-
Gebiet der Erfindung
-
Diese Erfindung betrifft arsenfreie Glaszusammensetzungen und Verfahren zur Herstellung solcher Gläser, die sich zur Verwendung als Substrate für Flachbildschirmanzeigevorrichtungen eignen, ohne dass arsenhaltige Materialien verwendet werden müssen.
-
Hintergrund der Erfindung
-
Flüssigkristallanzeigen (LCDs) sind passive Flachbildschirmanzeigen, die zur Beleuchtung auf externe Lichtquellen angewiesen sind. Sie werden als segmentierte Anzeigen oder in einer von zwei grundlegenden Bauweisen hergestellt. Die Anforderungen an das Substrat (außer, dass es transparent sein und den chemischen Bedingungen widerstehen können muss, denen es während der Verarbeitung der Anzeige ausgesetzt ist) an die beiden Matrixtypen variieren. Der erste Typ ist intrinsisch Matrix-adressiert und beruht auf den Schwelleneigenschaften des Flüssigkristallmaterials. Der zweite ist extrinsisch Matrix- oder Aktivmatrix-(AM-)adressiert, wobei eine Anordnung von Dioden, Metall-Isolator-Metall-(MIM-)Vorrichtungen oder Dünnschicht-Transistoren (TFTs) einen elektronischen Schalter für jedes Pixel liefert. In beiden Fällen bilden zwei Flachgläser die Struktur der Anzeige. Der Abstand zwischen den beiden Flachgläsern ist die kritische Spaltweite in der Größenordnung von 5–10 μm.
-
Intrinsisch adressierte LCDs werden unter Verwendung von Metallabscheideverfahren gewöhnlich bei Temperaturen ≤ 350°C, gefolgt von Standardmetallätzverfahren hergestellt. Folglich sind die Substratanforderungen dafür häufig die gleichen, wie für segmentierte Bildschirme. Natronkalk-Siliciumdioxid-Glas mit einer Sperrschicht hat sich für die meisten Anforderungen als angemessen erwiesen. An eine Hochleistungsausführung von intrinsisch adressierten LCDs, den superverdrillt-nematischen Typ (super twisted nematic, STN), besteht die zusätzliche Anforderung einer äußerst präzisen Flachheit, damit die Spaltweite gleichmäßig gehalten wird. Aufgrund dieser Anforderung muss Natronkalk-Siliciumdioxid-Glas, das unter Verwendung des Floatglas-Herstellungsverfahrens hergestellt wird, poliert werden. Solche Polierverfahren sind teuer und zeitaufwändig und erzeugen eine große Menge an Glasteilchen, die möglicherweise die weitere Verarbeitung der Flachgläser negativ beeinflussen können. Ersatzweise kann Glas unter Verwendung eines Verfahren geformt werden, das kein Polieren erfordert, z. B. Schmelz-Downdraw.
-
Extrinsisch adressierte LCDs können je nach der Art des elektrischen Schalters, der sich an jedem optischen Element (Subpixel) befindet, weiter unterteilt werden. Zwei der häufigsten Typen extrinsisch (oder Aktivmatrix-, AMLCD) adressierter LCDs sind solche, die auf Dünnschicht-Transistoren (TFTs) aus entweder amorphem (α-Si) oder polykristallinem (poly-Si) Silicium basieren.
-
U.S.-Pat. Nr. 4 824 808 (Dumbaugh, Jr.) zählt vier wünschenswerte Eigenschaften auf, die Glas aufweisen muss, damit es die Substratanforderungen an extrinsisch adressierte LCDs vollständig erfüllt:
Erstens muss das Glas im Wesentlichen frei von absichtlich zugesetztem Alkalimetalloxid sein, um die Möglichkeit einer Alkalimetallverunreinigung des TFT zu vermeiden;
zweitens muss das Glassubstrat ausreichend chemisch beständig sein, damit es den während der Herstellung des TFT verwendeten Reagenzien widersteht;
drittens muss die unterschiedliche Ausdehnung zwischen dem Glas und dem in dem TFT vorhandenen Silicium auf einem relativ niedrigen Niveau gehalten werden, sogar wenn sich die Verarbeitungstemperaturen für die Substrate erhöhen; und
viertens muss sich das Glas in Form eines dünnen Flachglases mit hoher Qualität bei geringen Kosten herstellen lassen, d. h. es darf kein ausgiebiges Schleifen und Polieren erfordern, damit die notwendige Oberflächenbeschaffenheit gewährleistet ist.
-
Die letzte Anforderung ist am schwierigsten zu erfüllen, weil sie ein Flachglas-Herstellungsverfahren fordert, dass im Wesentlichen fertiges Flachglas herstellen kann. Ein Verfahren, dass diese Anforderung erfüllen kann, ist ein besonderes Downdraw-Verfahren, das als Overflow-Downdraw- oder Schmelz-Flachglasherstellungsverfahren bekannt ist. Das Overflow-Downdraw-Verfahren ist zum Beispiel im
U.S.-Patent Nr. 3 338 696 (Dockerty) und im
U.S.-Patent Nr. 3 682 609 (Dockerty) beschrieben. Durch Schmelzen geformte Flachgläser sind im Gegensatz zu Schwimm- bzw. Floatflachgläsern ausreichend eben, so dass sie nach dem Formen nicht poliert werden müssen. Zwei Gläser, welche die vorstehenden Anforderungen erfüllen, die Flachgläser von Corning Incorporated mit den Kennziffern 7059 und 1737, werden gegenwärtig als Substrate für extrinsisch adressierte LCDs verwendet. Diese Gläser werden unter Verwendung des Overflow-Downdraw-Verfahrens hergestellt und erfordern deshalb kein Polieren nach dem Formen.
