-
Technisches
Gebiet
-
Diese
Erfindung betrifft eine Schraubverbindung zum Verbinden von Ölfeldrohren,
die bei der Exploration und beim Abbau von unterirdisch lagerndem
Erdgas und Rohöl
eingesetzt werden, und insbesondere eine Schraubverbindung für die Ölfeldrohre,
die zum Hochsaugen der Vorkommen aus tiefen Erdölbohrungen unter Bedingungen
hohen Drucks sowie aus Gasfeldern und Ölfeldern, die großen Mengen
an korrodierenden Fremdstoffen enthalten, geeignet sind.
-
Stand der
Technik
-
Schraubverbindungen
werden verbreitet als Verbindung zum Verbinden von Ölfeldrohren
eingesetzt, welche bei der Exploration von Erdgasfeldern, Ölfeldern
und dergleichen verwendet werden, die sich in Tiefen von mehreren
tausend Metern befinden, sowie zum Abbau von Vorkommen aus diesen.
Es gibt zwei Arten von Schraubverbindungen für Ölfeldrohre. Eine ist eine integrale
Art der Schraubverbindung, welche an einem Ende eines Rohrs mit
einem Einsteckteil und am anderen Ende des Rohrs mit einem Aufnahmeteil
versehen ist, so dass jeweilige Enden von zwei Rohren durch Schrauben
des Einsteckteils in den Aufnahmeteil miteinander verbunden werden.
Die andere Art ist eine kupplungsartige Schraubverbindung zum Verbinden
von jeweiligen Enden von zwei Rohren, wobei jedes Rohr an beiden
Enden mit einem Einsteckteil versehen ist, mittels einer mit zwei
Aufnahmeteilen versehenen Kupplung miteinander. Nachstehend findet
sich die für
diese Schraubverbindungen allgemein erforderliche Eigenschaft:
die
Fähigkeit,
einer durch Gewichte verbundener Rohre selbst erzeugten axialen
Zugkraft standzuhalten
die Fähigkeit, einem Innendruck,
der durch ein in den Rohren strömendes
Fluid erzeugt wird, und einem Außendruck, der durch außen an den
Rohren strömende
Fluide erzeugt wird, standzuhalten
Haltbarkeit, um wiederholte,
zigfache Verwendung zu ermöglichen
die
Fähigkeit,
Korrosion und Erosion zu widerstehen, die durch innerhalb und außerhalb
der Rohre strömende Fluide
erzeugt werden
Eine solche vorbekannte Schraubverbindung wird
in der Schrift EP-A-0708224 offenbart.
-
In
jüngster
Zeit hat die Tiefe von Erdölbohrungen
zugenommen und Öl
wird häufiger
aus Erdölbohrungen
in strengen Klimazonen, zum Beispiel in den Polarregionen, gewonnen.
Folglich werden die Ölfeldrohre und
Schraubverbindungen vermehrt in solchen strengen Klimazonen verwendet.
Weiterhin werden Vorkommen, die früher nicht zur Erschließung gedacht
waren, mittlerweile erschlossen. Dies umfasst zum Beispiel ein Vorkommen,
das stahlkorrodierend ist und erhebliche Mengen an oxidierenden
Fremdstoffen enthält.
Dementsprechend sind Schraubverbindungen erforderlich, die die oben
beschriebenen Anforderungen in einer so strengen Klimazone erfüllen können, und
die Leistung der Schraubverbindung hat sich seitdem in einem hohen Tempo
verbessert.
-
1 ist
ein Schaubild, das eine kupplungsartige Schraubverbindung zeigt,
die mit einem Abdichtabschnitt und einem Drehmomentschulterabschnitt
versehen ist. In der Figur wird ein Beispiel der Schraubverbindung
für die
innen mit dem Drehmomentschulterabschnitt versehenen Ölfeldrohre
gezeigt. 1(a) ist eine Ansicht, die einen
Rohrkörper 10 und
eine Kupplung 20, die die Schraubverbindung herstellen,
zeigt. 1(b) ist eine teilweise vergrößerte Ansicht eines Schraubteils,
des Dichtteils und des Drehmomentschulterabschnitts, die in 1(a)
gezeigt sind.
-
Der
Drehmomentschulterabschnitt ist vorgesehen, um einen Aufbau so hohen
Kontaktdrucks zu verhindern, dass eine plastische Verformung des
Abdichtabschnitts erzeugt wird. Die Schraubverbindung ist so aufgebaut,
dass ein Zusammenbaudrehmoment auf einen geeigneten Wert geregelt
werden kann, indem eine eine Drehmomentschulter bildende Fläche 24 an
der Kupplungsseite an einer eine Drehmomentschulter bildende Fläche 14 an
der Rohrseite in Kontakt gebracht wird. Diese Art von Schraubverbindung,
die wie vorstehend beschrieben mit den Drehmoment bildenden Flächen 14 und 24 nahe
der Innenfläche
eines Rohrs bzw. dem Drehmomentschulterabschnitt versehen ist, wird
als Innenschulter bezeichnet.
-
2 ist
ein Schaubild, das ein Beispiel einer Schraubverbindung für Ölfeldrohre
zeigt, die sowohl mit der inneren Drehmomentschulter als auch mit
einer äußeren Drehmomentschulter
versehen ist. 2(a) ist eine Schnittansicht,
die den Rohrkörper
und die Kupplung nach Herstellen der Schraubverbindung zeigt. 2(b)
ist eine teilweise vergrößerte Ansicht
des die Drehmomentschulter bildenden Teils an der Außenseite der
in 2(a) gezeigten Schraubverbindung, welche Neigungen
der Drehmomentschulter bildenden Flächen an einem Einsteckteil
bzw. einem Aufnahmeteil zum Bilden einer äußeren Drehmomentschulter zeigen.
Die äußere Drehmomentschulter
wird gebildet, wenn die Drehmomentschulter bildende Fläche 54,
die an der Wurzel eines Außengewindeabschnitts
an der Außenfläche des
Rohrs angeordnet ist, mit der Drehmomentschulter bildenden Fläche 64 in
Kontakt gebracht wird, die an der Spitze des Aufnahmeteils angeordnet
ist.
-
Von
den kupplungsartigen Schraubverbindungen, die mit einem Abdichtabschnitt
und einem Drehmomentschulterabschnitt versehen sind, wird nachstehend
eine Schraubverbindung der Ausführung
mit Innenschulter beschrieben.
-
In 1(b)
werden an der Oberfläche
eines vorderen Teils des Rohrs 10 vorgesehene Außengewinde 12 und
an der Innenfläche
der Kupplung 20 vorgesehene Innengewinde 22 miteinander
zum Eingriff gebracht. Eine Dichtsitz bildende Fläche 13,
die eine drehbare Fläche
ist, ist an der Spitze eines Einsteckteils 11 vorgesehen.
Die Dichtsitz bildende Fläche 13 weist
eine gebogene Fläche
auf, die in der axialen Richtung des Rohrs verjüngt ist oder im Wesentlichen
einem Kreisbogen großen
Krümmungsradius ähnelt. Ein
Aufnahmeteil 21 der Kupplung 20 ist mit einer
Dichtsitz bildenden Fläche 23,
die eine drehbare Fläche
ist, an der Wurzel eines Gewindeteils davon versehen, und die Dichtsitz
bildende Fläche 23 weist
eine gebogene Fläche
auf, die in der axialen Richtung des Rohrs verjüngt ist.
-
Der
Dichtungsteil wird gebildet, wenn die Dichtsitz bildende Fläche 13 des
Rohrkörpers
zum Herstellen der Schraubverbindung in Kontakt mit der Dichtsitz
bildenden Fläche 23 der
Kupplung gebracht wird.
-
Aufgrund
der am Dichtungsteil verwirklichten Metall-auf-Metall-Dichtung wird
die Gasdichtheit der Schraubverbindung gegenüber dem durch ein in den Ölfeldrohren
strömendes
Fluid erzeugten Innendruck und gegenüber dem durch außerhalb
davon strömenden
Fluiden erzeugten Außendruck
gewahrt.
-
Der
Drehmomentschulterabschnitt wird gebildet, wenn eine Drehmomentschulter
bildende Fläche 14 an
dem Einsteckteil, die hinter der Dichtsitz bildenden Fläche 13 des
Rohrkörpers
näher zur
Spitze angeordnet ist, mit einer Drehmomentschulter bildenden Fläche 24,
die an der Innenseite der Dichtsitz bildenden Fläche 23 an dem Aufnahmeteil
der Kupplung angeordnet ist, in Kontakt gebracht wird.
