EP0537726A1 - Verfahren zur Herstellung von Mehrschichtüberzügen, insbesondere bei der Kraftfahrzeuglackierung, die eine gute Zwischenschichthaftung ergeben - Google Patents
Verfahren zur Herstellung von Mehrschichtüberzügen, insbesondere bei der Kraftfahrzeuglackierung, die eine gute Zwischenschichthaftung ergeben Download PDFInfo
- Publication number
- EP0537726A1 EP0537726A1 EP92117597A EP92117597A EP0537726A1 EP 0537726 A1 EP0537726 A1 EP 0537726A1 EP 92117597 A EP92117597 A EP 92117597A EP 92117597 A EP92117597 A EP 92117597A EP 0537726 A1 EP0537726 A1 EP 0537726A1
- Authority
- EP
- European Patent Office
- Prior art keywords
- groups
- resins
- layers
- layer
- coating
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
- 239000011248 coating agent Substances 0.000 title claims abstract description 50
- 238000000576 coating method Methods 0.000 title claims abstract description 42
- 238000000034 method Methods 0.000 title claims abstract description 31
- 239000011229 interlayer Substances 0.000 title description 4
- 229920005989 resin Polymers 0.000 claims abstract description 38
- 239000011347 resin Substances 0.000 claims abstract description 38
- 125000003010 ionic group Chemical group 0.000 claims abstract description 20
- 238000010422 painting Methods 0.000 claims abstract description 7
- 239000010410 layer Substances 0.000 claims description 75
- 239000011230 binding agent Substances 0.000 claims description 47
- 125000002091 cationic group Chemical group 0.000 claims description 40
- 239000000945 filler Substances 0.000 claims description 21
- 239000004922 lacquer Substances 0.000 claims description 18
- 239000008199 coating composition Substances 0.000 claims description 11
- 239000000758 substrate Substances 0.000 claims description 10
- 238000004519 manufacturing process Methods 0.000 claims description 6
- 239000004848 polyfunctional curative Substances 0.000 claims description 6
- 239000000843 powder Substances 0.000 claims description 5
- 239000011247 coating layer Substances 0.000 claims description 2
- 125000000129 anionic group Chemical group 0.000 description 40
- 239000003973 paint Substances 0.000 description 16
- 229920000728 polyester Polymers 0.000 description 14
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 13
- 239000004575 stone Substances 0.000 description 12
- 239000000203 mixture Substances 0.000 description 11
- 229920000877 Melamine resin Polymers 0.000 description 10
- 229920000642 polymer Polymers 0.000 description 9
- POAOYUHQDCAZBD-UHFFFAOYSA-N 2-butoxyethanol Chemical compound CCCCOCCO POAOYUHQDCAZBD-UHFFFAOYSA-N 0.000 description 8
- 238000004132 cross linking Methods 0.000 description 8
- 239000012948 isocyanate Substances 0.000 description 8
- 150000002513 isocyanates Chemical class 0.000 description 8
- 229920000058 polyacrylate Polymers 0.000 description 7
- 229920002635 polyurethane Polymers 0.000 description 7
- 239000004814 polyurethane Substances 0.000 description 7
- 239000007787 solid Substances 0.000 description 7
- 239000004971 Cross linker Substances 0.000 description 6
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 6
- 239000004640 Melamine resin Substances 0.000 description 6
- NIXOWILDQLNWCW-UHFFFAOYSA-N acrylic acid group Chemical group C(C=C)(=O)O NIXOWILDQLNWCW-UHFFFAOYSA-N 0.000 description 6
- 150000001412 amines Chemical class 0.000 description 6
- 125000003178 carboxy group Chemical group [H]OC(*)=O 0.000 description 6
- 125000002887 hydroxy group Chemical group [H]O* 0.000 description 6
- 239000000049 pigment Substances 0.000 description 6
- 239000004925 Acrylic resin Substances 0.000 description 5
- 239000000654 additive Substances 0.000 description 5
- 239000003431 cross linking reagent Substances 0.000 description 5
- 230000000694 effects Effects 0.000 description 5
