用要求、易于获得、而且成本低的醇是乙醇、甲醇、异丙醇、燃用酒精(=改性乙醇)。由于初始模制体的多孔结构,从技术处理流程来说简单的是,将水玻璃基的粘结剂在整个初始模制体中与硬化液体在必需的程度上进行接触。出乎预料的是,这种接触导致瞬间的、在极短时间内(基本上是在几秒钟的时间内)粘结剂的硬化。对于生产来说它的一个极大优点是,不需经过加热处理、也不需经历较长的硬化时间,模制体即可以从初始的未硬化状态转变成硬化的状态。由于利用醇基的硬化液体,硬化过程能够非常快地完成,也许所涉及的不只是与粘结剂的化学反应,更主要的似乎是存在着物理过程,很可能是具有的使粘结剂脱水的作用,产生了重要影响。
对于前面所述的模制体(具有内部空腔和硬化的水玻璃基的粘结剂)的主要组成,原则上不必再包括其它的组分,即可以得到模制体的基本结构。不过,需要指出的是,尤其是需要过滤元件具有相对较高的强度要求的情况下,添加某种强化组分,以纤维束形式为佳,会是适宜的选择。纤维束可以特别地设置于过滤元件的表面上,不过也可以作为内部纤维束。可以使用普通形式的纤维束,特别是编织席。作为材料,可以是一般的纤维,特别是玻璃纤维,也可以是碳纤维,矿物纤维和其他纤维。
除了前面所提到的组分,构成初始模制体的物质还可以包括少量的其它组分。最好是从下列组中加以选择,并且,或者是从一组中选择一种、或者是从一组中选择几种,或者是从几组中选择几种组分;
-一种或者几种填充材料,以滑石或石英粉为佳;
-一种或者几种辅助材料或者添加物;
-提高强度用的纤维,以玻璃纤维为佳,也可用其它的纤维,如上一段中所述的。
填充材料能够提高初始模制体用的物质的延展性,因而改善该物质的可加工性。此外,强度提高,并且降低了从初始模制体向最终成形的模制体的硬化的过程中的收缩。所提到的纤维,在一般情况下被混合到粘结剂中,在待成形的物质中无规则分布。这里,与前面介绍较多的纤维束有所不同。与所提到的、补充组分不同,根据希望,一些组分在硬化完成后再添置到模制体上去,例如,特定的表面层,浸渍和类似物。
成形出初始模制体的物质,就其总重量而言,最好具有如下重量百分比范围:
10-50%水玻璃
0-5%填充材料(一种或多种)
0-5%辅助材料或者添加物
0-5%纤维
35-90%具有内部空腔的固体材料颗粒(作为余量)。
对于水玻璃,上面所给的重量百分比范围是市场上普通的水玻璃,它一般含有大致50%的固体物质,或者还略低,其余部分是水。另外,还需要指出,许多填充材料、特别是已经提到的滑石或者提到的石英粉,许多辅助材料和/或者添加物,以及被分散于物质中的纤维,它们的比重非常轻;尽管所给出的这些组分的重量百分比范围低,这些组分各自都在构成的原材料中占据明显高的体积分量。最后还要指出,待成形物质的材料装的100%参比重量中,没有计入为提高强度而可能加入的纤维束的重量。
对于本发明的过滤元件,有大量的技术方面的应用可能性。从这些可能性中特别选择出几个列于下面:
-作为气体或液体的过滤元件;
-燃烧装置烟气的过滤元件;
-柴油发动机废气装置的粒子过滤器;
-作为催化式废气无毒化处理装置的催化涂层的基体(例如,如人们从汽车排气道中所了解的那样)。
本发明的过滤元件由于其构造的原因,是一种可用于较高温度下的技术元件,与此类似地,人们自然也能够将它用于非高温的过滤中。本发明的过滤元件的构造,尤其是用发泡玻璃微粒或者膨胀粘土微粒形式的固体材料颗粒时,具有能够在持续性超过200℃的较高温度下安全使用的能力,即使是在还要高出许多的持续工作温度下也基本上没有问题。特别要指出的是,能够在200至950℃之间对于燃烧废气进行过滤或者催化处理。
具有表面过滤层的过滤元件具有的特殊优点是,过滤元件通过回流可以很好地被清理干净,并且过滤元件内部的孔隙不会减少,否则,随着时间延续过滤元件对流体穿流的阻力会不断升高。特别优选纤维、最好是玻璃纤维或者矿物纤维、或者选择无机固体材料颗粒来制造表面过滤层。
用于本发明的过滤元件的模制体可以用一种方法来制造,其特征是,
(a)将初始模制体的组分混合成一种可塑的或者可流动的物质;
(b)将此物质放入一个模具中;
(c)最好是通过加入醇基硬化液体使模具中物质硬化,其加入量应当使得粘结剂至少几乎完全与硬化液体接触;
(d)从模具中取出硬化后的模制体。
尽管与硬化液体的接触会导致模制体在这样大的程度上瞬间硬化,使得其能够从模具中取出,并且具有良好的初始形状稳定性,接下来经常要进行最后的干燥和后续硬化,尤其是在室温下或者更高的温度下、最好是100℃至150℃下进行。利用提到的硬化液体对粘结剂进行的硬化,使得可以在短时间后从模具中取出模制体,优选不超过60秒的时间,最少可以少于30秒。或者在将模制体从模具中取出之前,或者之后,将多余的硬化液体去除掉,是有利的,可以采用的方法有让其滴干、离心甩干、吹干、吸干、让其蒸发。
