-
GEBIET DER
ERFINDUNG
-
Die
vorliegende Erfindung betrifft eine Aufreißverpackung, die in der Verpackung
verwendete Folie und das Polymergemisch, das eine ihrer Schichten
stellt.
-
HINTERGRUND
DER ERFINDUNG
-
Beim
Verpacken benötigt
man Folien, die entweder allein oder in Kombination mit anderer
Folie zum sicheren Verpacken von Artikeln verwendet werden können und
gleichzeitig das leichte Aufreißen
der Packung ermöglichen.
-
Viele
unterschiedliche Produkte, insbesondere Nahrungsmittelprodukte wie
Fleisch, Würstchen,
Käse und
dergleichen, werden in visuell ansprechenden Verpackungen angeboten,
die aus zwei thermoplastischen Bahnen unter Verwendung von Vakuumhautverpacken,
Thermoformen und anderen Verfahren hergestellt sind.
-
Beim
Vakuumverpackungsverfahren wird ein Produkt auf einem Träger entweder
in Form einer flachen Lage oder eines geformten Tabletts angeordnet,
und durch Differentialluftdruck wird eine erwärmte Folie oberhalb des Produkts
abwärts
auf und um das Produkt herum und gegen den Träger geformt, wobei der Raum zwischen
der oberen Folie und dem Träger
evakuiert worden ist. Die obere erwärmte Folie bildet so eine enganliegende
Haut um das Produkt herum und wird an den Träger gesiegelt.
-
Beim
Thermoformungsverfahren wird ein Produkt auf dem Träger angeordnet,
und die obere thermoplastische Bahn wird unter Verwendung geheizter
Siegelstäbe
oder ähnlichem
Gerät an
die flanschartigen Ränder
des Trägers
gesiegelt.
-
In
beiden Fällen
werden die beiden thermoplastischen Bahnen miteinander versiegelt,
und das Produkt ist sicher dazwischen eingeschlossen. Das Öffnen der
so erhaltenen Verpackungen kann ein Problem sein, da es die Verwendung
von Scheren, Messern oder anderen Schneidmitteln und gefährlichen
Geräten
erfordern kann.
-
Zur
Verhinderung dieses Problems sollen die Verpackungen leicht zu öffnen sein,
indem die beiden Bahnen manuell auseinandergezogen werden, wobei
man normalerweise von einem Punkt wie einer Ecke der Packung ausgeht,
wo die obere Bahn absichtlich nicht an den Träger gesiegelt ist. Packungen,
die sich so öffnen
lassen, werden als "Aufreiß-" oder "EZO"-Packungen bezeichnet.
-
Die
Aufreißverpackungen
des Standes der Technik basieren auf drei verschiedenen Mechanismen.
In dem ersten ("Aufreißen durch
Abziehen") wird
die Verpackung geöffnet,
indem die beiden Bahnen an der Siegelungsgrenzfläche getrennt werden. Dieses
Konzept wird weit verbreitet in thermogeformten, Form-, Füll-, Siegelungs-
und auch in Vakuumhautverpackungen verwendet. Die Aufreiß- oder
Abziehkraft (Kraft pro gegebener Breite) ist mit der Siegelfestigkeit
identisch und kann durch geeignete Wahl der chemischen Ähnlichkeit oder
Unähnlichkeit
der Siegelschichten der oberen und unteren Bahnen gesteuert werden.
Es ist ein Nachteil dieses Typs von Aufreißmechanismus, dass er durch
die Bedingungen des Siegelverfahrens und insbesondere durch selbst
geringe Schwankungen von Siegeltemperatur und Siegeldruck stark
beeinflusst wird. Daher streut die Aufreißstärke für eine Verpackungsserie stark,
und die Bahn, die zum Öffnen
der Packung gezogen wird (in der Regel die obere Bahn), kann zerreißen, wenn
sie zu stark an die andere (die untere Bahn) gesiegelt ist.
-
In
dem zweiten Mechanismus ("adhäsives Versagen") wird das Öffnen der
Packung durch ein anfängliches
Durchreißen
von einer der Siegelschichten über
die gesamte Dicke erreicht, gefolgt von der Delaminierung dieser
Schicht von dem darunter befindlichen Träger oder der darunter befindlichen
Folie. Ein typisches Beispiel ist ein System, bei dem die Siegelschichten
von sowohl der oberen als auch der unteren Bahn aus Polyethylen
gefertigt sind und eine der Siegelschichten an einer Polyamidoberfläche klebt.
Die geringe Bindung zwischen Polyethylen und Polyamid ermöglicht,
dass während
des Öffnens
der Packung Delaminierung erfolgt. Wenn die Delaminierung den Bereich
der verpackten Produkte erreicht, erfolgt ein zweites Durchreißen der
Siegelschicht. Infolgedessen wird die gesamte Siegelschicht von
einer der beiden Bahnen von einer der Bahnen getrennt und an der
gegenüberliegenden
Bahn gesiegelt gelassen.
-
Die
Aufreißstärke ist
in diesem Fall direkt mit der Bindung zwischen der Siegelschicht
und der angrenzenden Folienschicht verknüpft, und hängt daher hauptsächlich von
der chemischen Ähnlichkeit
oder Unähnlichkeit
der beiden Materialien ab. Die Coextrusionsbedingungen, wie Druck,
Temperatur und Kontaktzeit zwischen den geschmolzenen Materialien,
haben jedoch auch einen großen
Einfluss auf die am Ende vorhandene Bindungsfestigkeit zwischen
den beiden Schichten.
-
Das
dritte System basiert auf dem Mechanismus des "kohäsiven
Versagens". In diesem
letzteren System wird das Aufreißmerkmal durch inneres Reißen einer
Siegelschicht erreicht, die während
des Öffnens
der Packung entlang einer Ebene parallel zu der Schicht selbst reißt.
-
Ein
Beispiel für
Aufreißverpackungen,
die auf diesem Mechanismus basieren, wird in EP-B-192 131 beschrieben,
die eine Aufreißverpackung
mit einer Siegelschicht beschreibt, die
- a)
Ionomer mit einem Schmelzindex von weniger als 5 und
- b) modifiziertes Ethylen/Vinylacetat-Copolymer mit einem wesentlich
höheren
Schmelzindex umfasst, wodurch die Schmelzindizes der beiden Polymere
in der Siegelschicht sich um mindestens 10 unterscheiden.