-
Jüngste Verbesserungen bei der Auflösung extrinsisch adressierter LCDs haben zum Aufkommen einer fünften Anforderung an das Glas geführt, nämlich ein hoher Spannungspunkt. Diese Eigenschaft wird als Hinweis auf die thermische Schwindung des Glases verwendet. Wie sich ersehen lässt, ist die thermische Schwindung umso größer, je niedriger der Spannungspunkt ist. Eine geringe thermische Schwindung ist für eine genaue Ausrichtung während aufeinanderfolgender fotolithografischer und anderer Musterbildungsschritte bei der TFT-Bearbeitung wünschenswert. Folglich sind gewöhnlich Gläser mit höheren Spannungspunkten für extrinsisch adressierte LCDs und insbesondere für solche bevorzugt, die poly-Si-TFT-Technologie einsetzen. Somit unternahm man erhebliche Forschungen, um Gläser zu entwickeln, die hohe Spannungspunkte aufweisen, so dass die thermische Schwindung während der Bearbeitung der Vorrichtung minimiert wird. Das Corning-Glas Kennziffer 1737, das den höchsten Spannungspunkt (666°C) in der AMLCD-Substrat-Industrie besitzt, wird schnell zu einem Industriestandard. Gleichzeitig mit ihren hohen Spannungspunkten haben diese Gläser oft hohe Schmelztemperaturen, d. h. in der Größenordnung von 1550–1650°C.
-
Eine andere, als ”chip-on-glass” (COG) bezeichnete Technologie hat den Bedarf an einem Substratglas weiter unterstrichen, das eine möglichst ähnliche Wärmeausdehnung wie Silicium hat. So waren bei den ersten LCD-Vorrichtungen deren Treiberchips nicht auf dem Substratglas montiert. Stattdessen waren die Siliciumchips entfernt montiert und mit dem LCD-Substrat-Schaltkreis über eine verformbare oder flexible Verkabelung verbunden. Mit der Verbesserung der Technologie von LCD-Vorrichtungen und als die Vorrichtungen größer wurden und feinere Auflösungen erforderten wurden diese flexiblen Befestigungen sowohl wegen der Kosten als auch wegen mangelnder Zuverlässigkeit inakzeptabel. Diese Situation führte zum Tape Automatic Bonding (TAB) der Siliciumchips. Bei diesem Verfahren wurden die Siliciumchips und die elektrischen Verbindungen zu den Chips auf einem Trägerband montiert. Diese Baugruppe wurde direkt auf dem LCD-Substrat montiert, und danach wurde die Verbindung zum LCD-Schaltkreis vervollständigt. TAB senkte die Kosten, verbesserte gleichzeitig die Zuverlässigkeit und erhöhte die erlaubte Dichte der Leiter auf einen Abstand von ungefähr 200 μm – alles wichtige Faktoren. COG liefert jedoch hinsichtlich dieser drei Faktoren eine weitere Verbesserung gegenüber TAB. Mit zunehmender Größe von und zunehmenden Qualitätsanforderungen an LCD-Vorrichtungen ist somit COG für solche Vorrichtungen gefordert, die von der Verwendung von Siliciumchips mit integrierten Schaltkreisen abhängen. Aus diesem Grund zeigt das Substratglas vorzugsweise einen linearen Wärmeausdehnungskoeffizienten, der weitgehend dem von Silicium gleicht, d. h. einen linearen Wärmeausdehnungskoeffizienten (0°C–300°C) zwischen etwa 32–46 × 10–7/°C, am stärksten bevorzugt 32–40 × 10–7/°C.