-
Im
Fall der Schraubverbindung für Ölfeldrohre
ist Korrosionsbeständigkeit
gegenüber
Spaltkorrosion, die ein Lecken von Fluiden oder ein Bersten des
Schraubteils verursacht, neben der Dichtheit gegenüber Fluiden
unter hohem Druck erforderlich, wie im Vorstehenden beschrieben
wird. Spaltkorrosion tritt ein, wenn ein korrosives Fluid in winzige
Spalte eindringt, die zwischen Einsteckelementen und Aufnahmeelementen
gebildet sind, darin stagniert, und diese folglich anreichert. Wenn
die Schraubverbindung mit hoher mechanischer Spannung beaufschlagt
wird und den oben beschriebenen Bedingungen ausgesetzt wird, kommt
es in der Schraubverbindung zu Spaltkorrosion, wie zum Beispiel
allgemeiner Korrosion, Spannungskorrosionsrissbildung oder dergleichen.
Wenn aber kein winziger Spalt entweder an der Innenflächen- oder
der Außenflächenseite
des Rohrs vorliegt, in dem ein korrosives Fluid vorhanden ist, kommt
es zu keiner Spaltkorrosion.
-
Schraubverbindungen,
die mit dem Abdichtabschnitt und der Drehschulter in den nachstehend
beschriebenen Formen versehen sind, wurden als Verbesserungen gegenüber der
in 1 gezeigten Schraubverbindung zum Verbessern der
Beständigkeit
gegenüber
Spaltkorrosion vorgeschlagen. Diese Schraubverbindungen werden allgemein
in vier Klassen unterteilt, d.h. eine Klasse, die mit Berührungsflächen versehen ist,
die mit einem weicheren Material beschichtet sind, eine Klasse,
die ein Dichtungsmittel verwendet, eine Klasse mit einer verbesserten
Dichtheit des Abdichtabschnitts, die die elastische Verformung des
Einsteckteils an der Spitze desselben nutzt, und eine Klasse mit
einer verbesserten Gasdichtheit des Abdichtabschnitts mittels einer
Vorrichtung für
verbesserten Kontakt der Drehmomentschulter bildenden Flächen.
-
Die
Schraubverbindungen mit Berührungsflächen, die
mit einem weicheren Material beschichtet sind, wie sie in den offen
gelegten japanischen Patenten (Kokai) Nr. 56-109975, Nr. 1-199088 und dergleichen
offenbart werden, weisen den Nachteil auf, dass ihre Gasdichtheit
im Verlauf wiederholten Herstellens und Lösens der Schraubverbindung
aufgrund von Ablösen
und Verschleiß des
Beschichtungsmaterials beeinträchtigt wird,
mit dem Ergebnis, dass diese Schraubverbindungen nicht wiederholter
zigfacher Verwendung standhalten können.
-
Im
Fall der Schraubverbindung, die ein Dichtmaterial nutzt, wie in
dem offen gelegten japanischen Patent (Kokai) Nr. 58-142475 offenbart
wird, hat dies den Nachteil, dass bei Herstellung, Einbau und dergleichen des
Dichtmaterials extra Zeit und Kosten anfallen. Ferner ist bei dieser
Art von Schraubverbindung ohne Funktion zum Steuern eines Drehmoments
zum Herstellen bei einem geeigneten Wert, was natürlich von
der Drehmomentschulter gefordert wird, eine strenge Drehmomentregelung
an einem Einsatzort erforderlich, wenn die Verbindung hergestellt
wird. Folglich ist die Funktionstüchtigkeit der Schraubverbindung
mangelhaft. Zusätzlich
wirft dies das Problem der Anfälligkeit
für Spaltkorrosion
auf, da abhängig
von der Herstellungstoleranz zwischen dem Dichtmaterial und der
Drehmomentschulter Spalte ausgebildet werden können.
-
Im
Fall der Schraubverbindung mit verbesserter Gasdichtheit, die die
an der Spitze des Einsteckteils auftretende elastische Verformung
nutzt (wie zum Beispiel in dem offen gelegten japanischen Patent
(Kokai) Nr. 60-26878) offenbart wird), muss das Auftreten einer
erheblichen Biegeverformung an einem Lippenteil an der Spitze des
Einsteckteils erzeugt werden, um eine Dichtfläche mit einem ausreichenden
Kontaktdruck in einem Dichtsitz bildenden Teil zu erhalten. Zu diesem
Zweck muss der Lippenteil an der Spitze des Einsteckteils mit einer
großen
Kraft auf die Drehmomentschulter bildende Fläche an dem Aufnahmeteil gepresst
werden.
-
Dadurch
tritt an der Drehschulter bildenden Fläche, insbesondere an einem
Teil in großer
Nähe zu
der Rohrfläche,
eine übermäßige plastische
Verformung ein.
-
3 zeigt
ein Beispiel der Schraubverbindung mit verbesserter Gasdichtheit
durch Vorsehen eines verbesserten Kontakts an den Drehmomentschulter
bildenden Flächen
(siehe offen gelegtes japanisches Patent (Kokai) Nr. 52-11767).
Bei der Schraubverbindung wird das Eintreten eines Anschwellens
des Einsteckteils in großer
Nähe zur
Spitze davon in Richtung des Außendurchmessers
des Rohrs durch Kontakt zwischen der Drehmomentschulter bildenden
Fläche
an dem Einsteckteil und derselben an dem Einsteckteil bewirkt, so dass
die Gasdichtheit des Abdichtabschnitts verbessert wird. Im Einzelnen
wird eine Dichtsitz bildende Fläche 13 an
dem Einsteckteil zu einer drehbaren Fläche mit einer Oberfläche in der
Form eines Kreisbogens mit einem großen Krümmungsradius in Schnittansicht
ausgelegt und eine Dichtsitz bildende Fläche an dem Aufnahmeteil wird
zu einem kreisförmigen
Konus (einer drehbaren Fläche
mit einer Oberfläche
einer verjüngten
geraden Linie in Schnittansicht) ausgelegt. Weiterhin werden eine
Drehmomentschulter bildende Fläche 14 an dem
Einsteckteil und eine Drehmomentschulter bildende Fläche 24 an
dem Aufnahmeteil so ausgefegt, dass sei eine konvexe Fläche bzw.
eine konkave Fläche
aufweisen, wobei sie jeweils einen differenzierten Krümmungsradius
R2 und R3 aufweisen. In dieser Verbindung wird der Krümmungsradius
R2 der Drehmomentschulter bildenden Fläche an dem Einsteckteil kleiner
als der Krümmungsradius
R3 der Drehmomentschulter bildenden Fläche an dem Aufnahmeteil gehalten
und ferner ist der Krümmungsmittelpunkt
mit dem Radius R2 an der Innenseite hin zum Rohr relativ zu dem
mit der Krümmung
mit dem Radius R3 positioniert. Mit Übernahme eines solchen vorstehend
beschriebenen Aufbaus ist ein Biegen des Lippenteils 15 an
dem Einsteckteil hin zur Innenfläche
des Rohrs vermindert, und selbst wenn nicht gleichmäßiger Kontaktdruck
in der Umfangsrichtung des Abdichtabschnitts aufgrund von Herstellungstoleranzen
erzeugt wird, wird automatisch gleichmäßiger Kontaktdruck weiter verteilt.
Aus diesem Grund wird beansprucht, dass an zwei Stellen, nämlich dem Drehmomentschulterabschnitt
und dem Abdichtabschnitt, eine zufrieden stellende Dichtheit vorgesehen
wird.
-
Bei
der beschriebenen Schraubverbindung ist der Kontakt an dem Drehmomentschulterabschnitt
entlang einer Kreisfläche
an den Teilen 16 und 26 in großer Nähe zur Innenfläche des
Rohrs ein linearer Kontakt. Folglich wird der Kontaktdruck an diesen
Kontaktbereichen sehr hoch, was zu dem Problem führt, dass ähnlich dem Fall der in dem
vorstehend beschriebenen offen gelegten japanischen Patent (Kokai)
Nr. 60-26878 offenbarten Schraubverbindung die Gasdichtheit aufgrund
einer übermäßigen Verformung
beeinträchtigt
wird.
-
Die
Erfindung wurde entwickelt, um die vorstehend beschriebenen Probleme
zu lösen,
die bei herkömmlichen
Schraubverbindungen auftreten. Somit besteht eine Aufgabe der Erfindung
darin, eine Schraubverbindung an die Hand zu geben, die ein Auslösen von
Spaltkorrosion verhindern kann, ohne eine Steigerung der Herstellkosten
dafür und
eine Abnahme der Funktionstüchtigkeit
zu bewirken, und selbst nach wiederholter zigfacher Verwendung auch
einen hohen Grad an Gasdichtheit aufweisen kann.
-
Offenbarung
der Erfindung
-
Die
Schraubverbindung für
die Ölfeldrohre
gemäß der Erfindung
hat den Vorteil einer weniger starken Spaltkorrosion und die Fähigkeit,
bei praktischer Anwendung auch nach wiederholter zigfacher Verwendung Gasdichtheit
zu wahren.