-
Dieses
System basiert auf der verschiedenen chemischen Beschaffenheit der
beiden Komponenten. Die beiden Materialien sind nur teilweise verträglich, und
daher versagt das Material, wenn eine Transversalkraft auf diese
Schicht ausgeübt
wird (Öffnen
der Verpackung). Das in EP-B-192 131 beschriebene Aufreißsystem
zeigt jedoch eine hohe Variabilität der Aufreißstärke oder
% Variation (3 σ)
von dem Mittelwert, die in der Regel höher als 55% ist und bis zu
120% beträgt.
Der allgemein erhaltene Mittelwert der Öffnungsfestigkeit ist zudem > 6,00 N/25,4 mm. Dieser
Wert wird momentan als zu hoch für
eine Aufreißverpackung
angesehen, insbesondere wenn die Siegelfläche stark variiert, wie beim
Vakuumhautverpacken.
-
Die
hohe Variabilität
basiert wahrscheinlich auf der Tatsache, dass die Verträglichkeit
des in EP-B-192 131 beschriebenen Gemisches durch selbst geringe
Variationen des Verfahrens zur Herstellung der Bahn beeinflusst
werden kann, es kann z. B. eine höhere oder niedrigere Öffnungsfestigkeit
erhalten werden, indem die Extrusionstemperatur oder die Quenchbedingungen
um wenige Grad °C
geändert
werden.
-
ZIEL UND ZUSAMMENFASSUNG
DER ERFINDUNG
-
Es
besteht ein Bedarf nach einem verbesserten Aufreißsystem,
das niedrigere Aufreißfestigkeit
und auch niedrigere Variation (3 σ)
von dem Mittelwert gewährleistet.
-
Es
hat sich nun herausgestellt, dass, falls die Siegelschicht einer
thermoplastischen Bahn ein Gemisch von
- (i)
Copolymer von Ethylen und Acrylsäure
oder Methacrylsäure,
- (ii) modifiziertem EVA-Copolymer und
- (iii) Polybutylen
umfasst, die Schicht kohäsiv versagt
und innen reißt,
selbst wenn eine Transversalkraft von weniger als 6,00 N/25,4 mm
ausgeübt
wird.
-
Es
hat sich auch herausgestellt, dass die % Variation (3 σ) von dem
Mittelwert deutlich verringert wird und weniger als etwa 55%, in
der Regel weniger als etwa 35% des Mittelwerts beträgt.
-
Diese
thermoplastische Bahn kann daher zur Herstellung einer Aufreißverpackung
verwendet werden, bei der ein Artikel in der thermoplastischen Bahn
verpackt oder zwischen einer unteren und einer oberen thermoplastischen
Bahn angeordnet ist, wobei mindestens eine der Bahnen eine Siegelschicht
umfasst, die das obige Gemisch umfasst.
-
Es
ist auch gefunden worden, dass eine Aufreißverpackung selbst dann erhalten
werden kann, wenn sich das Gemisch nicht in der Siegelschicht, sondern
in einer Schicht befindet, die direkt an der Siegelschicht klebt,
vorausgesetzt, dass die Siegelschicht eine Dicke von weniger als
10 μm und
vorzugsweise weniger als 7 μm
hat.
-
Ein
erstes Ziel der vorliegenden Erfindung ist daher ein extrudierbares
Gemisch von
- (i) Copolymer von Ethylen und Acrylsäure oder
Methacrylsäure,
- (ii) modifiziertem EVA-Copolymer und
- (iii) Polybutylen.
-
Ein
zweites Ziel der vorliegenden Erfindung ist eine thermoplastische
Folie, bei der die Siegelschicht oder die direkt an der Siegelschicht
klebende Schicht ein Gemisch von
- (i) Copolymer
von Ethylen und Acrylsäure
oder Methacrylsäure,
- (ii) modifiziertem EVA-Copolymer und
- (iii) Polybutylen
umfasst.
-
Ein
drittes Ziel der vorliegenden Erfindung ist eine Aufreißverpackung,
die
- – eine
untere thermoplastische Bahn, die eine erste Siegelschicht (a) einschließt,
- – eine
obere thermoplastische Bahn, die eine zweite Siegelschicht (b) einschließt, und
- – gegebenenfalls
eine weitere thermoplastische Schicht (c), die angrenzend an und
direkt an eine der Siegelschicht (a) und (b) gebunden ist,
umfasst,
wobei die unteren und oberen Bahnen aneinander gesiegelt werden
und einen Artikel umschließen, wobei
die Verpackung dadurch gekennzeichnet ist, dass mindestens eine
der Schichten (a), (b) und (c) ein ternäres Gemisch aus - (i) Copolymer von Ethylen und Acrylsäure oder Methacrylsäure,
- (ii) modifiziertem EVA-Copolymer und
- (iii) Polybutylen
umfasst
-
Ein
viertes Ziel der vorliegenden Erfindung ist ein Verfahren zur Herstellung
einer Aufreißverpackung, bei
dem ein Produkt zwischen einer unteren thermoplastischen Bahn, die
eine erste Siegelschicht (a) einschließt, und einer oberen thermoplastischen
Bahn, die eine zweite Siegelschicht (b) einschließt, angeordnet wird,
die obere Bahn erwärmt
und abwärts
auf und um das Produkt herum und gegen den Träger geformt wird, wobei der
Raum zwischen der erhitzten oberen Folie und dem Träger evakuiert
worden ist, um eine enganliegende Haut um das Produkt herum zu bilden,
die obere Folie durch Differentialluftdruck an den Träger gesiegelt
wird, wobei das Verfah ren dadurch gekennzeichnet ist, dass eine
der Siegelschichten (a) und (b) oder eine Schicht (c), die direkt
an einer der Siegelschichten (a) und (b) klebt, ein ternäres Gemisch
aus
- (i) Copolymer von Ethylen und Acrylsäure oder
Methacrylsäure,
- (ii) modifiziertem EVA-Copolymer und
- (iii) Polybutylen
umfasst.
-
In
einer bevorzugten Ausführungsform
ist die Schicht, die das Gemisch umfasst, keine Siegelschicht, sondern
eine Schicht (c), die direkt an einer der Siegelschichten klebt,
wodurch gute Siegelfestigkeit gewährleistet ist und die Abhängigkeit
der Aufreißfestigkeit
von den Verfahrensbedingungen verringert wird.