-
Viele der für Flachbildschirmanzeigenanwendungen hergestellten Gläser und insbesondere solche, die durch Downdraw-Verfahren (z. B. die Schmelz- oder Slotdraw-Verfahren) hergestellt werden, werden unter Verwendung von Fertigungsausrüstung aus feuerfesten Metallen, z. B. Platin oder Platinlegierungen, geschmolzen oder geformt, insbesondere in den Läuterungs- und Konditionierungsabschnitten des Verfahrens, in denen feuerfeste Metalle verwendet werden, um die Bildung von Zusammensetzungsinhomogenitäten oder gasförmigen Einschlüssen zu minimieren, die durch den Kontakt des Glases mit feuerfesten Oxidmaterialien hervorgerufen werden. Außerdem setzen viele dieser Herstellungsverfahren Arsen als Läuterungsmittel ein. Dies erfolgt, weil Arsen zu den Läuterungsmitteln bei den höchsten bekannten Temperaturen gehört, d. h. wenn es einem geschmolzenen Glasbad zugesetzt wird, ermöglicht es eine O2-Freisetzung aus der Glasschmelze sogar bei hohen Schmelztemperaturen (z. B. über 1450°C). Diese O2-Freisetzung bei hoher Temperatur (welche zur Entfernung von Gasen während der Schmelz- und Läuterungsstufen der Glasherstellung beiträgt) in Verbindung mit einer starken Neigung zur O2-Absorption bei niedrigeren Konditionierungstemperaturen (welche zum Zusammenbruch jeglicher restlicher gasförmiger Einschlüsse im Glas beitragen) ergibt ein Glasprodukt, das im Wesentlichen frei von gasförmigen Einschlüssen ist. Zudem ermöglicht die oxidierende Natur des Arsen-Läuterungspakets den Schutz der Metallsysteme auf Platinbasis, indem eine Verunreinigung aufgrund der Reduktion von Fremdmetallen verhindert wird. Andere Läuterungsmittel schmelzen und setzen ihren Sauerstoff gewöhnlich viel zu früh frei, wenn sie Gläsern mit hoher Schmelztemperatur als Läuterungsmittel zugesetzt werden, und reabsorbieren O2 zu spät während des Konditionierungsverfahrens, wodurch sie ihre Läuterungsfähigkeiten verlieren. Im Hinblick auf den Umweltschutz wäre es wünschenswert, alternative Verfahren zur Herstellung von Gläsern mit hohem Schmelzpunkt und hohem Spannungspunkt zu finden, ohne dass man Arsen als Läuterungsmittel einsetzen muss. Es wäre besonders wünschenswert, wenn man Verfahren zur Herstellung solcher Gläser mittels Downdraw-(insbesondere Schmelz-ähnlichen)Verfahren fände. Unglücklicherweise wurden frühere diesbezügliche Versuche durch die Bildung inakzeptabler Mengen an Blasen im Glas behindert. Dies ist ein besonderes Problem bei Gläsern, die feuerfeste Metalle, wie Platin oder platinhaltige Legierungen, in ihren Schmelzglaszuleitungssystemen einsetzen. Dies erfolgt, weil Platin das Auftreten einer elektrochemischen Reaktion mit dem Glas bewirken kann, welche zur Luftblasenbildung an oder in der Nähe des Platinkontaktbereichs des Glases führt (die üblicherweise als Blasenbildung bezeichnet wird).
-
Zusammenfassung der Erfindung
-
Wir haben gefunden, dass man durch Beibehaltung einer kleinen Menge Wasser im Glas während des Glasherstellungsverfahrens andere Läuterungsbestandteile, die gewöhnlich bei hohen Schmelztemperaturen weniger effizient sind (die Schmelztemperatur ist hier als die Temperatur definiert, bei der Glas eine Viskosität von 20 Pa·s (200 Poise) zeigt), z. B. Sb2O3, CeO2, SnO2, Fe2O3 und Gemische davon, wenn benötigt, anstelle von As2O3 einsetzen kann, um die erfolgreiche Läuterung des Glases zu erleichtern. Die Beibehaltung einer kleinen Menge Wasser im Glas ermöglicht somit die Herstellung von Gläsern mit hohem Schmelzpunkt (d. h. Gläsern, bei denen die Temperatur, bei der die Viskosität 20 Pa·s (200 Poise) entspricht, größer als etwa 1500°C ist.), die im Wesentlichen arsenfrei sind. Mit im Wesentlichen arsenfrei ist gemeint, dass solche Gläser weniger als 0,02 Molprozent As2O3 enthalten (solche Mengen sind gewöhnlich auf Grund einer Rohmaterialverunreinigung vorhanden). Die Erfindung ermöglicht ferner die Herstellung solcher Gläser mit hohem Schmelzpunkt unter Verwendung von Herstellungssystemen, die Platin oder platinhaltige Legierungen einsetzen, die mit dem Glas während der Schmelz- oder Formungsschritte des Herstellungsverfahrens in Kontakt stehen. Diese Verfahren sind insbesondere zum Formen von Gläsern geeignet, die unter Verwendung eines Downdraw-Verfahrens geformt werden, wie zum Beispiel Corning Kennziffer 1737.
-
Unter einem Aspekt stellt die vorliegende Erfindung ein Verfahren gemäß Anspruch 1 bereit.
-
Eine Art der Messung des Wassergehalts im Glas ist die Messung von beta-OH (β-OH). β-OH, wie hier verwendet, ist ein Maß für den Hydroxylgehalt im Glas, der durch IR-Spektroskopie gemessen wird, und wird unter Verwendung der Hydroxyl-Hauptabsorption bestimmt, die für dieses Material bei 2809 nm auftritt. Das β-OH ist der lineare Absorptionskoeffizient (Extinktion/mm Dicke) des Materials bei 2809 nm. Die nachstehende Gleichung zeigt, wie β-OH aus dem IR-Transmissionsspektrum der Probe berechnet wird. β-OH = (1/X)lOG10(T1/T2), wobei X die Dicke der Probe in Millimetern ist, T1 die Probendurchlässigkeit bei der Referenzwellenlänge (2600 nm) ist und T2 die minimale Probendurchlässigkeit der Hydroxylabsorptionswellenlänge (2809 nm) ist. Die Referenzwellenlänge kompensiert den Signalverlust aufgrund von Oberflächenreflexionen, Streuung und Brechung in der Probe und wird aus einem Bereich, in dem keine Absorption erfolgt, und so nah wie möglich bei der Absorptionswellenlänge von Interesse ausgewählt.