- 239000003822 epoxy resin Substances 0.000 description 5
- 229920000647 polyepoxide Polymers 0.000 description 5
- 238000010992 reflux Methods 0.000 description 5
- 238000012360 testing method Methods 0.000 description 5
- OZAIFHULBGXAKX-UHFFFAOYSA-N 2-(2-cyanopropan-2-yldiazenyl)-2-methylpropanenitrile Chemical compound N#CC(C)(C)N=NC(C)(C)C#N OZAIFHULBGXAKX-UHFFFAOYSA-N 0.000 description 4
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 4
- 239000002253 acid Substances 0.000 description 4
- 238000009833 condensation Methods 0.000 description 4
- 230000005494 condensation Effects 0.000 description 4
- 230000007797 corrosion Effects 0.000 description 4
- 238000005260 corrosion Methods 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 239000002904 solvent Substances 0.000 description 4
- 238000003756 stirring Methods 0.000 description 4
- NDWUBGAGUCISDV-UHFFFAOYSA-N 4-hydroxybutyl prop-2-enoate Chemical compound OCCCCOC(=O)C=C NDWUBGAGUCISDV-UHFFFAOYSA-N 0.000 description 3
- NIXOWILDQLNWCW-UHFFFAOYSA-M Acrylate Chemical compound [O-]C(=O)C=C NIXOWILDQLNWCW-UHFFFAOYSA-M 0.000 description 3
- 229920000178 Acrylic resin Polymers 0.000 description 3
- 239000002318 adhesion promoter Substances 0.000 description 3
- 125000003277 amino group Chemical group 0.000 description 3
- 239000003054 catalyst Substances 0.000 description 3
- 239000007795 chemical reaction product Substances 0.000 description 3
- 239000008367 deionised water Substances 0.000 description 3
- 229910021641 deionized water Inorganic materials 0.000 description 3
- 238000004070 electrodeposition Methods 0.000 description 3
- 238000010438 heat treatment Methods 0.000 description 3
- 239000000178 monomer Substances 0.000 description 3
- 239000003921 oil Substances 0.000 description 3
- 230000003287 optical effect Effects 0.000 description 3
- 229920001225 polyester resin Polymers 0.000 description 3
- 239000004645 polyester resin Substances 0.000 description 3
- 239000004924 water-based lacquer Substances 0.000 description 3
- YTLYLLTVENPWFT-UPHRSURJSA-N (Z)-3-aminoacrylic acid Chemical compound N\C=C/C(O)=O YTLYLLTVENPWFT-UPHRSURJSA-N 0.000 description 2
- SMZOUWXMTYCWNB-UHFFFAOYSA-N 2-(2-methoxy-5-methylphenyl)ethanamine Chemical compound COC1=CC=C(C)C=C1CCN SMZOUWXMTYCWNB-UHFFFAOYSA-N 0.000 description 2
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- SOGAXMICEFXMKE-UHFFFAOYSA-N Butylmethacrylate Chemical compound CCCCOC(=O)C(C)=C SOGAXMICEFXMKE-UHFFFAOYSA-N 0.000 description 2
- CERQOIWHTDAKMF-UHFFFAOYSA-N Methacrylic acid Chemical class CC(=C)C(O)=O CERQOIWHTDAKMF-UHFFFAOYSA-N 0.000 description 2
- UEEJHVSXFDXPFK-UHFFFAOYSA-N N-dimethylaminoethanol Chemical compound CN(C)CCO UEEJHVSXFDXPFK-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- PPBRXRYQALVLMV-UHFFFAOYSA-N Styrene Chemical compound C=CC1=CC=CC=C1 PPBRXRYQALVLMV-UHFFFAOYSA-N 0.000 description 2
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 2
- 239000006096 absorbing agent Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- WNLRTRBMVRJNCN-UHFFFAOYSA-N adipic acid Chemical compound OC(=O)CCCCC(O)=O WNLRTRBMVRJNCN-UHFFFAOYSA-N 0.000 description 2
- 229920000180 alkyd Polymers 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- QRUDEWIWKLJBPS-UHFFFAOYSA-N benzotriazole Chemical compound C1=CC=C2N[N][N]C2=C1 QRUDEWIWKLJBPS-UHFFFAOYSA-N 0.000 description 2
- 239000012964 benzotriazole Substances 0.000 description 2
- CQEYYJKEWSMYFG-UHFFFAOYSA-N butyl acrylate Chemical compound CCCCOC(=O)C=C CQEYYJKEWSMYFG-UHFFFAOYSA-N 0.000 description 2
- 238000001816 cooling Methods 0.000 description 2
- 229960002887 deanol Drugs 0.000 description 2
- 239000012972 dimethylethanolamine Substances 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 230000009477 glass transition Effects 0.000 description 2
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 2