制造模制体的模具,可以具有非常简单的构造,(例如,用于制造板状的产品的长方六面体形),但也可以是复杂的形状。模具最好也可以包含型芯,从而制造出具有至少一个内部中空腔的模制体。其与外部是封闭的或者与外部连接。在绝大多数情况下,适宜的方法是设置一个简单分开的模具或者具有几个部分的分体式模具。根据模塑材料的粘度的不同,人们工作时,可以使其流入到模具内,也可以接着施加一定的压缩压力,或者通过振动或类似方法对模具填充或辅助填充。
以下借助于实施例对本发明再予以进一步说明。
附图说明
图1所示为第一个制造模具的俯视图;
图2示出了从第一个制造模具中取出来的一个模制体的水平横截面;
图3所示是第二个制造模具的俯视图;
图4给出了第三个制造模具的俯视图;
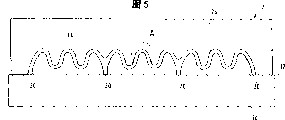
图5所示是处于“平放”位置上的第四个制造模具的垂直截面图;
图6是由第四个制造模具制得的模制体对应于图5中A位置的局部放大剖面图。
最后,给出了一个成分实施例。
具体实施方式
在图1中示出的第一个制造模具2,具有一个相对扁平、内部中空的立方体构型,它的五个面是封闭的,其第六个面是敞开的。从敞开的面处,将三个型芯4放入,它们彼此隔开一定距离,各自都具有矩形截面;在图1中可以看到型芯的截面,因为它们向上从敞开的模具中凸出。
图2示出了在图1所给出的第一个模具中制得的一个模制体6,已经从制造模具2中取出。它被这样使用,即,外表面8是过滤元件6的入流表面,而清洁气体或者清洁液体则从室10中被向上吸走。
在图3中示出的第二个制造模具2,具有圆柱形模具中空腔,其中安置一个较小直径的圆柱形型芯4。这样,在制造模具2中可以制造具有管段式构型的模制体。
图4中所示的第三个制造模具2,具有一个模具中空腔,它是有波纹-圆柱形的,为第二个制造模具的模具中空腔的变型。型芯4的外部轮廓以一定间距随着该波纹变化。利用该第三个制造模具可以制造具有波纹管段构型的模制体。
需要指出,第一、第二和第三个制造模具2可以这样设计:即型芯4在制造模具2中一直延伸到其底面上;那么,被制造的模制体6的内部中空腔在底端和顶端处敞开。另一种方式是使型芯4的下端部安置得与模具中空腔的底面有一定距离,这样制得的模制体6,其空腔在下部是封闭的,并且仅仅是向上敞开。
在图5中示出了第四个制造模具2,其几何构造要复杂一些。这里有一个“平放”的底部半模2a,它具有一个接一个的平行伸展的“波峰”和“波谷”。一个“平放”的上半模2b,在其底面上也有类似的波峰和波谷轮廓。如果下半模2a和上半模2b在分型面半部12处组装起来,如图5所示的那样,它们限定了一个模具中空腔14,它呈一个厚波纹板形。
为了制造一个模制体一半部6`,在制造模具2敞开的情况下,将一定配料量的由各组分混合成的物质填入底部半模2a中。然后将上部半模2b沿着朝向底部半模的方向降下来,并且将其这样压紧,使得在模具中的物料上受到一个压缩压力的作用。
如果希望提高模制体一半部6`的强度,可以在将物料放入到底部半模2a之前,敷置一层纤维束,尤其是玻璃纤维编织席,或者也可以首先将物料的一部分填入到底部半模2a中,然后再敷置上一层纤维束。
图6给出的是一个放大图,可以看到模制体一半部6`的局部细节。由具有内空腔的无机固体材料颗粒制成的、通过水玻璃基的硬化粘结剂粘结在一起而得到的多孔结构通过小点表示。位于模制体一半部6`表面区域的纤维束16用双向阴影线表示。此外,还可以看到,可以在模制体一半部6`的外面上接着制造一个由双向阴影线表示的表面过滤层18。
如果人们要制造第二个模制体一半部6``,它在图5的制造模具2中制得的第一个模制体一半部6`的下部、与之呈镜面对称状,并且在位置20处与其连接(优选借助于水玻璃-粘结剂来实现),就又获得了一个大体上讲为有波纹扁平立方体形状的模制体,它具有中空腔。人们可以这样处理,使该中空腔分别在其两端敞开。另一种可能性是,将第四个制造模具2的一侧这样构形为,使得中空腔在一侧被封闭;于是,人们得到一种有波纹扁平立方体形状的模制体6,其五个面是封闭的,而第六个面朝中空腔敞开。
成分实施例
制造了具有如下成分的物料:
-32%(重量百分比)的市场上普通的水玻璃(钠水玻璃与钾水玻璃的混合物,固体物质含量45%);
-3%(重量百分比)的滑石
-65%(重量百分比)的发泡玻璃微粒(0.25至0.5mm)。
该物料具有与潮湿的土相当的粘稠度。物料被填入到如图1所示的一个模具中,其中,立方体形的模具中空腔(以无型芯考虑)包围的空间大致为30cm×20cm×5cm。模具与型芯由金属制成。在所述的物料填充时,利用一钟冲头压模内物料,以便使其达到一定的密实程度。
然后从上面向模具内物料上散洒100ml的燃用酒精。多余的燃用酒精在底部从模具中滴出(在分体式模具中从分型面处流出,在其它情况下从细小的液体排出孔处滴出),这表明,模具中的物料与燃用酒精的接触已经达到所需要的完全程度。经过很短的时间(10-20秒)后,用手指按压模具中物料的表面,就可以确认,已经发生了硬化。之后,就可以将模制体取出。