-
In einer bevorzugten Ausführungsform der Erfindung zur Herstellung von Gläsern mit niedrigem Arsengehalt über ein Downdraw-Flachglas-bildendes Verfahren werden die Ansatzbestandteile so ausgewählt, dass das sich ergebende Glas einen Wassergehalt darin hat, wie durch den β-OH-Gehalt angezeigt, der kleiner als 0,35 mm–1 ist.
-
Die erfindungsgemäß gebildeten Gläser sind im Wesentlichen frei von As2O3 in dem sich ergebenden Glas. Wir haben gefunden, dass Silikatgläser (insbesondere Aluminosilikat- und Borosilikat-Gläser), die so formuliert werden, dass sie zu solchen β-OH-Werten in dem sich ergebenden geformten Glas führen, geläutert werden können unter Verwendung von weniger als 0,02 Molprozent As2O3, ausgedrückt als die im sich ergebenden Glas vorhandene Menge an As2O3. Sogar wenn sie unter Verwendung eines Downdraw-Verfahrens hergestellt werden, das ein Metallzuleitungssystem auf der Basis von Platin oder einer Platinlegierung einsetzt, können diese Gläser gebildet werden, ohne dass elektrochemische Blasenbildung in einem erhebliche Ausmaß auftritt. In der am stärksten bevorzugten Ausführungsform werden Sb2O3, CeO2, SnO2, Fe2O3 und Gemische davon allein oder in Kombination in einer Menge zwischen 0,02–2 Molprozent zu diesen Gläsern gegeben, um die Läuterung der Gläser zu erleichtern. In einer bevorzugten Ausführungsform wird Sb2O3 in einer Menge von 0,02–1 Molprozent, vorzugsweise von 0,2 bis 0,5 Molprozent zugegeben.
-
Der Wassergehalt oder β-OH-Wert des Glases kann auf eine Vielzahl von Weisen verringert werden. Zum Beispiel kann der Wassergehalt im Glas in einem gewissen Ausmaß einfach durch eine entsprechende Auswahl der Ansatzmaterialien eingestellt werden. Eine weitere Wasserverminderung kann durch Zusatz von Trockenmitteln, wie Halogenidmaterialien, erreicht werden. Zum Beispiel können halogenidhaltige Materialien in einer Menge zugeben werden, die bewirkt, dass das endgültige Glas eine Zusammensetzung zwischen etwa 0,1 bis 4 Molprozent Halogenid, stärker bevorzugt 0,1 bis 2 Molprozent und am stärksten bevorzugt etwa 0,1 Prozent Halogenid aufweist. In einer bevorzugten Ausführungsform zur Herstellung der in dem Beispiel offenbarten Glaszusammensetzung werden 0,4 Molprozent Chlorid, z. B. als CaCl2, in den Ansatz gegeben, was zu 0,15 bis 0,19 Molprozent Cl in dem sich ergebenden Glas führt.
-
Zudem ist es wünschenswert, die Summe der Partialdrücke aller gelösten flüchtigen Gase unter 1 Atmosphäre zu halten. Ein Verfahren, mit dem sich dieses Ergebnis leichter erhalten lässt, ist durch Beschränkung der Menge an Schwefel in dem sich ergebenden Glas durch entsprechende Auswahl der Ansatzmaterialien. Vorzugsweise sollte die Auswahl der Ansatzsubstanzen so erfolgen, dass der Schwefel, ausgedrückt als SO3, in dem sich ergebenden Glas so wenig wie möglich ausmacht, bevorzugt weniger als 100 ppm, stärker bevorzugt weniger als 50 und am stärksten bevorzugt weniger als 25 ppm.
-
Die erfindungsgemäßen Verfahren sind besonders vorteilhaft zur Herstellung von Aluminoborosilikat-Gläsern mit hohem Spannungspunkt mit einer Zusammensetzung, ausgedrückt in Molprozent auf der Oxid-Basis, von:
| SiO2 | 60–73 | MgO | 0–5 |
| Al2O3 | 8–14 | CaO | 1–13 |
| B2O3 | 5–17 | SrO | 0–8 |
| TiO2 | 0–5 | BaO | 0–14 |
| Ta2O5 | 0–5 | | |
-
Stärker bevorzugt besitzt das Basisglas eine Zusammensetzung, ausgedrückt in Molprozent auf der Oxid-Basis, von:
| SiO2 | 64–70 | MgO | 0–5 |
| Al2O3 | 9,5–14 | CaO | 3–13 |
| B2O3 | 5–12 | SrO | 0–5,5 |
| TiO2 | 0–5 | BaO | 2–8 |
| Ta2O5 | 0–5 | MgO + CaO + SrO + BaO | 10–20 |
-
Mit Ausnahme des niedrigen Wassergehaltes sind Gläser innerhalb dieses bevorzugten Zusammensetzungsbereiches zum Beispiel im
U.S.-Patent Nr. 5 374 595 offenbart. Bevorzugte erfindungsgemäß hergestellte Gläser zeigen lineare Wärmeausdehnungskoeffizienten über den Temperaturenbereich von 0°C–300°C von 32 bis 46 × 10
–7/°C, stärker bevorzugt von 32 bis 40 × 10
–7/°C, Spannungspunkte oberhalb von 630°C, stärker bevorzugt oberhalb von 640°C und am stärksten bevorzugt oberhalb von 650°C, Liquidus-Temperaturen von weniger als 1125°C, Liquidus-Viskositäten, die ausreichend sind, dass sie die Herstellung durch ein Downdraw-Herstellungsverfahren ermöglichen, bevorzugt höher als 40000 Pa·s (400000 Poise) und stärker bevorzugt höher als 60000 Pa·s (600000 Poise), einen Gewichtsverlust von weniger als 2 mg/cm
2 nach Eintauchen für 24 Stunden in eine wässrige 5 Gew.%ige HCl-Lösung bei 95°C, eine Langzeitbeständigkeit gegen Entglasung bei Schmelz- und Formungstemperaturen und Schmelzviskositäten von 20 Pa·s (200 Poise) bei weniger als 1675°C. Die erfindungsgemäßen Verfahren können bei Gläsern mit Zusammensetzungen innerhalb der vorstehend erläuterten Grenzen angewendet werden, wie zum Beispiel Gläsern, die im
U.S.-Patent Nr. 5 374 595 als Beispiele aufgeführt sind. Dadurch lassen sich solche Gläser läutern und formen, ohne dass Arsen verwendet werden muss.