-
In
einem solchen Fall ist die Dicke der Siegelschicht, an der die Schicht
(c) direkt klebt, weniger als 10 μm,
vorzugsweise weniger als 7 μm.
-
BESCHREIBUNG
DER ZEICHNUNGEN
-
In
den Zeichnungen, die hier angefügt
sind und Teil dieser Offenbarung bilden, sind
-
1 und 2 Querschnittansichten einer geschlossenen
beziehungsweise geöffneten
Verpackung, die eine spezielle Ausführungsform der vorliegenden
Erfindung wiedergibt, wobei ein Artikel zwischen einer oberen und
einer unteren Bahn nach dem VSP-Verfahren verpackt ist. Die untere
Bahn hat das erfindungsgemäße Aufreißgemisch
in einer Schicht, die direkt an der Siegelschicht klebt.
-
3 ist eine Skizze des Positionierens
des Produkts bei der Herstellung der Proben für den Aufreißfestigkeitstest,
wie nachfolgend beschrieben wird. In der Figur zeigt der Pfeil die
Maschinenrichtung.
-
Die
folgenden Bezugszeichen werden in den Figuren verwendet:
-
- 1
- Verpackung
- 2
- obere
Bahn
- 21
- Substratschicht
der oberen Bahn
- 22
- Siegelschicht
der oberen Bahn
- 3
- untere
Bahn
- 31
- Substratschicht
der unteren Bahn
- 32
- Aufreißschicht
- 33
- Siegelschicht
der unteren Bahn
- 4
- in
der unteren Bahn vorgenommener Vorschnitt
- 5
- der
verpackte Artikel
-
Gleiche
Bezugszeichen werden zur Bezeichnung gleicher oder entsprechender
Merkmale in den verschiedenen Figuren bezeichnet.
-
DEFINITIONEN
-
Der
Begriff "Folie" wird hier im generischen
Sinne verwendet, so dass Kunststoffbahnen unabhängig davon, ob sie Folien oder
Feinfolien sind, eingeschlossen sind. Erfindungsgemäße und erfindungsgemäß verwendete
Folien können
eine Dicke bis zu 2 mm oder mehr haben.
-
Der
Begriff "Packung" (Verpackung) bezieht
sich auf Verpackungsmaterialien, die zum Verpacken eines Produkts
verwendet werden.
-
Der
Begriff "Homopolymer" bezieht sich hier
auf Polymer, das aus der Polymerisation von Einzelmonomer resultiert,
d. h. Polymer, das im Wesentlichen aus einem einzigen Typ sich wiederholender
Einheit besteht.
-
Der
Begriff "Copolymer" bezieht sich hier
auf Polymere, die durch Polymerisationsreaktion von mindestens zwei
verschiedenen Monomeren gebildet werden.
-
Der
Begriff "Polyolefin" bezieht sich hier
auf jedes polymerisierte Olefin, das linear, verzweigt, cyclisch, aliphatisch,
aromatisch, substituiert oder unsubstituiert sein kann. Speziell
sind in den Begriff "Polyolefin" Homopolymere von
Olefin, Copolymere von Olefinen, Copolymere von Olefin und nicht-olefinischem
Comonomer, das mit dem Olefin copolymerisierbar ist, wie Vinylmonomere,
modifizierte Polymere davon und dergleichen eingeschlossen. Spezielle
Beispiele schließen
Polyethylenhomopolymer, Polypropylenhomopolymer, Polybuten, Ethylen/α-Olefin-Copolymer,
Propylen/α-Olefin-Copolymer,
Buten/α-Olefin-Copolymer,
Ethylen/Vinylacetat-Copolymer (EVA), Ethylen/ungesättigter
Ester-Copolymer und Ethylen/ungesättigte Säure-Copolymer [insbesondere
Ethylen/Butylacrylat-Copolymer, Ethylen/Methylacrylat, Ethylen/Acrylsäure-Copolymer (EAA),
Ethylen/Methacrylsäure-Copolymer
(EMAA)], modifizierte Polyolefinharze, Ionomerharze, Polymethylpenten,
usw. ein.
-
Der
Begriff "Ethylen/α-Olefin-Copolymer" und Ethylen/α-Olefin-Copolymer" bezieht sich hier
auf solche heterogenen Materialien wie lineares Polyethylen niedriger
Dichte (LLDPE) und Polyethylen sehr niedriger und ultraniedriger
Dichte (VLDPE und ULDPE) und homogene Polymere wie metallocenkataly sierte
lineare homogene Ethylen/α-Olefin-Copolymerharze
EXACTTM, die von Exxon Chemical Company
erhältlich
sind, und lineare homogene Ethylen/α-Olefin-Copolymerharze TAFMERTM, die von Mitsui Petrochemical Corporation
erhältlich
sind. Alle diese Materialien schließen im Allgemeinen Copolymere
von Ethylen mit einem oder mehreren Comonomeren ausgewählt aus
C4- bis
C10-α-Olefinen
wie Buten-1 (d. h. 1-Buten), Hexen-1, Octen-1, usw. ein, in denen die Moleküle der Copolymere
lange Ketten mit relativ wenigen Seitenkettenverzweigungen oder vernetzter
Struktur umfassen. Diese Molekülstruktur
steht im Gegensatz zu konventionellen Polyethylenen mit niedriger
oder mittlerer Dichte, die höher
verzweigt als ihre jeweiligen Gegenstücke sind. Das heterogene Ethylen/α-Olefin,
das üblicherweise
als LLDPE bekannt ist, hat eine Dichte, die üblicherweise im Bereich von
etwa 0,91 g/cm3 bis etwa 0,94 g/cm3 liegt. Andere Ethylen/α-Olefin-Copolymere, wie die
langkettigen, verzweigten, homogenen Ethylen/α-Olefin-Copolymere, die von
Dow Chemical Company erhältlich
sind, die als AFFINITYTM-Harze bekannt sind,
sind auch als anderer Typ von homogenem Ethylen/α-Olefin-Copolymer mit eingeschlossen.
-
Der
Begriff "direkt
geklebt" oder "direkt klebend" ist in Bezug auf
Folienschichten definiert als Adhäsion der entsprechenden Folienschicht
an der Zielfolienschicht ohne Verbindungsschicht, Klebstoff oder
andere Schicht dazwischen.