- ZXEKIIBDNHEJCQ-UHFFFAOYSA-N isobutanol Chemical compound CC(C)CO ZXEKIIBDNHEJCQ-UHFFFAOYSA-N 0.000 description 2
- FPYJFEHAWHCUMM-UHFFFAOYSA-N maleic anhydride Chemical compound O=C1OC(=O)C=C1 FPYJFEHAWHCUMM-UHFFFAOYSA-N 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- BDAGIHXWWSANSR-UHFFFAOYSA-N methanoic acid Natural products OC=O BDAGIHXWWSANSR-UHFFFAOYSA-N 0.000 description 2
- 229920001568 phenolic resin Polymers 0.000 description 2
- 239000005011 phenolic resin Substances 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000570 polyether Polymers 0.000 description 2
- 229920001228 polyisocyanate Polymers 0.000 description 2
- 229920000193 polymethacrylate Polymers 0.000 description 2
- 229920005749 polyurethane resin Polymers 0.000 description 2
- 229920003226 polyurethane urea Polymers 0.000 description 2
- 239000002516 radical scavenger Substances 0.000 description 2
- 239000007921 spray Substances 0.000 description 2
- 238000003860 storage Methods 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- -1 zirconium aluminate compounds Chemical class 0.000 description 2
- GOXQRTZXKQZDDN-UHFFFAOYSA-N 2-Ethylhexyl acrylate Chemical compound CCCCC(CC)COC(=O)C=C GOXQRTZXKQZDDN-UHFFFAOYSA-N 0.000 description 1
- OMIGHNLMNHATMP-UHFFFAOYSA-N 2-hydroxyethyl prop-2-enoate Chemical compound OCCOC(=O)C=C OMIGHNLMNHATMP-UHFFFAOYSA-N 0.000 description 1
- OSWFIVFLDKOXQC-UHFFFAOYSA-N 4-(3-methoxyphenyl)aniline Chemical compound COC1=CC=CC(C=2C=CC(N)=CC=2)=C1 OSWFIVFLDKOXQC-UHFFFAOYSA-N 0.000 description 1
- LSNNMFCWUKXFEE-UHFFFAOYSA-M Bisulfite Chemical compound OS([O-])=O LSNNMFCWUKXFEE-UHFFFAOYSA-M 0.000 description 1
- ZAMOUSCENKQFHK-UHFFFAOYSA-N Chlorine atom Chemical compound [Cl] ZAMOUSCENKQFHK-UHFFFAOYSA-N 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical compound FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- VVQNEPGJFQJSBK-UHFFFAOYSA-N Methyl methacrylate Chemical compound COC(=O)C(C)=C VVQNEPGJFQJSBK-UHFFFAOYSA-N 0.000 description 1
- 229910018828 PO3H2 Inorganic materials 0.000 description 1
- 229910006069 SO3H Inorganic materials 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- ZJCCRDAZUWHFQH-UHFFFAOYSA-N Trimethylolpropane Chemical compound CCC(CO)(CO)CO ZJCCRDAZUWHFQH-UHFFFAOYSA-N 0.000 description 1
- 235000011037 adipic acid Nutrition 0.000 description 1
- 239000001361 adipic acid Substances 0.000 description 1
- 230000029936 alkylation Effects 0.000 description 1
- 238000005804 alkylation reaction Methods 0.000 description 1
- 125000003368 amide group Chemical group 0.000 description 1
- QDHUQRBYCVAWEN-UHFFFAOYSA-N amino prop-2-enoate Chemical class NOC(=O)C=C QDHUQRBYCVAWEN-UHFFFAOYSA-N 0.000 description 1
- 229920003180 amino resin Polymers 0.000 description 1
- 150000008064 anhydrides Chemical group 0.000 description 1
- 150000001450 anions Chemical class 0.000 description 1
- IWLBIFVMPLUHLK-UHFFFAOYSA-N azane;formaldehyde Chemical compound N.O=C IWLBIFVMPLUHLK-UHFFFAOYSA-N 0.000 description 1
- 230000004888 barrier function Effects 0.000 description 1
- 239000011324 bead Substances 0.000 description 1
- UPIWXMRIPODGLE-UHFFFAOYSA-N butyl benzenecarboperoxoate Chemical compound CCCCOOC(=O)C1=CC=CC=C1 UPIWXMRIPODGLE-UHFFFAOYSA-N 0.000 description 1
- 125000002843 carboxylic acid group Chemical group 0.000 description 1
- 238000010382 chemical cross-linking Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 239000013065 commercial product Substances 0.000 description 1
- 150000001875 compounds Chemical class 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 230000032798 delamination Effects 0.000 description 1
- 150000001993 dienes Chemical class 0.000 description 1
- 235000014113 dietary fatty acids Nutrition 0.000 description 1
- HPNMFZURTQLUMO-UHFFFAOYSA-N diethylamine Chemical compound CCNCC HPNMFZURTQLUMO-UHFFFAOYSA-N 0.000 description 1