-
Zusammenfassend
weist die erfindungsgemäße Schraubverbindung
die nachstehend beschriebenen Punkte (A), (B) und (C) auf:
- (A) Eine Schraubverbindung für Ölfeldrohre,
dadurch gekennzeichnet, dass ein Abdichtabschnitt gebildet wird,
wenn eine an der Außenfläche des
Endteils eines Einsteckteils 11 eines Rohrkörpers ausgebildete Dichtsitz
bildende Fläche 13,
worauf Außengewinde
ausgebildet sind, an einer an der Innenfläche eines Aufnahmeteils 21 einer
Kupplung oder eines Rohrkörpers
vorgesehenen Dichtsitz bildenden Fläche 23, worauf Innengewinde
ausgebildet sind, angebracht wird, während eine Innendrehmomentschulter
gebildet wird, wenn eine an der Spitze des Einsteckteils vorgesehene
Drehmomentschulter bildende Fläche 14 an einer
Drehmomentschulter bildenden Fläche 24,
die an dem Aufnahmeteil, gegenüber
der Drehmomentschulter bildenden Fläche 14 vorgesehen
ist, anliegt, wobei die folgenden Bedingungen (1) und (2) erfüllt werden:
(1)
die Dichtsitz bildenden Flächen
an dem Einsteckteil bzw. dem Aufnahmeteil sind drehbare Flächen und der
Steigungsdurchmesser der Dichtsitz bildenden Fläche 13 an dem Einsteckteil
ist vor dem Herstellen der Schraubverbindung größer als ein Steigungsdurchmesser
der Dichtsitz bildenden Fläche 23 an
dem Aufnahmeteil vor dem Herstellen der Schraubverbindung; und
(2)
eine Neigung (θ 1)
der eine Drehmomentschulter bildenden Fläche an dem Einsteckteil vor
dem Herstellen der Schraubverbindung ist kleiner als eine Neigung
(θ 2) der
eine Drehmomentschulter bildenden Fläche an dem Aufnahmeteil vor
dem Herstellen der Schraubverbindung, wobei die Differenz (Δ θ) zwischen
den beiden Neigungen in dem Bereich von 0,5° bis 4,0° liegt.
- (B) Eine Schraubverbindung für Ölfeldrohre,
dadurch gekennzeichnet, dass unter Bezug auf 2(b) ein Abdichtabschnitt
gebildet wird, wenn eine Dichtsitz bildende Fläche 53, die an der
Außenfläche eines
Einsteckteils 11 eines Rohrkörpers nahe dessen unterem Teil
vorgesehen ist, wobei darauf Außengewinde ausgebildet
sind, an einer Dichtsitz bildenden Fläche 63, die an der
Innenfläche
eines Aufnahmeteils 21 einer Kupplung oder eines Rohrkörpers nahe
dessen Spitzen vorgesehen ist, wobei darauf Innengewinde ausgebildet
sind, angebracht wird, während
eine Außenschulter
gebildet wird, wenn eine Drehmomentschulter bildende Fläche 64,
die an der Spitze des Aufnahmeteils vorgesehen ist, an einer Drehmomentschulter
bildenden Fläche 54,
die an der Außenfläche des
Einsteckteils des Rohrkörpers
nahe dessen unterem Teil gegenüber
der Drehmomentschulter bildenden Fläche 64 vorgesehen
ist, zum Anliegen gebracht wird, und die oben beschriebene Bedingung
(1) und die folgende Bedingung (3) erfüllt:
(3) eine Neigung
(θ 1) der
eine Drehmomentschulter bildenden Fläche an dem Einsteckteil ist
vor dem Herstellen der Schraubverbindung größer als eine Neigung (θ 2) der
eine Drehmomentschulter bildenden Fläche an dem Aufnahmeteil vor
dem Herstellen der Schraubverbindung, wobei eine Differenz (Δ θ) zwischen den
beiden Neigungen in dem Bereich von 0,5° bis 4,0° liegt.
- (C) Eine Schraubverbindung für Ölfeldrohre,
dadurch gekennzeichnet, dass der Abdichtabschnitt, die Innenschulter
und die Außenschulter,
wie sie vorstehend in (A) und (B) beschrieben werden, allesamt vorgesehen
werden.
Die die oben beschriebenen Bedingungen (2) und (3)
einschließende
Bedingung kann als folgende Bedingung (4) vorgelegt werden.
- (4) Bezüglich
der Beziehung zwischen der Neigung (θ 1) der eine Drehmomentschulter
bildenden Fläche an
dem Einsteckteil vor dem Herstellen der Schraubverbindung und der
Neigung (θ 2)
der Drehmomentschulter bildenden Fläche an dem Aufnahmeteil vor
dem Herstellen der Schraubverbindung ist bei der Innenschulterausführung θ 1 kleiner
als θ 2
und bei der Außenschulterausführung θ 1 größer als θ 2, wobei die
Differenz (Δ θ) zwischen
den beiden Neigungen in dem Bereich von 0,5° bis 4,0° liegt.
Die Schraubverbindungen
für die Ölfeldrohre,
wie sie vorstehend in (A), (B) und (C) beschrieben werden, sollen
bevorzugt auch die folgende Bedingung (5) erfüllen:
- (5) die Differenz (Δ θ) zwischen
der Neigung (θ 1)
der Drehmomentschulter bildenden Fläche an dem Einsteckteil vor
dem Verschrauben und die Neigung (θ 2) der Drehmomentschulter
bildenden Fläche
an dem Aufnahmeteil vor dem Verschrauben ist proportional zu D/t
bzw. δr.
Wenn der Wert von D/t oder δr
groß ist, wird
die Differenz der Neigung (Δ θ) zwischen
der Drehmomentschulter bildenden Fläche an dem Einsteckteil und
derselben an dem Aufnahmeteil größer, und
wenn der Wert von D/t oder δr
klein ist, wird die Differenz der Neigung (Δ θ) zwischen der Drehmomentschulter
bildenden Fläche
an dem Einsteckteil und derselben an dem Aufnahmeteil kleiner.
Hierbei
sind:
- D:
- der Außendurchmesser
der Spitze des Einsteckteils oder des Aufnahmeteils
- t:
- Wanddicke der Spitze
des Einsteckteils oder Aufnahmeteils
- δr
- = (Übermaß an der
Dichtsitz bildenden Fläche
in Richtung des Durchmessers) – (Übermaß an dem Gewindeteil
in Richtung des Durchmessers).
-
Die
vorstehend beschriebene Schraubverbindung für Ölfeldrohre neigt nicht zu Spaltkorrosion,
was eine ausreichende Gasdichtheit für wiederholte zigfache Verwendung
wahrt. Weiterhin werden ihre Herstellungskosten aufgrund ihrer einfachen
Struktur niedrig gehalten und sie ist leicht zu handhaben.
-
Der
Steigungsdurchmesser der Dichtsitz bildenden Fläche an dem Einsteckteil bzw.
dem Aufnahmeteil wird wie folgt festgelegt. Der Durchmesser ist
ein Durchmesser der jeweiligen Dichtsitz bildenden Flächen an vorbestimmten
unteren Positionen vor dem Verschrauben, d.h. der zweifache mittlere
Abstand zwischen der Mittelachse des Rohrs oder des Aufnahmeteils
und den unteren Positionen für
die jeweiligen Dichtsitz bildenden Flächen. Die untere Position bezeichnet
einen Teilen entsprechenden Bereich, in dem die Dichtsitz bildende
Fläche
an dem Einsteckteil und dieselbe an dem Aufnahmeteil miteinander
in Kontakt kommen, wenn die Schraubverbindung vollständig ist,
und bedeutet die Position vor dem Zusammenbau.
-
Kurzbeschreibung
der Zeichnungen
-
1 ist
eine Ansicht einer herkömmlichen
kupplungsartigen Schraubverbindung, die mit einem Abdichtabschnitt
und einem Drehmomentschulterabschnitt versehen ist, wobei beispielhaft
eine Ausführung
mit Innenschulter gezeigt wird. 1(a) ist
eine Ansicht, die einen Rohrkörper
und eine Kupplung zeigt, die eine Schraubverbindung herstellen. 1(b)
ist eine teilweise vergrößerte Ansicht
eines Gewindeteils, eines Dichtsitz bildenden Teils und eines Drehmomentschulter
bildenden Teils aus 1(a).
-
2 ist
eine Ansicht, die eine kupplungsartige Schraubverbindung zeigt,
die sowohl mit der Innenschulter als auch einer Außenschulter
versehen ist. 2(a) ist eine Ansicht, die den
Einsteckteil und den Aufnahmeteil zeigt, die die Schraubverbindung
herstellen, und 2(b) ist eine teilweise vergrößerte Ansicht
der in 1(a) gezeigten Außenschalter.
-
3 ist
eine Ansicht, die eine herkömmliche
Schraubverbindung zeigt, wobei die Dichtheit eines Abdichtabschnitts
infolge eines Anschwellens in Richtung des Außendurchmessers des Rohrs,
das zu einem Teil eines Einsteckteils nahe der Spitze desselben
hin auftritt, verbessert wird, wenn eine Drehmomentschulter bildende
Fläche
(konvex) an dem Einsteckteil und eine Drehmomentschulter bildende
Fläche
(konkav) an einem Aufnahmeteil miteinander in Kontakt kommen, wobei
der Krümmungsmittelpunkt
der jeweiligen Flächen
bei einem anderen Punkt angeordnet ist.