-
Der
Begriff "angrenzend" soll hier in Bezug
auf zwei Schichten zwei Schichten bedeuten, die direkt aneinander
kleben. Das Wort "zwischen" soll im Unterschied
dazu in Anwendung auf eine Folienschicht, die als zwischen zwei
anderen angegebenen Schichten bezeichnet wird, sowohl direktes Kleben
der betreffenden Schicht an den beiden anderen Schichten, zwischen
denen sie sich befindet, als auch das Fehlen von direktem Kle ben
der betreffenden Schicht an den beiden anderen Schichten einschließen, zwischen
denen sie sich befindet, d. h. es können sich eine oder mehrere
weitere Schichten zwischen der betreffenden Schicht und einer oder
mehreren der Schichten befinden, zwischen denen die betreffende
Schicht liegt.
-
Der
Begriff "Extrusion" wird hier in Bezug
auf das Verfahrens des Bildens kontinuierlicher Formen durch Drücken von
geschmolzenem Kunststoffmaterial durch eine Düse verwendet. Unmittelbar vor
der Extrusion durch die Düse
wird das relativ hochviskose Polymermaterial in eine sich drehende
Schnecke mit variablem Gang, d. h. einen Extruder, eingespeist,
der das Polymermaterial durch die Düse drückt.
-
Der
Begriff "Coextrusion" bezieht sich hier
auf das Verfahren des Extrudierens von zwei oder mehr Materialien
durch eine einzige Düse,
bei der zwei oder mehr Öffnungen
so angeordnet sind, dass die Extrudate verschmelzen und vor dem
Abkühlen,
d. h. Quenchen, zu einer Laminatstruktur zusammengeschweißt werden.
-
Die
Formulierung "äußere Schicht" oder "Hautschicht" bezieht sich hier
auf jede Folienschicht, bei der nur eine ihrer Hauptoberflächen direkt
an einer anderen Schicht der Folie klebt.
-
Die
Formulierung "innere
Schicht" bezieht
sich hier auf jede Schicht, deren beide Oberflächen direkt an einer anderen
Schicht der Folie kleben.
-
Der
Begriff "Kern" und die Formulierung "Kernschicht" beziehen sich hier
auf jede Innenschicht, die eine andere Hauptfunktion hat, als als
Klebstoff oder Verträglichmacher
zum Kleben zweier Schichten aneinander zu dienen.
-
Der
Begriff "Verbindungsschicht" bezieht sich hier
auf jede Innenschicht mit dem Hauptzweck, zwei Schichten aneinander
zu kleben.
-
Der
Begriff "Massenschicht" bezieht sich hier
auf jede Innenschicht mit dem Hauptzweck der Verbesserung der mechanischen
Eigenschaften.
-
Die
Formulierungen "Siegelschicht", "Siegelungsschicht", "Heißsiegelschicht" und "Versiegelungsschicht" beziehen sich hier
auf eine äußere Folienschicht,
die an der Siegelung der Folie mit sich selbst, einer anderen Folienschicht
der gleichen oder einer anderen Folie und/oder anderem Artikel,
der keine Folie ist, beteiligt ist.
-
Der
Begriff "Siegelung" bezieht sich hier
auf jede Siegelung eines ersten Bereichs einer Folienoberfläche an einem
zweiten Bereich einer Folienoberfläche, wobei die Siegelung gebildet
wird, indem die Bereiche auf mindestens ihre jeweiligen Siegelungsinitiierungstemperaturen
erhitzt werden. Das Erhitzen kann nach einer oder mehreren beliebigen
Weisen durchgeführt
werden, wie unter Verwendung eines Heizstabs, von Heißluft, Infrarotstrahlung,
usw.
-
Der
Begriff "kohäsives Versagen" bezieht sich hier
auf jedes System, bei dem das Aufreißmerkmal durch inneres Zerreißen einer
Schicht erreicht wird, die während
des Öffnens
der Packung entlang einer Ebene parallel zu der Schicht selbst reißt.
-
Der
Begriff "Aufreißfestigkeit" bezieht sich hier
auf den Widerstand von Folie, die ein Aufreißgemisch umfasst, gegen Abziehen
gemäß dem Verfahren,
das in dem erfindungsgemäßen Beispiel
beschrieben ist.
-
Der
Begriff "Differentialluftdruck" bezieht sich hier
auf atmosphärischen
Druck auf der Außenseite
gegenüber
Vakuum auf der Innenseite der Packung.
-
DETAILLIERTE
BESCHREIBUNG DER ERFINDUNG
-
Obwohl
die Erfindung im Zusammenhang mit einer oder mehreren bevorzugten
Ausführungsformen beschrieben
wird, sei darauf hingewiesen, dass die Erfindung nicht auf diese
Ausführungsformen
beschränkt ist.
Im Gegenteil schließt
die Erfindung alle Alternativen, Modifikationen und Äquivalente
ein, die in den Schutzumfang der angefügten Ansprüche eingeschlossen sein können.
-
Gemäß einem
ersten Ziel der vorliegenden Erfindung wird ein neues Gemisch geliefert,
das
- (i) Copolymer von Ethylen und Acrylsäure oder
Methacrylsäure,
- (ii) modifiziertes EVA-Copolymer und
- (iii) Polybutylen
umfasst.
-
Der
Begriff "Copolymer
von Ethylen und Acrylsäure
oder Methacrylsäure" bezieht sich auf
Copolymer von Ethylen mit copolymerisierbarem, ethylenisch ungesättigtem,
carbonsaurem Monomer ausgewählt
aus Acrylsäure
und Methacrylsäure.
Das Copolymer enthält
in der Regel etwa 4 Gew.-% bis etwa 18 Gew.-% Acryl- oder Methacrylsäureeinheiten.
Das Copolymer kann darin copolymerisiert auch Alkylacrylat oder
-methacrylat enthalten, wie n-Butylacrylat oder -methacrylat oder
Isobutylacrylat oder -methacrylat. Das Copolymer kann in der freien
Säureform
sowie in der ionisierten oder teilionisierten Form vorliegen, wobei
das neutralisierende Kation jedes geeignete Metallion sein kann,
z. B. Alkalimetallion, Zinkion oder andere mehrwertige Metallionen;
in diesem letzteren Fall wird das Copolymer auch als "Ionomer" bezeichnet.