- 238000010790 dilution Methods 0.000 description 1
- 239000012895 dilution Substances 0.000 description 1
- 238000003618 dip coating Methods 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 239000003995 emulsifying agent Substances 0.000 description 1
- 230000007613 environmental effect Effects 0.000 description 1
- 125000003700 epoxy group Chemical group 0.000 description 1
- 125000004185 ester group Chemical group 0.000 description 1
- 125000001033 ether group Chemical group 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 229930195729 fatty acid Natural products 0.000 description 1
- 239000000194 fatty acid Substances 0.000 description 1
- 150000004665 fatty acids Chemical class 0.000 description 1
- 230000004992 fission Effects 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 239000011737 fluorine Substances 0.000 description 1
- 235000019253 formic acid Nutrition 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- VOZRXNHHFUQHIL-UHFFFAOYSA-N glycidyl methacrylate Chemical compound CC(=C)C(=O)OCC1CO1 VOZRXNHHFUQHIL-UHFFFAOYSA-N 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 125000005843 halogen group Chemical group 0.000 description 1
- ACCCMOQWYVYDOT-UHFFFAOYSA-N hexane-1,1-diol Chemical compound CCCCCC(O)O ACCCMOQWYVYDOT-UHFFFAOYSA-N 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 150000007529 inorganic bases Chemical class 0.000 description 1
- 229920000831 ionic polymer Polymers 0.000 description 1
- JDSHMPZPIAZGSV-UHFFFAOYSA-N melamine Chemical compound NC1=NC(N)=NC(N)=N1 JDSHMPZPIAZGSV-UHFFFAOYSA-N 0.000 description 1
- 238000002844 melting Methods 0.000 description 1
- 230000008018 melting Effects 0.000 description 1
- 150000007522 mineralic acids Chemical class 0.000 description 1
- 230000003472 neutralizing effect Effects 0.000 description 1
- 125000002560 nitrile group Chemical group 0.000 description 1
- 125000000449 nitro group Chemical group [O-][N+](*)=O 0.000 description 1
- 125000002347 octyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 150000007524 organic acids Chemical class 0.000 description 1
- 150000007530 organic bases Chemical class 0.000 description 1
- 239000003960 organic solvent Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 239000006072 paste Substances 0.000 description 1
- ACVYVLVWPXVTIT-UHFFFAOYSA-N phosphinic acid Chemical compound O[PH2]=O ACVYVLVWPXVTIT-UHFFFAOYSA-N 0.000 description 1
- 125000005496 phosphonium group Chemical group 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 239000005056 polyisocyanate Substances 0.000 description 1
- 238000006116 polymerization reaction Methods 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920003009 polyurethane dispersion Polymers 0.000 description 1
- 230000008092 positive effect Effects 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 125000002924 primary amino group Chemical group [H]N([H])* 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000011241 protective layer Substances 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000011877 solvent mixture Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 125000001424 substituent group Chemical group 0.000 description 1
- 230000008961 swelling Effects 0.000 description 1
- 239000004408 titanium dioxide Substances 0.000 description 1
- 238000005809 transesterification reaction Methods 0.000 description 1
- 125000002023 trifluoromethyl group Chemical group FC(F)(F)* 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N urea group Chemical group NC(=O)N XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N urethane group Chemical group NC(=O)OCC JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- 239000002966 varnish Substances 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 229910052726 zirconium Inorganic materials 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/56—Three layers or more