模制体随后在120℃下于炉中进行1个小时的后续硬化。
使用同样成分的物料,能够利用图3、4和5中所给的制造模具类似地进行生产。
Claims (16)
1、一种形状稳定、能够穿流的多孔过滤元件,适合于热流体的过滤,其中,该过滤元件具有一个形状稳定、能够穿流的多孔模制体(6),它具有下列组分:
带有内部空腔的无机固体微粒;
水玻璃基的硬化粘结剂;
其中,粘结剂将这些固体微粒粘结形成可穿流的多孔模制体(6);
其特征为,设置膨胀粘土作为带有内部空腔的无机固体微粒,
作为该模制体的其它组分,该模制体含有滑石,作为用来提高用于初始模制体的物质的延展性的介质,并且,
在过滤元件的入流表面上设有一个表面过滤层(18),该表面过滤层的孔隙尺寸小于过滤元件在表面过滤层(18)之下所具有的孔隙尺寸。
2、如权利要求1所述的过滤元件,
其特征为:可从下列材料组中选用固体材料颗粒:
-发泡玻璃微粒,
-膨胀粘土微粒。
3、如权利要求1或2所述的过滤元件,
其特征为:固体材料颗粒的大部分颗粒大小在0.2至1mm的范围内。
4、如权利要求1至3之一所述的过滤元件,
其特征为:粘结剂是钠水玻璃、钾水玻璃、锂水玻璃或者上述水玻璃中至少两种的混合物。
5、如权利要求1至4之一所述的过滤元件,
其特征为:粘结剂是通过初始模制体(6)与一种醇基硬化液体的接触硬化的。
6、如权利要求5所述的过滤元件,
其特征为:使用基于一种或者几种一元醇的硬化液体。
7、如权利要求6所述的过滤元件,
其特征为:使用乙醇、甲醇、异丙醇、燃用酒精或者这些物质中的几种的混合物。
8、如权利要求1至7之一所述的过滤元件,
其特征为:过滤元件此外还包含下列组分的一种或多种的组合:
-一种或者多种填充材料;
-一种或者多种辅助材料或者添加物;
-提高强度用的纤维。
9、如权利要求1至8之一所述的过滤元件,
其特征为:有如下的组分,其相对于初始模制体(6)的重量的重量百分比范围如下:
10-50%水玻璃,
0-5%填充材料(一种或多种),
0-5%辅助材料和/或者添加物,
0-5%纤维,
35-90%固体材料颗粒(作为余量)。
10、如权利要求1至9之一所述的过滤元件,
其特征为:它包含一种纤维束(16)来提高强度。
11、如权利要求1至10之一所述的过滤元件,
其特征为:设置了一个借助纤维构造的表面过滤层(18)。
12、如权利要求1至11之一所述的过滤元件,
其特征为:模制体由两个分开制造并且随后相互连接的模制体半部(6’)制成。
13、如权利要求3所述的过滤元件,
其特征为:固体材料颗粒的大部分颗粒大小在0.3至0.7mm的范围内。
14、如权利要求8所述的过滤元件,
其特征为:所述填充材料是滑石或石英粉,所述纤维是玻璃纤维。
15、如权利要求1至9之一所述的过滤元件,
其特征为:它包含一种玻璃纤维编织席来提高强度。
16、如权利要求11所述的过滤元件,
其特征为:所述纤维是玻璃纤维。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE19815377A DE19815377A1 (de) | 1998-04-06 | 1998-04-06 | Formstabiles, durchströmungsporöses Fluidbehandlungselement, insbesondere Heißfluid-Filterelement |
| DE19815377.5 | 1998-04-06 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| CN1299339A CN1299339A (zh) | 2001-06-13 |
| CN1219726C true CN1219726C (zh) | 2005-09-21 |
Family
ID=7863759
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| CNB998057991A Expired - Fee Related CN1219726C (zh) | 1998-04-06 | 1999-04-06 | 形状稳定、细孔通流的多孔过滤元件 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US6709589B1 (zh) |
| EP (1) | EP1084090B1 (zh) |
| JP (1) | JP4215395B2 (zh) |
| CN (1) | CN1219726C (zh) |
| AT (1) | ATE287383T1 (zh) |
| AU (1) | AU3706099A (zh) |
| DE (2) | DE19815377A1 (zh) |