-
Gemäß einer
bevorzugten Ausführungsform
der vorliegenden Erfindung ist Komponente (i) Ionomer. Geeignete
Polymere sind jene mit einem niedrigen Schmelzindex von weniger
als 5 und insbesondere weniger als 2. Besonders geeignete Polymere
sind Ionomerharze mit einem Säuregehalt
bis zu 10%. Solche Polymere sind kommerziell als SurlynTM (von
DuPont) erhältlich.
-
Der
Begriff "modifiziertes
EVA" bezieht sich
auf Copolymer auf Ethylen/Vinylacetat-Basis, das durch Anwesenheit
einer dritten Einheit, wie CO, in der Polymerkette oder durch Mischen
mit oder Aufpfropfen von einer anderen Modifizierungskomponente
modifiziert sein kann.
-
Erfindungsgemäß besonders
geeignet sind Terpolymere, die durch die Copolymerisation von Ethylen, Vinylacetat
und Kohlenmonoxid erhalten werden, wie jene, die in z. B. US-A-3 780 140 beschrieben
sind. Besonders bevorzugt sind jene Terpolymere, die 3 bis 30 Gew.-%
von Kohlenmonoxid abgeleitete Einheiten, 40 bis 80 Gew.-% von Ethylen
abgeleitete Einheiten und 5 bis 60 Gew.-% von Vinylacetat abgeleitete
Einheiten umfassen.
-
Alternativ
schließen
geeignet modifizierte EVA-Harze Ethylen/Vinylacetat-Copolymere ein,
die mit Carbonsäure-
oder vorzugsweise Anhydridfunktionalitäten gepfropft sind, beispielsweise
EVA gepfropft mit Maleinsäureanhydrid.
-
In
einer bevorzugten Ausführungsform
beträgt
der Unterschied zwischen den Schmelzindices von Polymer (i) und
Polymer (ii) in dem erfindungsgemäßen Polymergemisch mindestens
5, vorzugsweise mindestens 10, insbesondere mindestens 15 und bevorzugter
mindestens 20. MFI wird unter den Bedingungen E von ASTM D 1238
gemessen.
-
Der
Begriff "Polybuten" oder "Polybutylen" schließt Homo- und Copolymere,
die im Wesentlichen aus sich wiederholenden Buten-1-, Buten-2-,
Isobuteneinheiten bestehen, sowie Ethylen/Buten-Copolymere ein. Erfindungsgemäß besonders
geeignet sind die Ethylen/Buten-Copolymere.
-
Der
Erfinder hat gefunden, dass durch Verwendung des erfindungsgemäßen ternären Gemisches
infolge von innerer Unverträglichkeit
eine niedrige Aufreißfestigkeit
geliefert wird, und dass zudem der Mittelwert eine niedrige % Variation
aufweist.
-
Das
erfindungsgemäße Gemisch
wird einfach durch gründliches
Mischen der drei Komponenten in Pulverform und nachfolgendes Schmelzextrudieren
des Gemisches erhalten.
-
In
einer bevorzugten Ausführungsform
der vorliegenden Erfindung umfasst das Gemisch etwa 35 Gew.-% bis
etwa 83 Gew.-% Copolymer von Ethylen und Acrylsäure oder Methacrylsäure (i),
etwa 15 Gew.-% bis etwa 30 Gew.-% modifiziertes Ethylen/Vinylacetat-Copolymer
(ii) und etwa 2 Gew.-% bis etwa 50 Gew.-% Polybutylen (iii).
-
Besonders
bevorzugt ist das erfindungsgemäße Gemisch
aus einer Mischung von etwa 45 Gew.-% bis etwa 75 Gew.-% Copolymer
von Ethylen und Acrylsäure
oder Methacrylsäure
(i), etwa 20 Gew.-% bis etwa 30 Gew.-% modifiziertem Ethylen/Vinylacetat-Copolymer
(ii) und etwa 5 Gew.-% bis etwa 25 Gew.-% Polybutylen (iii) hergestellt.
-
Das
erfindungsgemäße Gemisch
kann als Schicht von Mono- oder
vorzugsweise Mehrschichtenfolie verwendet werden.
-
Ein
zweites Ziel der vorliegenden Erfindung ist daher thermoplastische
Folie, bei der die Siegelschicht oder die Schicht, die direkt an
der Siegelschicht klebt, das oben beschriebene erfindungsgemäße Gemisch umfasst.
-
Die
unter Verwendung des ternären
Gemisches in einer erfindungsgemäßen Folie
erhaltene Aufreißfestigkeit
liegt in der Regel im Bereich von etwa 2,00 bis etwa 6,00 N/25,4
mm, insbesondere im Bereich von etwa 2,50 bis etwa 5,00 N/25,4 mm.
-
Die
prozentuale Variation (3 σ)
des Mittelwert der Aufreißfestigkeit
liegt unter etwa 55% und im Allgemeinen unter 35%, wodurch reproduzierbare
Aufreißpackungen
erhalten werden.
-
Die
Dicke der erfindungsgemäßen Folie
hängt von
dem vorgesehenen Verwendungstyp ab. Als Beispiel für die Verwendung
als untere thermoformbare Bahn für
VSP-Anwendungen hat die Folie in der Regel eine Dicke bis zu etwa
1200 μm,
vorzugsweise bis zu etwa 1000 μm,
im Allgemeinen zwischen etwa 200 und etwa 750. Dünnere Folien, z. B. etwa 50
bis etwa 200 μm,
werden in VSP-Anwendungen als obere Bahnen verwendet, und noch dünnere Folien,
z. B. etwa 12 bis etwa 50 μm,
können
für konventionelle
Verpackungsanwendungen verwendet werden.
-
Falls
die Aufreißschicht
die Siegelschicht ist, hat sie vorzugsweise eine Gesamtdicke von
etwa 2 bis etwa 50 μm,
vorzugsweise etwa 4 bis etwa 25 μm
und besonders bevorzugt etwa 5 bis etwa 18 μm.
-
In
einer besonders bevorzugten Ausführungsform
der vorliegenden Erfindung ist die das erfindungsgemäße Gemisch
umfassende Aufreißschicht
nicht die Siegelschicht, sondern eine Schicht, die direkt an der Siegelschicht
klebt.
-
In
einem solchen Fall liegt die Dicke der inneren Aufreißschicht,
die das erfindungsgemäße Gemisch umfasst,
vorzugsweise im Bereich von etwa 2 bis etwa 30 μm, während die Dicke der Siegelschicht,
die direkt an der das erfindungsgemäße Gemisch enthaltenden Schicht
klebt, im Bereich von etwa 1 μm
bis etwa 10 μm, vorzugsweise
bis zu etwa 7 μm
und bevorzugter bis zu etwa 5 μm
liegt.