-
4 ist
eine Ansicht, die die Drehmomentschulter bildende Fläche an dem
Einsteckteil zeigt, wie sie sich um θa im Verhältnis zur Drehmomentschulter
bildenden Fläche
an dem Aufnahmeteil aufgrund von Biegeverformung in Richtung einer
Durchmesserabnahme, die an einer Dichtsitz bildenden Fläche eines
größeren Steigungsdurchmessers
eintritt, biegt.
-
5 ist
eine Ansicht die eine erfindungsgemäße Schraubverbindung zeigt,
die mit einem Abdichtabschnitt und einer Drehmomentschulter versehen
ist. 5(a) ist eine Ansicht, die eine Dichtsitz bildende
Fläche
und eine Drehmomentschulter bildende Fläche an einem Einsteckteil bzw.
einem Aufnahmeteil vor dem Herstellen der Verbindung zeigt. 5(b)
ist eine Ansicht, die die Verteilung des an dem Abdichtabschnitt
und der Drehmomentschulter entwickelten Kontaktdrucks nach Herstellen
der Verbindung zeigt.
-
Beste Art
der Ausführung
der Erfindung
-
Wie
vorstehend beschrieben ist die erfindungsgemäße Schraubverbindung für Ölfeldrohre
dadurch gekennzeichnet, dass sie die Bedingungen (1) und (2) oder
(1) und (3) erfüllt,
nämlich
(1) und (4), die nachstehend genannt werden. Die erfindungsgemäße Schraubverbindung
hat die Leistungseigenschaften, die ein Auftreten von Spaltkorrosion
verhindern und ein hohes Maß an
Gasdichtheit selbst nach wiederholter zigfacher Verwendung aufweisen,
falls diese Bedingungen erfüllt
werden. Weiterhin bringt die Schraubverbindung keine Steigerung
der Herstellungskosten mit sich und ist einfach zu handhaben.
-
(1)
Der Steigungsdurchmesser der Dichtsitz bildenden Fläche 13 an
dem Einsteckteil vor dem Herstellen der Schraubverbindung ist größer als
ein Steigungsdurchmesser der Dichtsitz bildenden Fläche 23 an
dem Aufnahmeteil vor dem Herstellen der Schraubverbindung; und
(4)
Bezüglich
der Beziehung zwischen der Neigung (θ 1) der eine Drehmomentschulter
bildenden Fläche
an dem Einsteckteil vor dem Herstellen der Schraubverbindung und
der Neigung (θ 2)
der Drehmomentschulter bildenden Fläche an dem Aufnahmeteil vor
dem Herstellen der Schraubverbindung ist bei der Innenschulterausführung θ 1 kleiner
als θ 2
und bei der Außenschulterausführung θ 1 größer als θ 2, wobei
die Differenz (Δ θ) zwischen
den beiden Neigungen in dem Bereich von 0,5° bis 4,0° liegt.
-
Der
Grund, warum die erfindungsgemäße Schraubverbindung
nicht zu Spaltkorrosion neigt und einer häufigen, wiederholten Verwendung
standhalten kann, wird nachstehend beschrieben.
-
4 ist
eine Ansicht, die die Drehmomentschulter bildende Fläche an dem
Einsteckteil zeigt, wie sie sich um θa im Verhältnis zur Drehmomentschulter
bildenden Fläche
an dem Aufnahmeteil aufgrund einer Schrumpfverformung, die an der
Dichtsitz bildenden Fläche
an dem Einsteckteil eintritt, biegt. Wie in der Figur gezeigt wird,
sind die Dichtsitz bildende Fläche
und die Drehschulter bildende Fläche
in großer
Nähe zur
Spitze des Einsteckteils angeordnet, und folglich erfährt ein
Lippenteil 15 an der Spitze des Einsteckteils eine Biegeverformung
in Richtung einer Durchmesserabnahme aufgrund des sich an den Dichtsitz
bildenden Flächen 13 und 23 aufbauenden
Kontaktdrucks bei Herstellen der Schraubverbindung. Die Biegeverformung
bewirkt, dass sie die Drehmomentschulter bildende Fläche 14 an
dem Einsteckteil um θa
im Verhältnis
zur Drehmomentschulter bildenden Fläche 24 an dem Aufnahmeteil
hin zur Innenseite des Rohrs biegt.
-
Bei
der herkömmlichen
Schraubverbindung, bei der die Drehmomentschulter bildende Fläche an dem Einsteckteil
bzw. dem Aufnahmeteil sich um einen identischen Winkel biegt, ist
der an mit 16 und 26 bezeichneten Abschnitten des Drehmomentschulterbereichs
an der Innenseite davon hin zum Rohr aufgebaute Kontaktdruck aufgrund
der in der vorstehend beschriebenen Form auftretenden Biegeverformung
gering. Wenn daher eine große
Zugspannung auf den Rohrkörper
einschließlich
der bereits hergestellten Schraubverbindung ausgeübt wird,
pflegen sich Spalte an der Innenflächenseite der Drehmomentschulter
zu bilden, da dort kaum Kontaktdruck vorliegt.
-
Bei
der erfindungsgemäßen Schraubverbindung
dagegen wird die Differenz Δθ der Neigung
zwischen der Drehmomentschulter bildenden Fläche an dem Einsteckteil und
derselben an dem Aufnahmeteil, die die vorstehend beschriebenen
Beziehungen (2), (3) oder (4) aufweisen, zuvor festgelegt. Da weiterhin
die Differenz Δθ innerhalb
des Bereichs von 0,5 bis 4,0° beschränkt ist,
kommen die beiden Flächen
nach Erfolgen der Biegeverformung aufgrund der hergestellten Verbindung
miteinander in Berührung,
so dass sie an der Innenflächeseite
der Drehmomentschulter zueinander bündig sind oder voneinander überlagert
werden. Folglich wird ein großer
Kontaktdruck aufgebaut und die Verteilung des Kontaktdrucks wird
in einem höchst
bevorzugten Muster erhalten.
-
Unter
Bezug auf 5 erfolgt nachstehend eine Beschreibung
weiterer Einzelheiten. 5 ist eine Ansicht, die einen
Aufbau der Schraubverbindung in großer Nähe zu der Innenschulter zeigt,
wobei eine Neigung (θ 1)
der Drehmomentschulter bildenden Fläche an dem Einsteckteil kleiner
als eine Neigung (θ 2)
der Drehmomentschulter bildenden Fläche an dem Aufnahmeteil gehalten
wird. 5(a) ist eine Ansicht, die die Dichtsitz bildende
Fläche
und die Drehmomentschulter bildende Fläche an dem Einsteckteil bzw.
dem Aufnahmeteil der Schraubverbindung vor dem Herstellen der Verbindung
zeigt. 5(b) ist eine Ansicht, die die Verteilung des
an dem Abdichtabschnitt und der Drehmomentschulter entwickelten
Kontaktdrucks (Ergebnisse einer Berechnung) nach Herstellen der
Verbindung zeigt. 5 bestätigt, dass durch vorab Schätzen der
Biegeverformung der Drehmomentschulter bildenden Fläche an dem
Einsteckteil, wie vorstehend beschrieben wird, und Verringern der
Neigung der Drehmomentschulter bildenden Fläche an dem Einsteckteil in
diesem Maß ein
gleichmäßig verteilter
Kontaktdruck erhalten wird.
-
Die
Struktur der erfindungsgemäßen Schraubverbindung
ist auf eine Schraubverbindung anwendbar, die mit einer Außenschulter
versehen ist. Wie in 2(a) und 2(b) gezeigt
wird, wird eine gleichmäßige Verteilung
von Kontaktdruck an der Außenschulter
durch Differenzieren der Neigung der Drehmomentschulter bildenden
Fläche
an dem Einsteckteil von derselben an dem Aufnahmeteil erhalten.
-
Die
erfindungsgemäße Schraubverbindung
wird nachstehend eingehender beschrieben.
-
[Δθ: Neigungsdifferenz zwischen
der Drehmomentschulter bildenden Fläche an dem Einsteckteil und
derselben an dem Aufnahmeteil]
-
Die
Dichtsitz bildende Fläche
an dem Einsteckteil ist eine drehbare Fläche mit einer Oberfläche, die
in einer konisch verlaufenden Kurve oder einem Kreisbogen eines
großen
Krümmungsradius
geformt ist, und die Dichtsitz bildende Fläche an dem Aufnahmeteil ist
eine drehbare Fläche
mit einer Oberfläche,
die zu einer konisch verlaufenden Kurve geformt ist.