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D1/00—Processes for applying liquids or other fluent materials
- B05D1/36—Successively applying liquids or other fluent materials, e.g. without intermediate treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B05—SPRAYING OR ATOMISING IN GENERAL; APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D—PROCESSES FOR APPLYING FLUENT MATERIALS TO SURFACES, IN GENERAL
- B05D7/00—Processes, other than flocking, specially adapted for applying liquids or other fluent materials to particular surfaces or for applying particular liquids or other fluent materials
- B05D7/50—Multilayers
- B05D7/56—Three layers or more
- B05D7/57—Three layers or more the last layer being a clear coat
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/31504—Composite [nonstructural laminate]
Definitions
- the invention relates to the production of multilayer coatings, in particular in automotive painting, which result in good interlayer adhesion.
- Multi-layer coatings are well known in the industry. They are used to create a lacquer structure that has different positive properties, but which cannot be produced with a single coating agent. In the automotive industry, for example, two-component primers or electrocoat primers are used to increase the corrosion protection of the metal parts. Filler generally have the task of compensating for unevenness in the substrate and thus delivering a smooth, homogeneous surface over different substrate types. They should also protect the primer from mechanical damage, such as stone chips. The other coatings are generally used for the optical upgrading of the substrate. They are single-layer or multi-layer topcoat coatings, the multi-layer topcoat coatings consisting of a pigmented base layer and a subsequently applied clear lacquer coating.
- Such multi-layer coatings are described for example in EP-A-89 497.
- An aqueous anionic binder is applied in a metallic base layer to conventional substrates.
- a conventional one-component (1K) or two-component (2K) clear coat is applied to this.
- the individual layers are generally optimized for their specific application.
- the adhesion of the layers to one another should be as high as possible.
- Liability is particularly required in the case of mechanical loads, such as stone chipping, of the individual layers of paint.
- condensation resistance is another problem that is also associated with liability. It has been shown that under different moist storage conditions, moisture can accumulate between individual layers of paint. This leads to delamination or blistering between the layers of paint.
- adhesion promoters in the coating agents. Depending on the chemical structure, these may later diffuse to the surface and thus promote adhesion of the subsequent lacquer layer.
- DE-OS 39 32 744 describes how to improve the adhesion by using zirconium aluminate compounds.
- the use of reactive adhesion promoters is also known. However, these additives have to be tested specifically for each layer and also often have side effects, e.g. Tendency to craters that interfere with good paint build-up.
- EP-A-0 421 247 describes a method in which two electrochemically depositable lacquer layers are described in order to improve the optical properties.
- An anionic layer is first deposited (ATL), this is baked and then provided with a cathodic electrocoating (KTL) as the second layer and baked.
- KTL cathodic electrocoating
- a coating agent based on an anionic binder is applied to a commercially available KTL as a stone chip protective layer.
- a commercially available alkyd / melamine topcoat is mentioned as the topcoat.
- This paint build-up aims to improve stone chip protection in the case of aqueous stone chip protection coatings by using special resins.