-
Bei den am stärksten bevorzugten Gläsern übersteigt zusätzlich zu dem niedrigen Wassergehalt der Gehalt an Al
2O
3 den von B
2O
3, und bei den am stärksten bevorzugten Gläsern besteht die Zusammensetzung im Wesentlichen, ausgedrückt in Molprozent auf der Oxid-Basis, aus etwa:
| SiO2 | 65–69 | MgO | 1–5 |
| Al2O3 | 10–12 | CaO | 3–9 |
| B2O3 | 7–10 | SrO | 1–3 |
| TiO2 | 0–3 | BaO | 2–5 |
| Ta2O5 | 0–3 | MgO + CaO + SrO + BaO | 11–16 |
-
Vorzugsweise ist das Verhältnis Al2O3:B2O3 bei solchen Gläsern größer als 1.
-
Folglich ermöglicht die Erfindung die Herstellung von Silikat-Flachgläsern mit hohen Schmelzpunkten (größer als 1500°C) sowie die Bildung von Silikat-Flachgläsern unter Verwendung von Herstellungsverfahren, die feuerfeste Metalle, wie Platin, in ihren Formungsabschnitten einsetzen. Formungsabschnitt, wie hierin verwendet, bezieht sich auf den Teil des Herstellungsverfahrens, vor welchem dem Glas die endgültige Glasform verliehen wird, und umfasst die Schmelz-, Konditionierungs- und Läuterungsabschnitte des Herstellungsverfahrens.
-
KURZE BESCHREIBUNGEN DER ZEICHNUNGEN
-
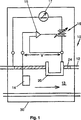
1 veranschaulicht ein feuchtigkeitskontrolliertes Gehäuse zur erfindungsgemäßen Verwendung.
-
DETAILLIERTE BESCHREIBUNG DER ERFINDUNG
-
Die vorliegende Erfindung betrifft Verfahren zur Herstellung von Silikatglas-Zusammensetzungen, wobei wenig oder kein Arsen eingesetzt wird. Die bevorzugten Gläser sind Aluminosilikat- oder Borosilikat-Gläser. Das Herstellungsverfahren für solche Gläser ist über ein Downdraw-Flachglasherstellungsverfahren. Wie hier verwendet, betrifft Downdraw-Flachglasherstellungsverfahren jede Form des Flachglasherstellungsverfahrens, bei der Flachgläser geformt werden, während sie sich in eine Abwärtsrichtung bewegen. Beim Schmelz- oder Overflow-Downdraw-Formverfahren fließt geschmolzenes Glas in einen Behälter, läuft dann über und fließt auf beiden Seiten einer Rohrleitung herab, wobei es an einer Stelle miteinander verschmilzt, die als Wurzel bekannt ist (an der die Rohrleitung endet und die beiden Überlaufanteile des Glases sich wieder vereinigen), und abwärts gezogen wird, bis es kalt ist. Das Overflow-Downdraw-Flachglasherstellungsverfahren ist zum Beispiel im
U.S.-Patent Nr. 3 338 696 (Dockerty) und im
U.S.-Patent Nr. 3 682 609 (Dockerty) beschrieben. Ein Vorteil gegenüber dem Schmelz-Formverfahren ist, dass das Flachglas geformt werden kann, ohne dass die Glasoberfläche mit irgendwelchen feuerfesten formgebenden Oberflächen in Kontakt kommt. Dies schafft ein glatte, von Verunreinigungen freie Oberfläche. Zudem kann dieses Verfahren sehr ebene und dünne Platten mit hohen Maßgenauigkeiten formen. Folglich erfordern schmelzgeformte Flachgläser im Gegensatz zu Float- bzw. Schwimmflachgläsern keine teuren Polierschritte für TFT- oder STN-LCD-Anwendungen.
-
Andere Arten der Downdraw-Flachglas-bildenden Techniken umfassen die Slotdraw- und Redraw-Formungstechniken. Beim Slotdraw-Verfahren fließt geschmolzenes Glas in einen Behälter, in dessen Boden sich ein maschinell hergestellter Schlitz befindet. Die Glasplatten werden nach unten durch den Schlitz gezogen. Die Qualität des Glases ist offensichtlich von der Genauigkeit des maschinell bearbeiteten Schlitzes abhängig. Redraw-Verfahren umfassen in der Regel das Vorformen einer Glaszusammensetzung zu einem Block einer gewissen Form, dann das erneute Erhitzen und das abwärtsgerichtete Ziehen des Glases zu einem dünneren Flachglasprodukt.