-
Der
Steigungsdurchmesser der Dichtsitz bildenden Fläche an dem Einsteckteil ist
größer als
der an dem Aufnahmeteil gehalten. Wie im Vorstehenden beschrieben
wird, bezeichnet der Steigungsdurchmesser den Durchmesser der Dichtsitz
bildenden Fläche
an dem Einsteckteil in der unteren Position bzw. derselben an dem
Aufnahmeteil in der unteren Position.
-
Wenn
der Steigungsdurchmesser des in den Aufnahmeteil einzusetzenden
Einsteckteils größer als der
des Aufnahmeteils ist und der Einsteckteil mit Gewalt in den Aufnahmeteil
eingesetzt wird, tritt am vorderen Teil des Einsteckteils, der eine
geringe Steifigkeit aufweist, eine Schrumpfverformung auf. Die am
vorderen Teil auftretende Schrumpfverformung bewirkt, dass der vordere
Teil eine Biegeverformung hin zur Innenseitenfläche des Rohrs erfährt. Folglich
senkt sich die Drehmomentschulter bildende Fläche an dem Einsteckteil im Maß einer
solchen Biegeverformung (siehe 4).
-
Bei
der in 5(a) gezeigten Schraubverbindung mit Innenschulter
ist die Neigung θ 1
der Drehmomentschulter bildenden Fläche 14 an dem Einsteckteil
um Δθ (= θ 2 – θ 1) kleiner
als die Neigung θ 2
der Drehmomentschulter bildenden Fläche 24 an dem Aufnahmeteil.
Bei der Außenschulterausführung ist
dagegen die Neigung θ 1
der Drehmomentschulter bildenden Fläche an dem Einsteckteil um Δθ (= θ 2 – θ 1) größer als
die Neigung θ 2
der Drehmomentschulter bildenden Fläche an dem Aufnahmeteil
-
Die
Neigungsdifferenz Δθ kann bevorzugt
gleich oder etwas größer als
eine Änderung θa der Neigung sein,
die tatsächlich
infolge der Biegeverformung erfolgt, wie vorstehend beschrieben
wird. Wie in 4 gezeigt wird ist die Änderung θa der Neigung
aufgrund der tatsächlich
eintretenden Biegeverformung im Wesentlichen gleich einem Biegewinkel θ' der Drehmomentschulter
bildenden Fläche 14 an
dem Einsteckteil, wenn das Erfolgen der Biegeverformung am Lippenteil 15,
der sich näher
an der Spitze des Einsteckteils befindet, aufgrund des an den Dichtsitz
bildenden Flächen
entwickelten Kontaktdrucks bewirkt wird. Der Biegewinkel bezeichnet
hier einen Winkel eines am Lippenteil 15 nahe der Spitze
des Einsteckteils erfolgenden Biegens, wenn dieser eine seitliche
Last oder ein Biegemoment erfährt.
-
Der
Kontaktdruck in dem Drehmomentschulterbereich wird wie folgt durch
Differenzieren der Neigung der Drehmomentschulter bildenden Fläche an dem
Einsteckteil von derselben an dem Aufnahmeteil verteilt: (a) im
Wesentlichen gleichmäßige Verteilung
des Kontaktdrucks über
den Drehmomentschulter bildenden Flächen 14 und 24 an
dem Einsteckteil bzw. dem Aufnahmeteil; oder Dementsprechend erfolgt
die Spannungskonzentration nicht derart, dass eine übermäßige plastische
Verformung bei 16 und 26 in großer
Nähe zur
Innenseitenfläche
des Rohrs erfolgt. Weiterhin wird ein ausreichender Kontaktdruck
zum Verhindern der Ausbildung von Spalten in den Bereichen sichergestellt.
Auf diese Weise wird die Schraubverbindung für die Ölfeldrohre, die wiederholter
zigfacher Verwendung standhalten und eine Spaltkorrosion nahezu
verhindern kann, an die Hand gegeben.
-
Da
die Drehmomentschulter bildende Fläche an dem Einsteckteil und
dieselbe an dem Aufnahmeteil bei im Wesentlichen gleichmäßigem Kontaktdruck
in Berührung
gehalten werden, erfolgt keine örtlich
begrenzte plastische Verformung aufgrund ähnlicher Spannungskonzentration.
Wenn eine Zugspannung auf den Rohrkörper einschließlich der
Schraubverbindung, die in einem oben beschriebenen Zustand hergestellt
wurde, ausgeübt
wird, wird der Kontaktdruck über
die gesamte Drehmomentschulter gleichmäßig reduziert und folglich
wird ein kritischer Wert für
das Bewirken eines Öffnens
des Drehmomentschulterabschnitts durch Zugspannung weit höher als
der für
eine Schraubverbindung, die mit einer in herkömmlicher Form ausgebildeten Drehmomentschulter
versehen ist. Somit wird die Drehmomentschulter gebildet, die nicht
zu einem Öffnen neigt,
selbst wenn eine der Streckspannung des Rohrköpers gleichwertige Zugspannung
ausgeübt
wird, sofern der Kontaktdruck bei Herstellen der Schraubverbindung
ausreichend hoch ist. Danach wird der Schraubverbindung mit einer
ausgezeichneten Spaltkorrosionsbeständigkeit verliehen.
-
Bei
der Schraubverbindung, bei der die Drehmomentschulter bildende Fläche 14 an
dem Einsteckteil eine Neigung identisch zu der der Drehmomentschulter
bildenden Fläche 24 an
dem Aufnahmeteil aufweist, wird eine gleichmäßige Verteilung des Kontaktdrucks
an den Drehmomentschulterflächen
nicht verwirklicht. Bei einer solchen vorstehenden Schraubverbindung
wird der an den Dichtsitz bildenden Flächen gebildete Kontaktdruck
hoch, während
der Kontaktdruck an den Innenseitenflächen der Rohe niedrig wird.
Wenn nach dem Herstellen der Schraubverbindung von dem Eigengewicht
der Rohre erzeugte Zugspannung und dergleichen zum Tragen kommt,
wird folglich der Kontaktdruck an der Innenseitenfläche der
Rohre sehr gering reduziert, was im Extremfall ein Öffnen in
einem solchen Bereich der Schraubverbindung bewirkt. Wird die Schraubverbindung
unter einer solchen Bedingung viele Stunden eingesetzt, kommt es
durch zwischen 16 und 26 an der Innenseitenfläche der Rohre innerhalb der
Schraubverbindung ausgebildete Spalte zu Einströmen eines korrosiven Fluids
unter einem hohen Innendruck in den Innenraum der Schraubverbindung.
Dadurch kommt es zu Korrosion des Abdichtabschnitts und der Gewindeteil
wird auch hoher Beanspruchung ausgesetzt, was zu einem Lecken des
Fluids oder im schlimmsten Fall zu einem Bersten der Schraubverbindung führt. Bei
der erfindungsgemäßen Schraubverbindung
können
solche Probleme verhindert werden, bis die Einsatzhäufigkeit
derselben mindestens einen Zigfaches erreicht.
-
Selbst
wenn eine Druckspannung an Stelle einer Zugspannung ausgeübt wird,
ist der über
die Drehmomentschulterflächen
aufgebaute Kontaktdruck im Wesentlichen gleichmäßig. Dementsprechend neigt
die Drehmomentschulter nicht zu lokalisierter plastischer Verformung
aufgrund von darin auftretender Spannungskonzentration. Somit erfolgt
keine übermäßige plastische
Verformung bis zu dem Grad, dass wiederholter Gebrauch nicht mehr
möglich
wird. Der Grad, bei dem wiederholter Gebrauch nicht mehr machbar
ist, bezeichnet hier eine Bedingung, bei der die Drehmomentschulter
aufgrund ständiger
Verformung der Drehmomentschulter an dem Aufnahmeteil insbesondere
nicht länger
als Drehmomentsteuerung und Ersatzdichtung dienen kann und die Schraubverbindung
nicht ordnungsgemäß hergestellt
werden kann, wobei eine gewünschte Funktion
derselben nicht mehr vorgewiesen werden kann.
-
Ein übermäßig großer Δθ ist nicht
bevorzugt. Wenn Δθ übermäßig groß ist, kommt
es zu Spannungskonzentration an der Innenseite der Drehmomentschulter,
was zum Auftreten lokalisierter plastischer Verformung führt. Für Δθ gibt es
einen geeigneten Bereich, der nachstehend beschrieben wird.
-
[Geeigneter Bereich für Δθ]
-
Der
Biegewinkel θ' (siehe 6) der Biegeverformung des Lippenteils 15 an
dem Einsteckteil in Richtung dessen Schrumpfen, zu der es bei Anbringen
der Dichtsitz bildenden Fläche 13 am
Einsteckteil an die Dichtsitz bildende Fläche 23 am Aufnahmeteil
kommt, kann durch eine Rechenformel ermittelt werden, die auf der
klassischen Schalentheorie beruht. Weiterhin wurde bereits eine
Korrelation zwischen dem durch die Rechenformel gefundenen Biegewinkel θ' und der tatsächlich eintretenden Änderung
der Neigung θa
aus den Ergebnissen von Tests ermittelt. Somit kann die Änderung
der Neigung θa
der Drehmomentschulter bildenden Fläche an dem Einsteckteil, die
tatsächlich
eintritt, durch Finden des Biegewinkels θ' der Spitze des Einsteckteils gefunden
werden. Die Differenz der Neigung Δθ zwischen der Drehmomentschulter
bildenden Fläche
an dem Einsteckteil und derselben an dem Aufnahmeteil muss gleich
oder etwas größer als
die Änderung
der Neigung θa
gesetzt werden.