| WO (1) | WO1999051543A2 (zh) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US11192997B2 (en) | 2014-03-07 | 2021-12-07 | Ticona Llc | Sintered polymeric particles for porous structures |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2157371A1 (de) | 1971-11-19 | 1973-05-24 | Bayer Ag | Verfahren zur herstellung von formkoerpern |
| AT327080B (de) | 1972-04-18 | 1976-01-12 | Vmw Ranshofen Berndorf Ag | Verfahren zur erzeugung von feuerfesten verbundkorpern |
| DE2841624C2 (de) | 1977-08-02 | 1983-07-21 | Wöllner-Werke, 6700 Ludwigshafen | Verfahren zur Spritzisolierung von Gegenständen mit Mineralfasern |
| DE3246502A1 (de) * | 1982-12-16 | 1984-06-20 | Dennert, Hans Veit, 8602 Schlüsselfeld | Verfahren zum herstellen von mit wasserglas gebundenen formkoerpern |
| JPS63151691A (ja) * | 1986-12-16 | 1988-06-24 | 新日軽株式会社 | 無機質断熱材の製造法 |
| ATE141180T1 (de) * | 1988-06-04 | 1996-08-15 | Herding Entstaubung | Filter zum abscheiden von feststoffteilchen aus heissen, gasförmigen oder flüssigen medien |
| CA2171038C (en) | 1995-03-15 | 2001-05-15 | Mitsuo Minagawa | Expanded ceramic molded plate |
| DE19701858A1 (de) | 1997-01-21 | 1998-07-23 | Gerhard Fabritz | Neues Baustoff- und Dämmsystem auf Basis von Blähglasgranulat |
| DE19712835C3 (de) * | 1997-03-26 | 2002-05-08 | Fraunhofer Ges Forschung | Formkörper aus einem Leichtwerkstoff, Verfahren zu deren Herstellung und ihre Verwendung |
-
1998
- 1998-04-06 DE DE19815377A patent/DE19815377A1/de not_active Withdrawn
-
1999
- 1999-04-06 AU AU37060/99A patent/AU3706099A/en not_active Abandoned
- 1999-04-06 AT AT99919199T patent/ATE287383T1/de not_active IP Right Cessation
- 1999-04-06 DE DE59911496T patent/DE59911496D1/de not_active Expired - Lifetime
- 1999-04-06 EP EP99919199A patent/EP1084090B1/de not_active Expired - Lifetime
- 1999-04-06 JP JP2000542267A patent/JP4215395B2/ja not_active Expired - Fee Related
- 1999-04-06 WO PCT/EP1999/002326 patent/WO1999051543A2/de active IP Right Grant
- 1999-04-06 CN CNB998057991A patent/CN1219726C/zh not_active Expired - Fee Related