-
Die Gläser haben weniger als 0,02 Molprozent As2O3 (eine Menge die gewöhnlich aufgrund einer Verunreinigung des Rohmaterials vorhanden ist).
-
Man nimmt an, dass das hierin beschriebene Verfahren auf eine große Vielfalt von Gläsern anwendbar ist, insbesondere auf solche, die mittels Downdraw-Herstellungsverfahren gebildet werden, die Platin in ihren Formungsbereichen einsetzen. Die Anwendung der Erfindung zum Beispiel auf Corning-Glas mit der Kennziffer 1737 wird wie nachstehend anhand der folgenden Tabelle I demonstriert. Diese Glaser wurden in einer Durchfluss-Schmelzeinheit im Labormaßstab hergestellt, die den Overflow-Downdraw-Schmelzvorrichtungen ähnelt, die man gewöhnlich zur kommerziellen Herstellung dieser Art des Produkts verwendet. Diese experimentelle Schmelzvorrichtung setzt ein feuerfestes Metallzuleitungssystem aus Platin-/Rhodiumlegierung ein, wobei das geschmolzene Glas mit dem Platinlegierungsmetall in Kontakt tritt. Beispiel 4 der Tabelle I entspricht weitgehend dem kommerziell erhältlichen Corning-Glas Kennziffer 1737 und wurde entsprechend unter Verwendung einer Menge Arsen geläutert, die dazu führte, dass etwa 0,4 Prozent in dem sich ergebenden Glas vorhanden waren. Die Beispiele 1, 2 und 3 veranschaulichen den Effekt, den abnehmende Mengen Wasser auf diese Zusammensetzungen haben. So wie die β-OH-Werte des Glases abnehmen, so nehmen auch die gasförmigen Einschlüsse (Einschl./Gewichtseinheit) im Glas ab. Bei diesen Beispielen sind gasförmige Einschlüsse in erster Linie ein Ergebnis von elektrochemischer Blasenbildung, die durch die Rohrleitungen aus Platinlegierung verursacht wird, die das geschmolzene Glas zuleiten und folglich die Herstellungsverfahren präzise nachahmen, die Metalle wie Platin einsetzen. Gasförmige Einschlüsse werden bezogen auf eine Gewichtseinheit über einen Zeitraum von zwei bis drei Tagen gemessen. Wie durch die Beispiele veranschaulicht, verringerten sich die Einschlüsse pro Gewichtseinheit mit jeder Abnahme des β-OH-Werts erheblich. Die Tatsache, dass dies erreicht wurde, ohne dass As2O3 als Läuterungsmittel verwendet werden musste, macht diese Leistung bemerkenswert.
-
Tabelle I beschreibt ähnliche Glaszusammensetzungen mit unterschiedlichen β-OH-Niveaus, ausgedrückt in Gewichtsanteilen auf der Oxid-Basis, welche die Erfindung veranschaulichen. Weil die Summe der einzelnen Bestandteile 100 ergibt oder sehr nahe daran kommt, können die genannten Werte für alle praktischen Zwecke so betrachtet werden, als ob sie Gewichtprozent wiedergeben. Tabelle IA beschreibt die gleichen Glaszusammensetzungen, ausgedrückt in Molprozent auf der Oxid-Basis. Die tatsächlichen Ansatzbestandteile können alle beliebigen Materialien umfassen, entweder Oxide oder andere Verbindungen, die, wenn sie mit den anderen Ansatzkomponenten zusammen geschmolzen werden, in das gewünschte Oxid in den richtigen Anteilen umgewandelt werden. Zum Beispiel können SrCO3 und CaCO3 die Quelle für SrO bzw. CaO liefern. Im Beispiel 3 wurde Cl als CaCl2 in einer Menge von 0,2 Gewichtprozent über den Ansatz hinaus zugegeben, was dazu führte, dass etwa 0,087 Gewichtprozent Cl in dem sich ergebenden Glas beibehalten wurden. Etwa 2,7 Gewichtsprozent Wasser über den Ansatz hinaus wurden zu den Beispielen 1 und 4 zugegeben.
-
Tabelle I listet auch Messungen mehrerer chemischer und physikalischer Eigenschaften auf, die an den Gläsern gemäß im Glasfachgebiet üblicher Verfahren bestimmt wurden. So wurden der lineare Wärmeausdehnungskoeffizient (CTE) über den Temperaturenbereich 0°C–300°C, ausgedrückt als × 10–7/°C, und der Erweichungspunkt (S. P.), der Entspannungspunkt (A. P.) und der Spannungspunkt (St. P.), ausgedrückt in °C, mittels Fadenziehen bestimmt. Die Beständigkeit in HCl (HCl Dur.) wurde durch Messen des Gewichtsverlusts (mg/cm2) nach Eintauchen in eine wässrige 5 Gew.%ige HCl-Lösung für 24 Stunden bei 95°C bestimmt.