-
Bei
der Schraubverbindung für
die Ölfeldrohre
in der gewerblichen Anwendung muss die Differenz der Neigung Δθ in einen
Bereich von 0,5 bis 4,0° fallen.
Falls diese unter 0,5° fällt, kann
keine ausreichende Dichtwirkung erreicht werden. Wenn dagegen diese
4° übersteigt,
tritt aufgrund von an der Innenseitenfläche der Drehmomentschulter
auftretender Spannungskonzentration, wie vorstehend beschrieben
wird, eine lokalisierte plastische Verformung ein. Daraufhin sinkt
nicht nur die Häufigkeit,
mit der die Schraubverbindung wiederholt eingesetzt werden kann,
sondern diese wird auch anfälliger
für Spaltbildung.
-
Die
Schraubverbindung mit den vorstehend beschriebenen Winkeln kann
mit ausreichender Präzision für den praktischen
Einsatz durch Verwendung einer rechnergesteuerten NC-Drehbank bearbeitet
werden, aber ohne dass spezielle Mittel zur Präzisionssteuerung nötig sind.
-
[Auswahl des optimalsten
Werts für Δθ]
-
Wie
vorstehend beschrieben reicht die Differenz der Neigung Δθ, die in
dem Bereich von 0,5 bis 4,0° bleibt,
aus, um hinreichend Leistung für
die praktische Anwendung zu liefern. Abhängig von den Bedingungen der
Rohre und der Schraubverbindung können aber bevorzugte optimalere
Werte gewählt
werden.
-
Bei
der Innenschulter kann Δθ vorzugsweise
proportional zum (Außendurchmesser
des Einsteckteils an der Spitze : D)/(Wanddicke des Einsteckteils
an der Spitze : t) (nachstehend als D/t bezeichnet) gemacht werden.
Wenn D/t ein großer
Wert ist, neigt die Innenschulter aufgrund ihrer geringen Steifigkeit
gegenüber Biegen
vermehrt zu Biegen. Daher kann die Differenz der Neigung Δθ vorzugsweise
größer gehalten
werden. Somit kann abhängig
von der Größenordnung
von D/t der optimalste Werte für Δθ bevorzugt
gewählt
werden.
-
Δθ kann bevorzugt
im Wesentlichen proportional zu δr
{ = ( Übermaß des Dichtsitz
bildenden Teils) – (Übermaß des Gewinde
bildenden Teils)} gemacht werden. Da das Übermaß eine Differenz des Steigungsdurchmessers
zwischen dem Einsteckteil und dem Aufnahmeteil ist, wird eine Schrumpfung
umso größer, je größer δr ist. Wie
vorstehend beschrieben hat das Übermaß des Dichtsitz
bildenden Teils eine Wirkung sowohl auf das Schrumpfen des Einsteckteils
an der Spitze als auch auf das Biegen der die Drehmomentschulter
bildenden Fläche.
Wenn aber das Übermaß des Dichtsitz
bildenden Teils gleich dem des Gewinde bildenden Teils ist, kommt
es nur zu gleichmäßigem Schrumpfen,
was kein Biegen verursacht. Das Übermaß des Gewinde
bildenden Teils in großer
Nähe zum
Rohrkörper
verursacht nur gleichmäßige Schrumpfverformung.
In einem solchen Fall bewirken sowohl das Übermaß des Dichtsitz bildenden Teils
als auch das des Gewinde bildenden Teils lediglich Schrumpfverformung
und wahren das Gleichgewicht.
-
Eine
Differenz des Übermaßes δr, die durch
Subtrahieren des Übermaßes des
Gewinde bildenden Teils, das nicht zu Biegen beiträgt, vom Übermaß des Dichtsitz
bildenden Teils, erhalten wird, bewirkt mit anderen Worten das Eintreten
von Biegeverformung. Der Wert Δθ, der im
Wesentlichen gleich dem Biegewinkel der in Richtung der Innenseitenfläche der
Rohre erfolgenden Biegung gesetzt wird, ist im Wesentlichen proportional
zu δr. Dementsprechend
kann der optimalste Wert für
die Differenz der Neigung Δθ zwischen
der Drehmomentschulter bildenden Fläche an dem Einsteckteil und
der an dem Aufnahmeteil bevorzugt so gewählt werden, dass er im Wesentlichen
proportional zu δr
ist.
-
Die
im Vorstehenden beschriebenen Bedingungen, unter denen die Innenschulter
wirkt, sind ebenfalls auf die Außenschulter übertragbar.
-
Wie
in 2(b) gezeigt wird, wird in dem Fall, da der Steigungsdurchmesser
der Dichtsitz bildenden Fläche 63 an
dem Aufnahmeteil kleiner als der der Dichtsitz bildenden Fläche 53 an
dem Einsteckteil gehalten wird, die Drehmomentschulter bildende
Fläche 64 an
dem Aufnahmeteil nach außen
gebogen, wenn die Schraubverbindung hergestellt wird, was deren
Neigung ändert.
Wenn die Außenschulter
im Gegensatz zur Innenschulter unter dem Einfluss von Biegesteifigkeit
der Kupplung steht, werden der Außendurchmesser und die Wanddicke
des Aufnahmeteils an der Spitze mit D bzw. t bezeichnet. Die Spitze
des Aufnahmeteils erfährt aufgrund
einer niedrigeren Biegesteifigkeit derselben als an der Wurzel des
Einsteckteils eine Biegeverformung, da die Spitze des Aufnahmeteils
in der Wanddicke und einem freien Ende dünner ist. Eine Neigung θ 2 der Drehmomentschulter
bildenden Fläche
an dem Aufnahmeteil kann bevorzugt um die Änderung θa der Neigung oder um einen
Winkel, der etwas größer als θa ist, kleiner
als eine Neigung θ 1
derselben an dem Einsteckteil eingestellt werden. Daraufhin wird
ein im Wesentlichen gleichmäßiger Kontaktdruck
oder ein etwas höherer
Kontaktdruck bei 56 und 66 an der Außenfläche und etwas niedriger bei
57 und 67 an den jeweiligen Dichtsitz bildenden Flächen vorgesehen.
-
Dadurch
wird bei Ausüben
einer Zugspannung auf die mit Außenschulter versehene Schraubverbindung
ein Öffnen
der äußeren Seite
verhindert. Alle anderen Wirkungen der Innenschulter sind wie vorstehend beschrieben
insgesamt auch auf die Außenschulter übertragbar.
-
Alle
in der Erfindung genannten Bedingungen sind auch geradewegs auf
die sowohl mit der Innenschulter als auch mit der Außenschulter
versehene Schraubverbindung anwendbar.
-
Die
kupplungsartige Schraubverbindung wird im Vorstehenden beispielhaft
beschrieben, es versteht sich aber von selbst, dass die Erfindung
auch auf die integrale Schraubverbindung übertragbar ist. In einem solchen
Fall kann der Rohrkörper
nach der Oberflächenbearbeitung
an einem Ende mit einem Einsteckteil, das Außengewinde, einer Dichtsitz
bildenden Fläche
und einer Schulter bildenden Fläche
umfasst, sowie mit einem Aufnahmeteil am anderen Ende, das Innengewinde,
eine Dichtsitz bildende Fläche
und eine Schulter bildende Fläche
umfasst, versehen sein. Somit kann darauf die exakt gleiche Konstruktion
wie bei der erfindungsgemäßen Schraubverbindung
angewendet werden.
-
Ausführungen
-
Die
Wirkungen der Erfindung werden nachstehend unter Bezug auf Ausführungen
der Erfindung beschrieben.