-
Falls
die das erfindungsgemäße Gemisch
umfassende Schicht nicht die Siegelschicht ist, umfasst diese letztere
vorzugsweise Polyolefin. Insbesondere umfasst sie mindestens ein
Mitglied ausgewählt
aus der Gruppe bestehend aus Ethylen/α-Olefin-Copolymeren, LDPE, MDPE,
HDPE, EAA, EMAA, EVA und Ionomer. Besonders bevorzugt umfasst sie
EVA.
-
Zusätzlich zu
der Siegel-Aufreißschicht
oder zusätzlich
zu der Siegelschicht und der direkt an der Siegelschicht klebenden
Aufreißschicht
kann die Folie auch mindestens eine weitere an der Oberfläche der
Aufreißschicht
klebende Schicht umfassen, die nicht an der Siegelschicht klebt.
-
Beispielsweise
kann die Folie z. B. eine oder mehrere Sauerstoffbarriereschichten
umfassen, falls die Bahn undurchlässig für Sauerstoff oder Feuchtigkeit
sein muss, wie PVDC, EVOH und Polyamidschichten, eine oder mehrere
Massenschichten, eine äußere Schutzschicht
zur Verbesserung der mechanischen Eigenschaften der Folie und Verbindungsschichten.
-
Die
das erfindungsgemäße Gemisch
enthaltende Folie kann coextrudiert oder laminiert sein.
-
Ein
drittes Ziel der vorliegenden Erfindung ist eine Aufreißpackung,
die
- – eine
untere thermoplastische Bahn, die eine erste Siegelschicht (a) einschließt,
- – eine
obere thermoplastische Bahn, die eine zweite Siegelschicht (b) einschließt
umfasst,
wobei die unteren und oberen Bahnen aneinander gesiegelt werden
und einen Artikel umschließen, wobei
die Verpackung dadurch gekennzeichnet ist, dass mindestens eine
der Schichten (a) und (b) oder die direkt an einer der Siegelschichten
(a) und (b) klebende Schicht ein ternäres Gemisch von - (i) Copolymer von Ethylen und Acrylsäure oder Methacrylsäure,
- (ii) modifiziertem EVA-Copolymer und
- (iii) Polybutylen
umfasst.
-
In
einer bevorzugteren Ausführungsform
der vorliegenden Erfindung wird eine der beiden Bahnen aus Folie
hergestellt, die
- – eine Siegelschicht (a)
- – die
Aufreißschicht
(c), die das neue ternäre
Gemisch umfasst, direkt an die Siegelschicht (a) geklebt, und
- – gegebenenfalls
mindestens eine weitere Schicht an die Seite von (c) geklebt umfasst,
die nicht direkt an der Siegelschicht (a) klebt. Diese weiteren
Schichten können
wie oben angegeben Sauerstoffbarriereschichten, Massenschichten,
Verbindungsschichten und äußere Schutzschicht
einschließen.
-
Die
andere der beiden Bahnen umfasst
- – eine Siegelschicht
(d) und
- – gegebenenfalls
eine oder mehrere andere Schichten. Diese Schicht(en) kann bzw.
können
Barriereschichten, Massenschichten, Verbindungsschichten und äußere Schutzschicht
sein.
-
Die
Siegelschicht dieser Bahn umfasst vorzugsweise Polyolefin. Insbesondere
umfasst sie mindestens ein Mitglied ausgewählt aus der Gruppe, die Ethylen/α-Olefin,
LDPE, MDPE, HDPE, EAA, EMAA, EVA oder Ionomer umfasste. Besonders
bevorzugt umfasst sie Ionomer.
-
Eine
Verpackung gemäß dieser
speziellen Ausführungsform
ist in 1 gezeigt und
aus einer unteren Bahn und einer oberen Bahn gefertigt. Die untere
Bahn umfasst mindestens drei Schichten, ein Substrat 31, das
eine Mono- oder Mehrschichtstruktur sein kann, eine Siegelschicht 33 und
eine weitere Schicht 32, die direkt an der Siegelschicht
klebt. Diese Schicht 32 sorgt für das Aufreißen der
Packung.
-
Die
obere Bahn umfasst mindestens zwei Schichten: ein Substrat 21,
das eine Mono- oder Mehrschichtstruktur (wie Struktur 31)
sein kann, und Siegelschicht 22.
-
Die
chemische Zusammensetzung und Struktur der beiden thermoplastischen
Bahnen, die die Packung bilden, ist nicht entscheidend, vorausgesetzt,
dass die Haftung zwischen den Bahnen ausreichend stark ist, so dass
während
des Öffnens
der Packung keine Delaminierung stattfindet.
-
Wie
bereits gesagt liefert die vorliegende Erfindung spezielle Vorteile
bei Verwendung in Vakuumhautverpackungen, ihre Anwendbarkeit ist
jedoch nicht darauf begrenzt. Sie ist auch brauchbar beim Thermoformen,
Formen-Füllen-Siegeln,
MAP (Verpacken unter modifizierter Atmosphäre) und anderen Verpackungen.
-
Eine
bevorzugte erfindungsgemäße Ausführungsform
ist eine Vakuumhautverpackung, wobei in Bezug auf 1 Packung 1 eine obere Bahn 2 aufweist,
die erwärmt,
abwärts
auf und um das Produkt herum und gegen den Träger geformt wird, wobei der
Raum zwischen der erwärmten
oberen Folie und dem Träger evaku iert
worden ist. Die obere erwärmte
Bahn bildet eine enganliegende Haut um das Produkt herum und wird
mittels Differentialluftdruck an den Träger gesiegelt.
-
Maschinen
zum Vakuumhautverpacken sind beispielsweise von Multivac Sepp Haggenmueller
K. G. erhältlich.
-
Vakuumhautverpacken
(VSP) ist ein wohl bekanntes Verfahren, bei dem thermoplastisches
Verpackungsmaterial zum Umhüllen
eines Produkts verwendet wird, das im Allgemeinen, jedoch nicht
notwendigerweise Nahrungsmittelprodukt ist, wie Fleisch, verarbeitetes
Fleisch, Fisch und dergleichen.
-
Beim
VSP umfasst das Verpackungsmaterial eine untere und eine obere Bahn.