-
Die Liquidus-Temperaturen (Liq. Temp.) der Gläser wurden unter Verwendung des Standard-Liquidusverfahrens bestimmt, bei welchem zerkleinerte Glaspartikel in ein Platinschiffchen eingebracht werden, das Schiffchen in einem Ofen mit einem Bereich von Gradiententemperaturen untergebracht wird, das Schiffchen in einem geeigneten Temperaturbereich für 24 Stunden erhitzt wird und die höchste Temperatur, bei der im Inneren des Glases Kristalle auftreten, durch mikroskopische Untersuchung bestimmt wird. Die Schmelztemperatur (M. P., in °C) (die als die Temperatur definiert ist, bei der die Glasschmelze eine Viskosität von 20 Pa·s (200 Poise) zeigt) wurde unter Einsatz der Fulcher-Gleichung, angepasst an die Hochtemperatur-Viskositätsdaten, berechnet. Die Liquidus-Viskosität (Liq. Vis.) wurde ebenfalls unter Verwendung der Koeffizienten der Fulcher-Gleichung berechnet und ist als X 100000 Pa·s (X 1000000 Poise) ausgedrückt. SnO
2 wurde zu den Beispielen 1–3 in einer Menge zugegeben, die dazu geeignet ist, die Schmelzbedingungen bei der Produktion wiederzugeben, wobei die zum Schmelzen des Glases eingesetzten Zinnelektroden zu einem Rückstand von Zinnoxid in dem sich ergebenden Glas führen. TABELLE I
| | 1 | 2 | 3 | 4 |
| SiO2 | 59,49 | 58,82 | 58,91 | 57,07 |
| Al2O3 | 16,4 | 16,7 | 16,58 | 16,46 |
| B2O3 | 8,29 | 8,3 | 8,21 | 8,35 |
| MgO | 0,737 | 0,739 | 0,765 | 0,77 |
| CaO | 4,109 | 4,111 | 4,116 | 4,21 |
| SrO | 1,889 | 1,883 | 1,887 | 1,88 |
| BaO | 8,6 | 8,59 | 8,61 | 9,49 |
| SnO2 | 0,062 | 0,09 | 0,092 | |
| Sb2O3 | 1,857 | 1,852 | 1,856 | 0 |
| As2O3 | 0 | 0 | 0 | 1,11 |
| % zugefügtes H2O | 2,70 | 0 | 0 | 2,7 |
| Cl | 0 | 0 | 0,087 | 0 |
| β-OH | 0,481 | 0,41 | 0,358 | 0,440 |
| Einschl./kg | 33,5 | 4,54 | 0,57 | 0,46 |
| (Einschl./Pound) | (15,2) | (2,06) | (0,26) | (0,21) |
| S. P. | 973 | 976 | 977 | 968 |
| M. P. | 1641 | 1638 | 1644 | 1625 |
| St. P. | 660 | 665 | 664 | 658 |
| A. P. | 717 | 719 | 720 | 714 |
| Liq. Temp. | 1080 | 1080 | 1090 | 1050 |
| Liq. Vis. | 1,37 | 1,4 | 1,06 | 2,51 |
| HCl Dur. | 0,46 | 0,44 | 0,45 | 0,61 |
| CTE | 36,3 | 36,6 | 36,6 | 37,6 |
TABELLE IA
| | 1 | 2 | 3 | 4 |
| SiO2 | 68,6 | 68,2 | 68,3 | 67,3 |
| Al2O3 | 11,1 | 11,4 | 11,3 | 11,4 |
| B2O3 | 8,25 | 8,31 | 8,22 | 8,5 |
| MgO | 1,27 | 1,28 | 1,32 | 1,35 |
| CaO | 5,08 | 5,11 | 5,11 | 5,32 |
| SrO | 1,26 | 1,27 | 1,27 | 1,28 |
| BaO | 3,89 | 3,9 | 3,91 | 4,39 |
| SnO2 | 0,03 | 0,04 | 0,04 | - |
| Sb2O3 | 0,44 | 0,44 | 0,44 | - |
| As2O3 | | | | 0,4 |
-
Diese Beispiele, die veranschaulichend und nicht beschränkend sein sollen, zeigen, dass Aluminoborosilikat-Gläser, wie solche, die in die vorstehend beschriebenen Zusammensetzungsbereiche fallen, unter Verwendung von Downdraw-Herstellungsverfahren erzeugt werden können.
-
Das Glas wird in einem Herstellungssystem geformt, das Platin oder eine Legierung davon in einer in Kontakt tretenden Beziehung zu dem Glas einsetzt, und der Partialdampfdruck von Wasserstoff außerhalb dieses Abschnitts des Herstellungssystems relativ zu dem Partialdampfdruck von Wasserstoff im Glas oder im Inneren des Herstellungsgefäßes. Der Wasserstoffpartialdruck außerhalb des Gefäßes kann zum Beispiel gesteuert werden, indem ein Teil des Gefäßes in einem Gehäuse eingeschlossen und der Wasserstoffpartialdruck oder der Taupunkt innerhalb des Gehäuses wie gewünscht variiert wird. Durch eine derartige Steuerung der relativen Wasserstoffpartialdrücke innerhalb gegenüber außerhalb des Platin enthaltenden Abschnitts des Glasherstellungssystems lässt sich die Menge an Oberflächenluftblasen kontrollieren und, falls gewünscht, reduzieren, die bisher bei Glasherstellungssystemen problematisch waren, die Platin einsetzen. Der Partialdampfdruck von Wasserstoff innerhalb und außerhalb des Systems kann zum Beispiel durch Regulation des Partialdampfdruckes von Wasser innerhalb und außerhalb des Systems kontrolliert werden.