-
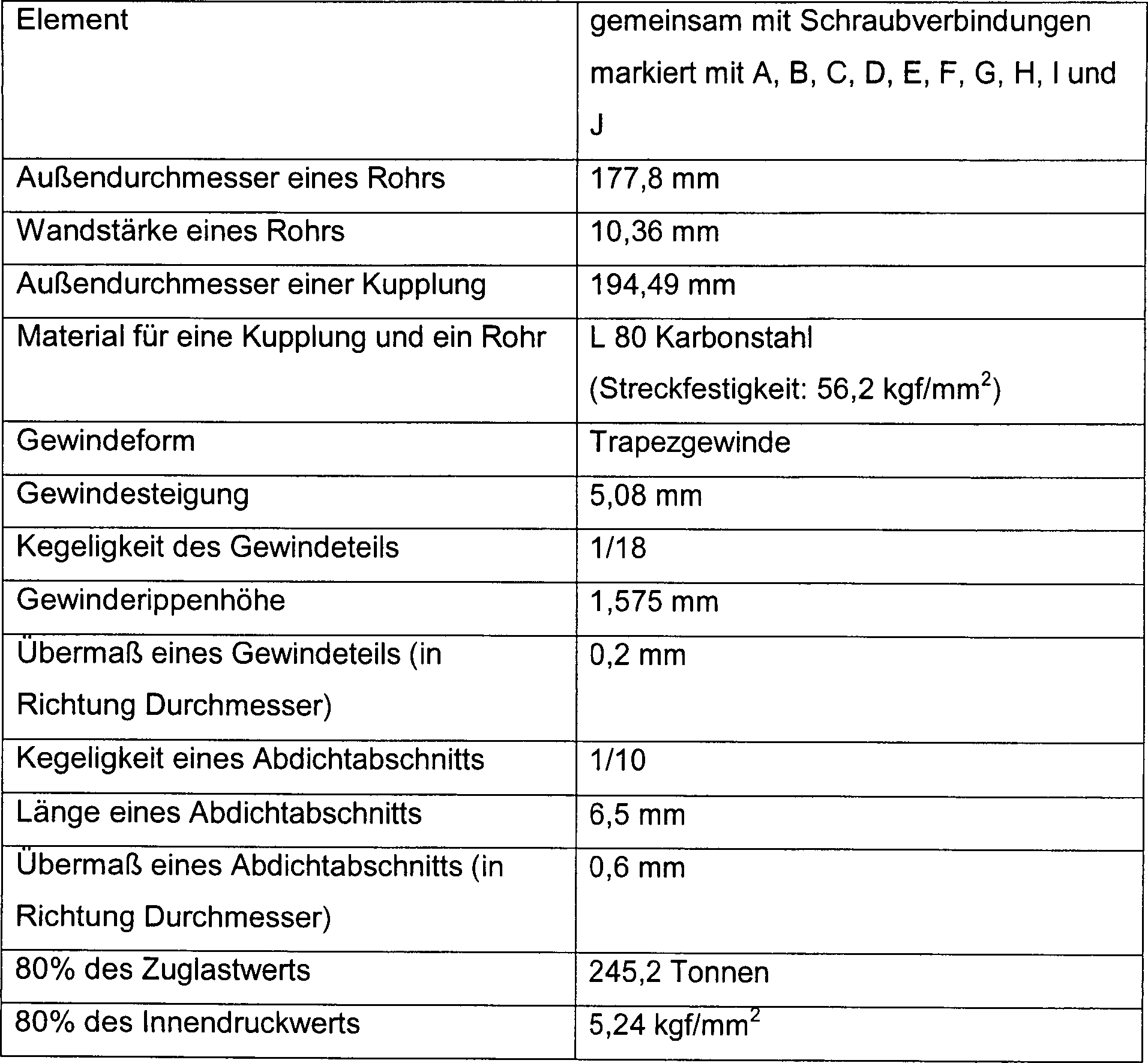
Die
Tabellen 1, 2, 3 und 4 sind Listen, die die Neigungen der Drehmomentschultern
sowie Einzelheiten zu den Schraubverbindungen nach den erfindungsgemäßen Ausführungen
und zu den Schraubverbindungen für
Vergleichsbeispiele, an denen Tests vorgenommen wurden, zeigen.
Unter Bezug auf die mit A bis J gekennzeichneten Schraubverbindungen,
die in den Tabellen 1 und 2 gezeigt werden, sind D/t und δr gemeinsam
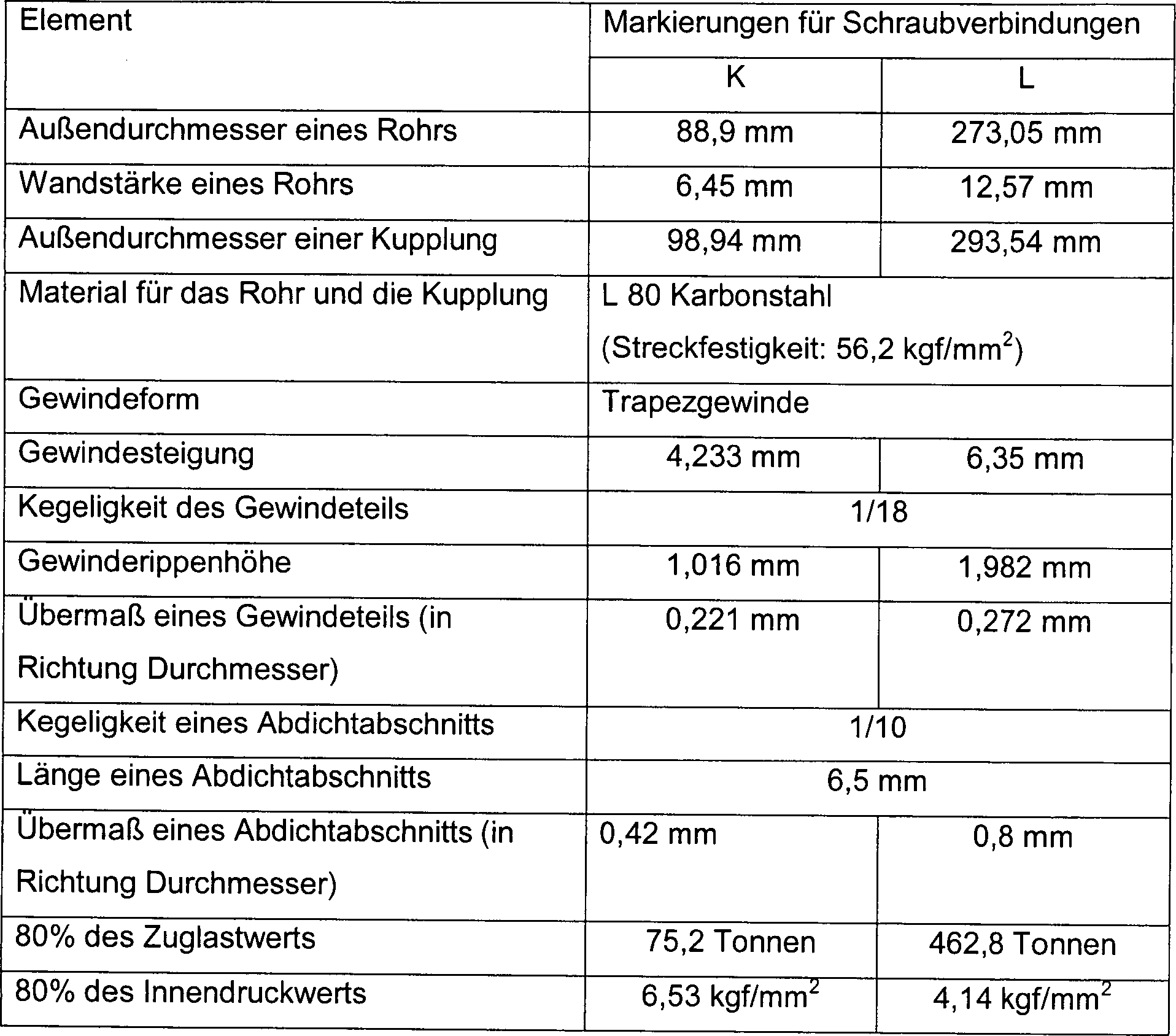
bei 17,78 bzw. 0,4 mm. Unter Bezug auf die mit K und L gekennzeichneten
Schraubverbindungen, die in den Tabellen 3 und 4 gezeigt werden,
ist D/t 13,78 und δr
ist 0,199 mm für
die erstere, und D/t 21,72, δr
0,528 für
die letztere, was Werte darstellt, die entweder höher oder
niedriger als die für
die mit A bis J bezeichneten Schraubverbindungen sind. Bei der Schraubverbindung
K, die sowohl für
D/t als auch für δr einen niedrigeren Wert
als für
die Schraubverbindungen A bis J aufweist, ist die Differenz Δθ der Neigung
zwischen den jeweiligen Drehmomentschulter bildenden Flächen derselben
im Wesentlichen von niedrigerem Wert im Verhältnis zu D/t und δr, während im
Fall der Schraubverbindung L, die für D/t und δr einen höheren Wert aufweist, die Differenz Δθ der Neigung
proportional von höherem
Wert ist.
-
Die
Schraubverbindungen nach den erfindungsgemäßen Ausführungen in den Tabellen 1 bis
4 sind die in 5 und 2 gezeigten
Schraubverbindungen, einschließlich
drei Arten, die aus der Innenschulterausführung, der Außenschulterausführung und
der Ausführung
Innenschulter kombiniert mit Außenschulter bestehen.