Die zu verpackende Ware wird auf der unteren Bahn angeordnet, die
vorzugsweise starr oder halbstarr ist, flach oder tablettförmig sein
kann und auch eine oder mehrere Schichten aus geschäumten thermoplastischen
Materialien umfassen kann. Dann werden die obere Bahn, die im Allgemeinen
vorgeheizt ist, und die untere Bahn, die die zu verpackende Ware
hält, separat
der Verpackungsstation zugeführt,
wo die obere Bahn durch Kontakt mit der Innenfläche des sogenannten "Gewölbes" weiter erwärmt wird,
das über
der gehaltenen Ware abgesenkt wird. Der Raum zwischen der oberen
und unteren Bahn wird evakuiert, und die obere Bahn wird in Kontakt
mit der unteren Bahn und der zu verpackenden Ware kommen gelassen.
Die obere Bahn kann beispielsweise mittels Vakuumdruck gegen die
Gewölbeinnenfläche gehalten
werden, wobei der Vakuumdruck dann entspannt wird, wenn die obere
Bahn ausreichend erwärmt über das
Produkt fallen gelassen werden soll. Das Siegeln der oberen und
unteren Bahnen wird durch eine Kombination von Wärme aus dem Gewölbe und
Druckdifferenz zwischen der Innenseite der Packung und der Außenseitenatmosphäre erreicht
und kann durch mechanischen Druck und/oder zusätzliches Erwärmen unterstützt werden.
-
Bei
dieser Art von Verpackungsverfahren wird die gesamte Oberfläche der
oberen Bahn ganz um das Produkt herum unter Vakuum an das Tablett
gesiegelt, wodurch die Packung schwierig zu öffnen ist. Durch die große Abziehfläche werden
speziell geeignete Lösungen
zur Erleichterung des Öffnens
benötigt.
-
Folien
zum Vakuumhautverpacken (untere Bahn oder "Boden" und obere Bahn oder "Oberteil") sind in der Regel
Mehrschichtfolien. Sie können
wie oben gesagt durch Coextrusion, falls alle der Schichten thermoplastische
Materialien sind, oder durch (Co)extrusionsbeschichten oder durch
Laminierung von zwei oder mehr Ein- oder Mehrschichtfolien gebildet
werden. Die beiden Bahnen können
auch bestrahlt werden, d. h. Elektronenstrahlbestrahlung ausgesetzt
werden, wodurch ihre Beständigkeit
gegenüber
der Wärmebehandlung
steigt.
-
Der
Aufreißmechanismus
der erfindungsgemäßen VSP-Verpackung
ist in 1 und 2 gezeigt, wobei 2 die
obere Bahn, 3 die untere Bahn und 7 einen Vorschnitt
zeigt, der an der unteren Bahn vorgenommen wird, nachdem das Produkt
verpackt worden ist. Dieser Vorschnitt erleichtert das Öffnen der
Packung durch den Verbraucher, der die so gebildete Lasche packt
und daran zieht und die Bahn abzieht. Die das erfindungsgemäße Gemisch
umfassende Folie (in diesen Figuren die untere Bahn 3)
versagt kohäsiv,
selbst wenn sie einer niedrigen Kraft ausgesetzt wird, wie jene,
die angegeben wird, wenn die Bahn manuell zerrissen wird, wie in 2 gezeigt ist.
-
Die
folgenden Beispiele sollen die Erfindung weiter veranschaulichen,
die jedoch nicht darauf begrenzt werden soll, und zeigen, dass die
Auswahl der Schicht, die kohäsiv
versagt, für
den Erfolg der Erfindung entscheidend ist.
-
BEISPIELE
-
Die
leichte Aufreißbarkeit
erfindungsgemäßer Verpackungen
ist im Vergleich mit den Verpackungen des Standes der Technik getestet
worden.
-
Damit
für einen
aussagekräftigen
Vergleich identische Bedingungen vorliegen, wurde nur die Schicht variiert,
die kohäsiv
versagt, während
alle der anderen Strukturcharakteristika, wie Zusammensetzung der
anderen Schichten, Dicke aller Schichten und Verfahrensparameter
jeweils identisch oder konstant gehalten wurden.
-
Die
Verpackungen wurden insbesondere nach dem Vakuumhautverpackungsverfahren
unter Verwendung einer MULTIVAC® CD
6000 Maschine hergestellt.
-
Die
Maschineneinstellungen waren
| Formungsstation: | |
| Heizsystem: | Luft |
| Formungssystem: | Luft |
| Bodentemperatur: | 120°C |
| Werkzeugkonfiguration: | |
| verwendete
Tabletttiefe: | 5
mm |
| Haut/Vorheizstation: | |
| Gewölbehöhe: | 30
mm |
| Hauttemperatur: | 210°C |
-
Die
obere Bahn war flexible coextrudierte Mehrschichtfolie, die eine
Siegelschicht und ein Substrat umfasste, das die Sequenz Verbindungsschicht/Massenschicht/Verbindungsschicht
/Barriereschicht/Verbindungsschicht/äußere Schicht umfasste; und
die untere Bahn war eine coextrudierte Mehrschichtfolie, die eine Siegelschicht,
eine direkt an der Siegelschicht kle bende Aufreißschicht und ein Substrat umfasste,
das die Sequenz Verbindungsschicht/Massenschicht/Verbindungsschicht
/Barriereschicht/Verbindungsschicht/äußere Schicht umfasste.