- a common solvent-based topcoat is used.
- the multilayer coating has the usual weaknesses in terms of condensation resistance. So far, those made of anionic binder systems have always been described as a stone chip protection layer in a multilayer structure.
- At least 4 alternating polar layers are preferably applied, particularly preferably the entire structure consists of alternating polar layers.
- the alternating structure is preferably counted starting from the outermost layer of the multi-layer structure.
- Alternating polarity is to be understood to mean that adjacent coating means or layers have opposite polarities, that is to say they are charged or polarized in opposite directions.
- Polarity is understood to mean the effective total charge of the resin, which is composed of the sum of the charges and partial charges. This means that the polarity of the layers is essentially determined by the content of polymers with polar groups, for example ionic groups or groups which can be converted into ionic groups and which can be supported by groups with a strong dipole or a high dipole moment.
- the resins with polar groups are preferably at least some of the customary coating resins contained, such as the binder resins, hardeners or crosslinkers, paste resins (or grinders) and rheological resins and other possible resinous components or polymers contained in coating compositions.
- so-called anionic and cationic coating agents can preferably be used in the process according to the invention.
- the coating compositions which can be used according to the invention are preferably aqueous-based.
- the invention is described below primarily on the basis of examples of such coating compositions, which, however, are not intended to be limiting.
- condensation water stability achieved in the process according to the invention is particularly surprising because salt-like conditions must be assumed in the interfaces of the lacquer layers. However, these just suggest an increased sensitivity to water.
- anionic coating compositions which can be used according to the invention are coating compositions with paint binders which have anionic groups reacted on the polymer structure or reactive groups which can be converted into anionic groups.
- cationic coating agents are coating agents with coating binders which carry cationic groups reacted on the polymer backbone or substituents which can be converted into cationic groups. According to the invention, not all resins have to contain ionic groups. It is sufficient if only some of the resins used have the ionic groups. Ionic additives or ionic pigments can support the effect according to the invention.
- anionic groups or groups which can be converted into anionic groups -COOH, -SO3H, -PO2R (OH), -PO3H2 may be mentioned. These groups can be converted into the corresponding anions using organic or inorganic bases. Examples of cationic groups or groups which can be converted into such groups are -NR3+, -NHR, -NH2, -SR2+, where R is, for example, C1 to C8-alkyl. They can be converted into the ionic form by organic or inorganic acids and by alkylation. This ionic Groups are preferably bound to the binder by covalent bonds.
- components with groups that are strong dipoles or have high dipole moments can also be used.
- groups are, for example, hydroxyl groups, ether groups, amide groups, urethane groups, urea groups, ester groups, nitrile groups, nitro groups, halogen atoms (e.g. chlorine and fluorine, as contained in the trifluoromethyl group).
- a coating agent reacted with cationic groups is followed by a coating agent containing anionic groups and then again a cationic.
- a reverse order is also possible; the alternating structure is essential.
- the procedure can be such that an aqueous corrosion protection primer is electrochemically deposited as the first layer.
- aqueous corrosion protection primer can carry either anionic groups (ATL) or cationic groups (KTL) in the binder.
- ATL anionic groups
- KTL cationic groups
- Another example is aqueous 2-component epoxyamine primers which have neutralized amino group-containing resins (cationic) in the water-dilutable coating composition.
- an aqueous filler layer is applied to it, for example.
- a cationic filler layer is applied to an anionic primer and an anionic filler layer to a cationic primer.
- the subsequent layer can be an aqueous pigmented lacquer, for example an aqueous metallic basecoat.
- the basecoat is cationic
- the basecoat is anionic.
- a clear coat can, for example, be applied as a further subsequent layer will. This has again reacted oppositely charged ionic groups in the binders.
- An anionic basecoat is followed by a cationic clearcoat, and a cationic basecoat is followed by an anionic clearcoat.
- aqueous coating media are preferred7 it is entirely possible, however, that individual coating media are constructed conventionally.
- the binders used have the corresponding ionic groups.