- 1999-04-06 US US09/647,808 patent/US6709589B1/en not_active Expired - Fee Related
Also Published As
| Publication number | Publication date |
|---|---|
| EP1084090A2 (de) | 2001-03-21 |
| JP4215395B2 (ja) | 2009-01-28 |
| ATE287383T1 (de) | 2005-02-15 |
| CN1299339A (zh) | 2001-06-13 |
| US6709589B1 (en) | 2004-03-23 |
| AU3706099A (en) | 1999-10-25 |
| WO1999051543A3 (de) | 1999-12-23 |
| JP2002510552A (ja) | 2002-04-09 |
| WO1999051543A2 (de) | 1999-10-14 |
| EP1084090B1 (de) | 2005-01-19 |
| DE19815377A1 (de) | 1999-10-07 |
| DE59911496D1 (de) | 2005-02-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN1138701C (zh) | 采用孔形成物制备中孔性碳的方法 | |
| CN100528342C (zh) | 蜂窝结构体 | |
| CN100427730C (zh) | 废气净化用蜂巢式过滤器、接合剂、涂布材料以及废气净化用蜂巢式过滤器的制造方法 | |
| CN1200755C (zh) | 蜂窝陶瓷结构体及其制造方法 | |
| CN100341816C (zh) | 堇青石陶瓷体和方法 | |
| CN1159093C (zh) | 沸石成形坯其生产方法与其应用 | |
| CN101612499B (zh) | 一种壁流式蜂窝陶瓷过滤体的制备方法 | |
| CN1475660A (zh) | 陶瓷蜂窝式过滤器 | |
| JP2003117322A (ja) | ハニカムフィルター | |
| CN101585004A (zh) | 蜂窝结构体 | |
| CN1657501A (zh) | 微米多孔陶瓷板及制备方法 | |
| CN1486290A (zh) | 蜂窝结构体以及其制造方法 | |
| CN106215869A (zh) | 多孔二氧化硅陶瓷负载Cu‑MOF吸附剂及其制备方法 | |
| CN101612500B (zh) | 一种壁流式蜂窝陶瓷过滤体 | |
| CN1341578A (zh) | 一种制备碳化硅多孔陶瓷管的方法 | |
| CN101584997A (zh) | 蜂窝结构体 | |
| CN1471501A (zh) | 双连续复合材料 | |
| CN1219726C (zh) | 形状稳定、细孔通流的多孔过滤元件 | |
| CN101543707B (zh) | 蜂窝结构体 | |
| KR20090057392A (ko) | 무기 결합 구조를 갖는 압출 성형 다공성 기판 | |
| JPWO2007097161A1 (ja) | 炭化珪素質多孔体及びその製造方法 | |
| CN1418853A (zh) | 一种轻质陶瓷材料的配制方法及用途 | |
| CN100460360C (zh) | 蜂窝结构体 | |
| CN1140334C (zh) | 微孔过滤吸附、杀菌灭藻材料 | |
| CN108689638B (zh) | 一种多功能泡沫吸附板及其制备方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| C06 | Publication | ||
| PB01 | Publication | ||
| C10 | Entry into substantive examination | ||
| SE01 | Entry into force of request for substantive examination | ||
| C14 | Grant of patent or utility model | ||
| GR01 | Patent grant | ||
| C17 | Cessation of patent right | ||
| CF01 | Termination of patent right due to non-payment of annual fee |
Granted publication date: 20050921 Termination date: 20120406 |