-
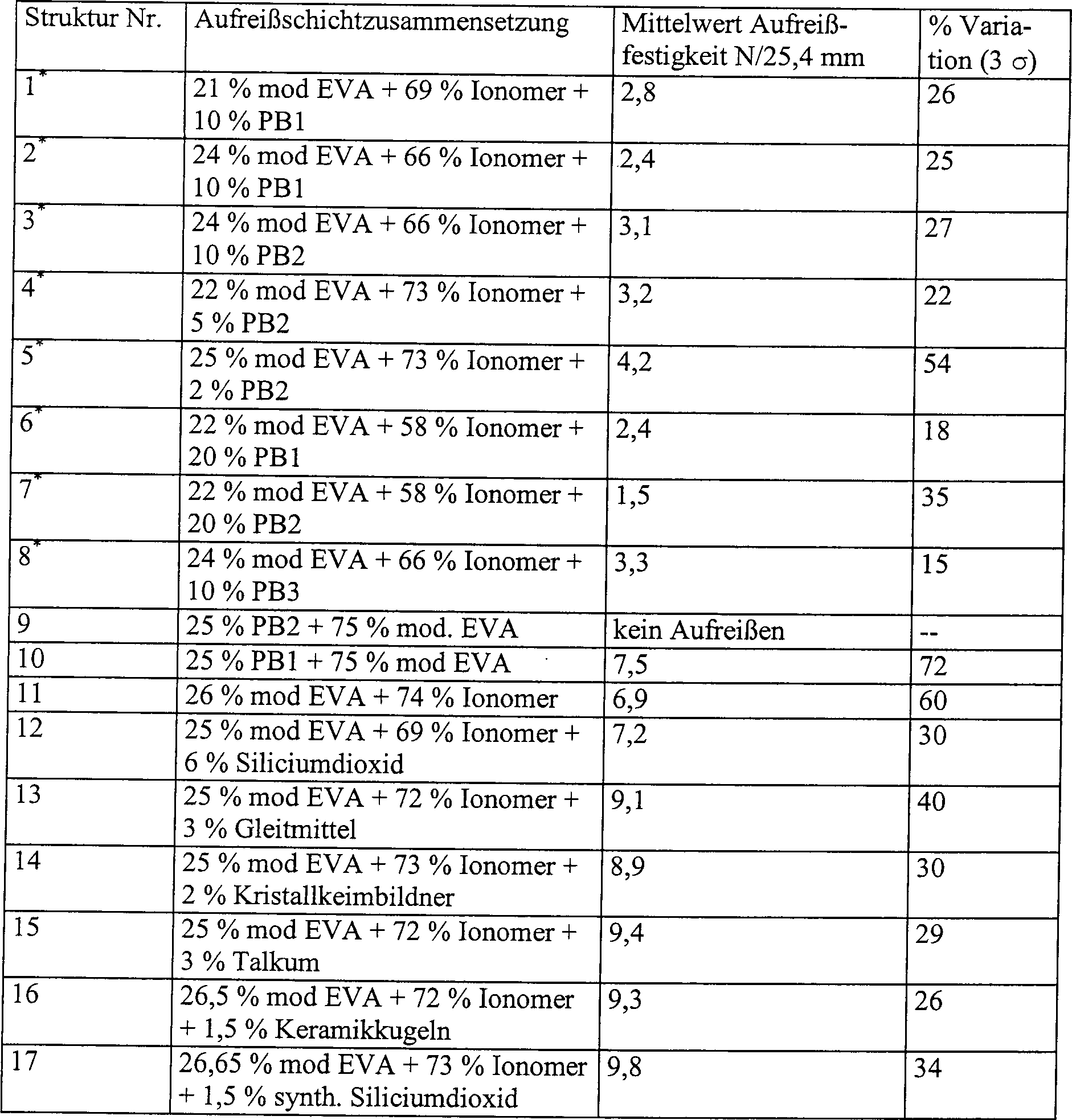
Die
Zusammensetzung der Aufreißschicht
wurde wie in Tabelle I gezeigt variiert. Die verwendeten Materialien
waren wie folgt:
-
Die
Verpackungsproben wurden hergestellt, in dem auf einen Satz tablettförmiger Bahnen
(5 mm Tiefe) von 30 mm Länge
und 150 mm Breite 12 Produktstreifen wie in 3 gezeigt geladen und nachfolgend die Produkte
mit der oben angegebenen Maschineneinstellungskonfiguration verpackt
wurden.
-
Ein
Streifen von 25,4 mm Breite und 300 mm Länge wurde von jeder gesammelten
Probe ausgehend von einem der beiden Enden der Probe geschnitten.
-
Nachdem
die Probestücke
hergestellt worden waren, erfolgte die Messung der Aufreißfestigkeitswerte nach
dem folgenden internen Standardverfahren:
- – Trenne
die obere und untere Bahn manuell, bis die untere Bahn in die untere
Klemme und die obere Bahn in die obere Klemme eines Instron-Dynamometers
gespannt werden können,
wobei darauf zu achten ist, dass der zu testende Bereich in der
Mitte zwischen den beiden Klemmen liegt, und gewährleistet ist, das eine angemessene
Spannung zwischen den beiden Enden der fixierten Probe erhalten
wird.
- – Löse den Haltemechanismus
und ziehe ihn sanft herunter, um so die Tensiometerskala auf Null
zu setzen.
- – Starte
die Instron und ziehe das Probestück auseinander, wodurch eine
dokumentierte Aufzeichnung der Abziehkraft durch Anwenden der folgenden
Bedingungen erzeugt wird:
Vorschubgeschwindigkeit: 30 cm/Min
Volllast
der Skala: 2 kg
- – Die
Aufreißfestigkeit
einer Einzelprobe ist der Mittelwert über eine Öffnung von 50 mm.
- – Wiederhole
diese letzten Stufen für
alle Proben.
- – Ermittle
aus dem Erfassen der 12 Aufreißfestigkeitwerte
den Mittelwert der Aufreißfestigkeit
und berechne die % Variation (3 σ).
-
Die
in diesen Tests erhaltenen Ergebnisse sind in der folgenden Tabelle
I zusammengefasst, in der die erfindungsgemäßen Packungen mit 1, 2, 3,
4, 5, 6, 7 und 8 bezeichnet sind, während die anderen zu Vergleichszwecken
eingeschlossen sind.
-
Durch
Verwendung des erfindungsgemäßen ternären Gemisches
wurde eine Aufreißfestigkeit
erreicht, die zwischen etwa 2,00 und etwa 6,00 N/25,4 mm lag, während mit
dem in EP-B-192 131 beschriebenen Gemisch ein höherer Wert erhalten wurde und
die Zugabe anderer Mittel zur Verringerung der Verträglichkeit, wie
Kristallkeimbildner, Talkum, Antiblockiermittel (Siliciumdioxid),
Keramikkugeln und synthetisches Siliciumdioxid, keinen Einfluss
auf die Aufreißfestigkeit
hatte.
-
Die
Ergebnisse von Tabelle I zeigen auch, dass die % Variation (3 σ) für die erfindungsgemäße Folie bemerkenswert
niedriger als jene war, die mit dem Gemisch von EP-B-192 131 erhalten
wurde, und unter etwa 55% lag.
-
-
Alle
angegebenen Prozentsätze
beziehen sich auf das Gewicht.