- Aqueous coating systems are to be understood as coating compositions which are present in physically or colloidally dissolved form or as a dispersion in water. The electrical charge can be on the surface of colloidal or dispersed particles and can be added accordingly charged emulsifiers are generated. Binders with ionic groups are preferred.
- ionic groups While in aqueous systems part of the ionic groups is generally necessary to convert the binder into a water-dispersible form, smaller proportions of the ionic groups can be present in binders in organic solvents. Some of these ionic groups can optionally be reacted with crosslinking agents in the course of a chemical crosslinking of the coating film or they are expelled from the coating film as fission products. It is sufficient if some of the ionic or ionizable groups are still present after the applied coating film has been crosslinked or dried. All polar binder systems described in the literature or familiar to the person skilled in the art or combinations thereof can be used for an alternating layer structure.
- binders and coating agents examples include: Primers that can be deposited on the cathode (KTL) are described, for example, in EP-A 12 463, DE-OS 27 28 470, EP-A 82 291, EP-A 234 395, US-A 48 08 658, DE-OS 27 28 470, DE-OS 36 15 810, EP-A 261 385, US-A 48 65 704, EP-A 193 685, EP-A 4090, EP-A-52 831, US-A 44 14 753, US-A 44 96 672 and EP-A 259 181.
- coating compositions which contain binders with reacted cationic groups or groups which can be converted into cationic groups, for example -NH2, -NR2, -NR3+, -SR2+ or -PR3+.
- the resin base for this are, for example, acrylate resins, epoxy resins, polyethers, diene polyhydrocarbons, such as butadiene oils, polyurethanes, polyamides or polyester resins.
- the binders are self-crosslinking or can react via admixed crosslinkers. Blocked isocyanates, melamine resins, phenolic resins, transesterification hardeners, unsaturated compounds or Michael hardeners are described as crosslinkers.
- the coating compositions can also contain finely divided, crosslinked or non-crosslinked, optionally melting powders with or without ionic groups.
- anodic electrocoating for example, coating agents and corresponding binders with anionic groups are described in EP-A 21 014, DE-OS 28 24 418, US-A 41 72 822, US-A 42 20 568, DE-OS 27 37 174 , EP-A 106 355, DE-A 27 37 174 or EP-A 21 014.
- the binder base are polyester resins, epoxy resin esters, polyurethane resins, polyacrylate resins or reaction products of maleic anhydride with unsaturated, natural or synthetic oils, e.g. Butandiene oils.
- the binders can be self-crosslinking or crosslinking. Carboxyl groups or phosphonium groups, for example, serve as functionalities which can be converted into ionic groups.
- EP-A-319 841 describes, for example, aqueous 2-component systems as a corrosion protection primer, which consist of a neutralized cationic urethanamine together with epoxy resins.
- DE-OS 38 05 629 or US 49 68 536 describes, for example, aqueous stone chip protection primers based on anionic binders. Polyacrylates, polyesters and isocyanate systems are mentioned.
- aqueous fillers with anionic binders are described in EP-A-0 272 525, DE-OS 38 05 629, US-A 49 68 536, EP-A-427 028 and WO 89/00412.
- Polyacrylates, polyesters, epoxyamine adducts, maleic anhydride / fatty acid reaction products or binders containing polyurethane are described. These are crosslinked with amino resins, phenolic resins or isocyanate derivatives. Common pigments, fillers and paint additives are used.
- cationic fillers are described in German patent application P 41 34 301.8 by the same applicant on the same priority date. These are coating compositions with customary pigments, fillers, paint additives and water as solvent, which contain binders based on polyacrylates, polyurethanes, polyesters or polyurethane-urea resins together with crosslinking agents based on melamine resins or blocked isocyanates. It is about amine-containing binders with a molecular weight between 500 and 200,000, an OH number from 10 to 400, an amine number from 20 to 200 and a Tg between -50 ° and -100 °.
- the binders crosslink via reactive NH or OH groups with the crosslinking agents. Water solubility is achieved via the neutralizable amino groups.
- the glass transition temperature (Tg) of the binders influences the elasticity of the binders.
- the finished coating agents are applied using conventional techniques.