-
Platin ist in erster Linie aufgrund seiner inerten Eigenschaften für die Verwendung in Glasformungsgefäßen wünschenswert. Jedoch ermöglicht Platin, dass eine Wasserstoffwanderung aus der Glasschmelze durch das Platin auftritt, wobei eine sauerstoffreiche Schicht an der Glas/Platin-Grenzfläche gebildet wird, die zu Oberflächenluftblasen führt. Folglich ist es für die Glasherstellungsgefäße aus Platin am stärksten wünschenswert, dass die relativen Partialdrücke von Wasserstoff innerhalb und außerhalb im Wesentlichen gleich gehalten werden, so dass weder in den noch aus dem Glasherstellungsgefäß eine Wasserstoffwanderung auftritt. Sollte jedoch irgendeine Wanderung auftreten, ist es stärker wünschenswert, dass diese von außerhalb nach innen auftritt, und folglich wird in einer anderen Ausführungsform der Wasserstoffpartialdruck außerhalb des Platin- oder Molybdän-Herstellungsgefäßes auf einem höheren Niveau gehalten, als er innerhalb des Gefäßes vorhanden ist.
-
In einer anderen bevorzugten Ausführungsform wird eine Messvorrichtung dazu verwendet, die relativen Wasserstoffpartialdrücke innerhalb gegenüber außerhalb des Herstellungsgefäßes zu messen, und die Feuchtigkeit oder der Taupunkt außerhalb des Gefäßes wird dann entsprechend geregelt. Eine bevorzugte Messapparatur dieser Art ist in 1 dargestellt. Das Platingefäß 10 beinhaltet die Platinwände 12, durch die schmelzflüssiges Glas 13 fließt. Die Platinwände 12 des Gefäßes 10 können jede Form besitzen (z. B. im Querschnitt rund oder rechteckig), und die Richtung des Flusses von geschmolzenem Glas durch den Kessel 10 ist nicht entscheidend. Eine Platin-Blattelektrode 14 ist in das geschmolzene Glas getaucht. Mit Platinblatt ist ein flaches Blech aus Platin gemeint, so dass beide Seiten des Platins mit dem schmelzflüssigen Glas in Kontakt treten, und daher erfolgt an dem Blatt keine Wasserstoffdurchdringung. Ebenso ist in das geschmolzene Glas 13 ein Platinrohr 20 eingetaucht, dessen Inneres mit der Atmosphäre außerhalb des Platingefäßes in Kontakt steht. Sowohl die Blattelektrode 14 als auch das Platinrohr 20 sind durch Isoliermaterial 24 von dem Platin-Herstellungsgefäß 10 getrennt. Die Blattelektrode 14 und das Platinrohr 20 werden dann wie in 1 dargestellt verbunden. Der Regler 15 wird dazu verwendet, die Spannung von der variablen Gleichstromquelle 16 einzustellen, die nötig ist, damit das Zielpotenzial zwischen den Elektroden 14 und 20 aufrechterhalten wird. Der Strom, der zur Speisung dieser Spannung notwendig ist, wird dann als Anzeiger für den Fluss von Wasserstoff durch die Platinwand 20 und somit ebenfalls durch die Platinwand 12 am Amperemeter 17 abgelesen. Ein Stromanstieg deutet zum Beispiel auf eine Netto-Abnahme in der Rate der Wasserstoffwanderung aus dem Glas und in die Atmosphäre außerhalb des Pt-Systems. Dagegen zeigt eine Abnahme des Stroms einen Netto-Anstieg in der Rate der Wasserstoffwanderung aus dem Glas in die Atmosphäre an.
-
Die in 1 veranschaulichte Apparatur ist von einem Gehäuse 30 (schematisch dargestellt) eingeschlossen, das die Kontrolle des Wasserstoffpartialdruckes in der Umgebung des Platingefäßes 10 ermöglicht. Wenn das vorstehend beschriebene Messsystem eine Veränderung des Zielpotenzials anzeigt, kann daher die Feuchtigkeit im Inneren des Gehäuses 30 eingestellt werden, um diese Änderung zu korrigieren. Andere Variationen im Schutzumfang der beanspruchten Erfindung sind für den Fachmann ersichtlich. Zum Beispiel kann das Potenzial zwischen dem Blatt 14 und dem Platinrohr 20 einfach durch einen Spannungsregler überwacht werden, und ein Signal, das im Verhältnis zur gemessenen Spannung gebildet wird, wird dann an eine Steuerungsvorrichtung geschickt, die als Antwort auf das Signal die Feuchtigkeit oder den Taupunkt im Gehäuse erhöhen oder verringern kann. In 1 ist zwar nur ein Teil des Gefäßes 10 eingeschlossen, aber in einer bevorzugten Ausführungsform ist zusätzlich der gesamte Anteil des Herstellungsverfahrens eingeschlossen, der Platingefäße einsetzt. Es ist deutlich, dass ein ähnliches Steuerungssystem errichtet werden kann, wenn der Wasserstoffpartialdruck direkt variiert wird.
-
Eine derartige Steuerung der relativen Wasserstoffpartialdrücke sowie das vorstehend beschriebene Messgerät sind im
U.S.-Patent Nr. 5,785,726 detaillierter erläutert.