Die in der Tabelle 2 gezeigten Vergleichsbeispiele umfassen eine
Schraubverbindung, die mit der Drehmomentschulter bildenden Fläche an dem
Einsteckteil und dem Aufnahmeteil versehen ist, wobei jede eine
identische Neigung aufweist, eine Schraubverbindung, die mit der
Dichtfläche
und dergleichen versehen ist, die mit einem weicheren Metall beschichtet
ist, eine Schraubverbindung mit dem mit glatten Nuten versehenen
dünnen
Lippenteil (wie in dem offen gelegten japanischen Patent Nr. 60-26878
offenbart) und eine Schraubverbindung (siehe 3), die
mit einer Drehmomentschulter bildenden Fläche an dem Einsteckteil und
dem Aufnahmeteil versehen ist, die eine konvexe Fläche bzw.
eine konkave Fläche
jeweils mit einem anderen Krümmungsradius
aufweist.
-
-
-
-
-
Die
folgenden Tests wurden an den oben beschriebenen Schraubverbindungen
zur Beurteilung der Leistung der jeweiligen Schraubverbindungen
durchgeführt.
-
[Test bezüglich der
wiederholten Herstellung von Schraubverbindungen]
-
An
den Gewindeteilen und Nichtgewindeteilen wurde Schmierfett aufgebracht
und dann wurde das Herstellen und Lösen der jeweiligen Schraubverbindungen
zehnmal wiederholt, und die an den Drehschultern aufgetretenen Änderungen
und die an den Abdichtabschnitten aufgetretenen Änderungen wurden beide geprüft.
-
[Test bezüglich des
Auftretens von Spalten unter Zugspannung]
-
Nach
den oben beschriebenen Tests zur wiederholten Herstellung von Schraubverbindungen
wurden die Schraubverbindungen hergestellt, und während bei
den Rohren die Last einer Zugkraft (245,2 Tonnen) in der axialen
Richtung derselben angelegt wurde, um eine Spannung entsprechend
80% der Streckfestigkeit des Rohrs zu bewirken, wurden die Innenfläche und
die Außenfläche der
jeweiligen Drehmomentschultern auf das Vorhandensein von Spalten
geprüft.
-
[Korrosionstest unter
zusammengesetzter Last]
-
Ein
Gasgemisch bestehend aus Wasserstoffsulfid und Kohlendioxid wurde
in die Rohre mit den jeweiligen Schraubverbindungen dicht eingefüllt, wobei
die Zugkraft wie bei dem oben beschriebenen Test zum Auftreten von
Spalten ausgeübt
wurde. Der Druck des Gasgemisches betrug 5,24 kgf/mm2,
was auf die Rohre eine Beanspruchung entsprechend 80% der Streckfestigkeit
des Rohrs ausübte.
Nachdem die jeweiligen Schraubverbindungen 500 Stunden lang in diesem
Zustand gehalten wurden, wurden die Schraubverbindungen gelöst, um auf
Korrosionsstellen hin zu prüfen.
-
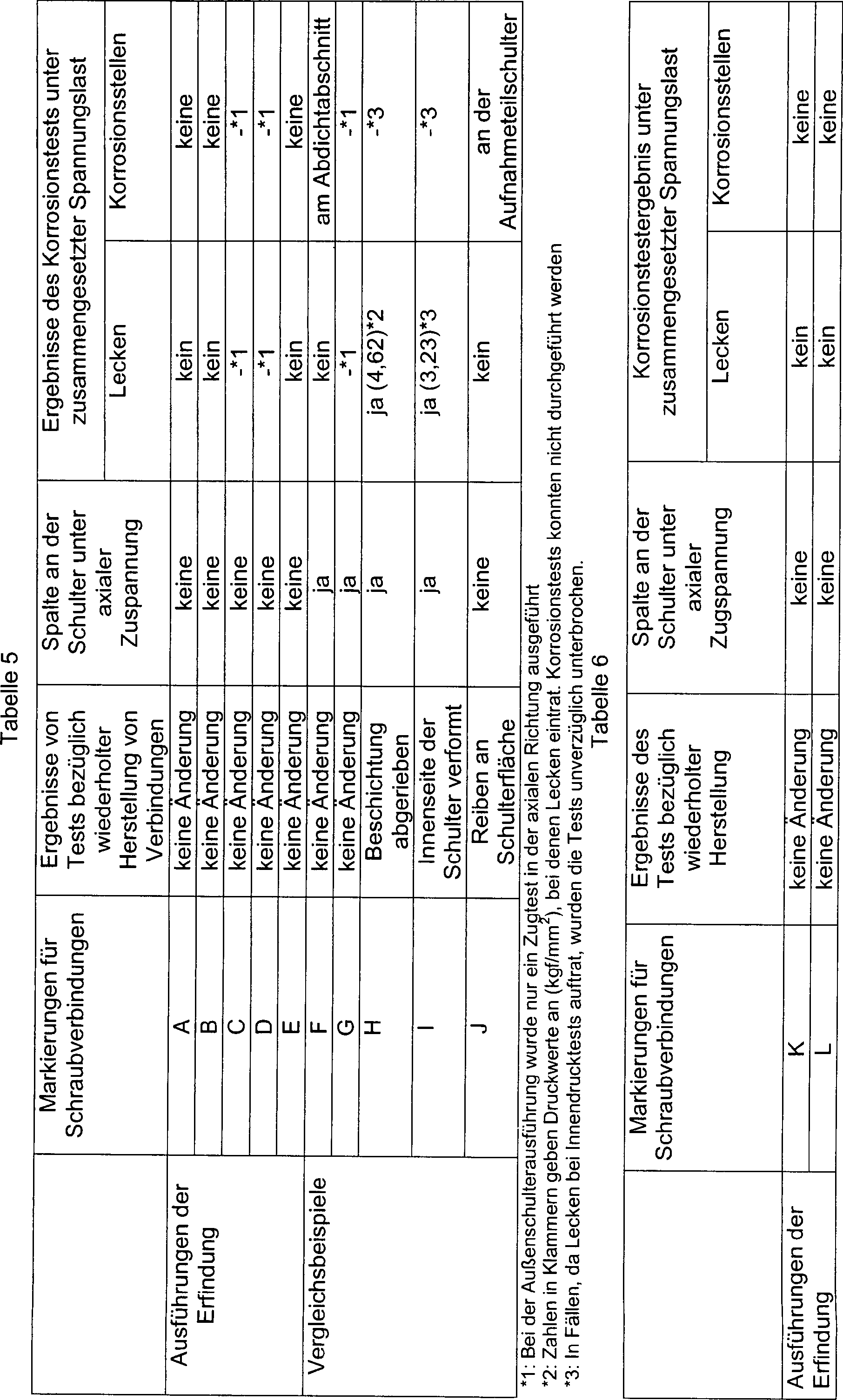
Die
Tabellen 5 und 6 sind Listen, die die Ergebnisse der drei beschriebenen
Tests zeigen. Die Tabellen 5 und 6 zeigen, dass bei den Schraubverbindungen
für Vergleichsbeispiele
sich das Ergebnis mindestens eines Tests der drei Tests als unbefriedigend
herausstellte. Bei den erfindungsgemäßen Schraubverbindungen dagegen
erwies sich das Ergebnis jedes Tests als zufrieden stellend. Tabelle
6 zeigt die Ergebnisse der an den mit K und L markierten Schraubverbindungen
vorgenommenen Tests, wobei die Differenz der Neigung Δθ proportional
zu D/t und δr
verändert
wurde. Es wurde anhand der Ergebnisse bestätigt, dass das Verändern von Δθ proportional
zu D/t und δ r
wirksam war.
-
-
Gewerbliche
Anwendbarkeit
-
Bei
der erfindungsgemäßen Schraubverbindung
für die Ölfeldrohre
wird weder an der inneren Seite der Drehmomentschulter bei der Innenschulterausführung noch
an der äußeren Seite
der Drehmomentschulter bei der Außenschulterausführung ein
Spalt ausgebildet, selbst bei Einsatz unter Bedingungen, bei denen eine
Last einer Zugspannung aufgrund des Gewichts der verbundenen Rohre
selbst und dergleichen ausgeübt wird.
Daher neigt diese nicht zu einer Spaltkorrosion, die durch das Eindringen
von Fluiden, die in oder außerhalb
der Rohre strömen,
in das Innere der Schraubverbindung durch Spalte in dem Drehmomentschulterbereich
verursacht werden. Ferner kann die Schraubverbindung wiederholtem,
zigfachen Einsatz standhalten, da keine übermäßige plastische Verformung
an der Drehmomentschulter eintritt. Zusätzlich kann die Schraubverbindung
durch normale Bearbeitung mittels einer normalen Anzahl an Prozessschritten
hergestellt werden, was einen möglichen
Anstieg der Herstellungskosten ausschließt.
-
Somit
ist die erfindungsgemäße Schraubverbindung
zur Verwendung bei Erölbohrungen
und dergleichen unter schwierigeren Förderungsbedingungen gut geeignet.