- Waterborne basecoats based on anionic binders are described, for example, in EP-A 38 127, US-A 44 03 003, US-A 45 39 363, EP-A 71 070, EP-A 195 931, US-A 47 30 020, EP- A 238 108, EP-A-21 414, EP-A 89 497, US-A 44 89 135, US-A 45 58 090, EP-A 228 003, EP-A 256 540 and EP-A 260 444.
- They can be ionic microgels or non-crosslinked ionic polymers.
- the coating agents can be physically drying, optionally also contain crosslinking agents or self-crosslinking.
- polymers of unsaturated monomers such as (meth) acrylic acid derivatives, polyesters, polyethers, polyurethanes or epoxy resin reaction products, are described as the binder base.
- cationic waterborne basecoats are described in DE patent application 40 11 633. These are binders based on polyurethanes, polyesters, polyurethane-urea resins or polymers of unsaturated monomers such as (meth) acrylic acid derivatives, which do not contain free carboxyl groups, but rather amino groups. Basecoats can be formulated from these binders by adding neutralizing agents as well as pigments, fillers, catalysts and / or additives. The binders can optionally crosslink via known amine formaldehyde resins or blocked isocyanates. These basecoats can be applied using known application techniques.
- the binders for waterborne basecoats can also be processed into topcoat coatings if the binders are weatherproof. However, it is necessary to choose binder systems that work together can crosslink through a chemical reaction. An additional clear lacquer coating does not have to be applied.
- water-thinnable clearcoats with anionic groups are described in DE-OS 39 10 829, US-A 50 15 688, DE-OS 25 57 434, US-A 39 53 643, DE-OS 37 12 442 or DE-OS 40 27 594.
- These are preferably carboxyl-containing polymers based on polyesters, polyacrylates or polyurethanes, which react with known crosslinkers, if appropriate by heating, to give the clearcoat coatings.
- cationic clearcoats are described in German patent application P 41 34 290.9 by the same applicant on the same priority date. They are based on polymers of unsaturated monomers, e.g. Acrylic resins, formulated.
- the binders must contain basic groups which are converted into cationic groups.
- the paint properties can be adjusted via molecular weight, glass transition temperature and the binder viscosities.
- the binders crosslink via reacted functional groups, e.g. OH groups, with blocked isocyanates or melamine resins as crosslinkers.
- powder clearcoat binders with ionic groups are mentioned in US Pat. No. 3,787,521, US Pat. No. 4,091,048, DE-OS 24 41 753 or DE-OS 25 09 410.
- These are, for example, acrylic resins that contain epoxy groups in the side chain. These react when they melt, e.g. with polymers containing polycarboxyl groups or substances containing anhydride groups to form ester structures. It is also possible to use other cross-linking functionalities, for example primary OH groups. Even after crosslinking, parts of polar groups remain in the films, e.g. COOH or OH groups obtained.
- binders and coating agents listed by way of example above can contain customary pigments, catalysts or other auxiliaries. They serve to achieve optical or technological effects or influence the application properties.
- the effect according to the invention is essentially not influenced by the additional components or even reinforced.
- a preferred embodiment is that powder coatings containing carboxyl groups are used as the clear coating.
- the use of cationic water-clear lacquers is also preferred. It is further preferred to use cationic waterborne basecoats in multi-coat painting.
- Particularly preferred embodiments are multi-layer structures which comprise an aqueous anionic clear lacquer based on acrylic / melamine resin or acrylic / isocyanate, including a cationic water-based lacquer based on aminopolyurethanes or aminoacrylate resins, and including an aqueous anionic filler based on polyesters or epoxidized / urethanized alkyd resins.
- Another example of a structure contains a cationic water-clear lacquer based on aminoacrylate resin or aminopolyurethanes, including an anionic water-based lacquer based on acrylated polyester resins and / or polyurethane resins, and below this an aqueous cationic filler based on aminoepoxy resin.
- the coatings produced according to the invention are applied in a known manner. Examples include painting, dipping, electrocoating or spraying.
- the coating agents are each set to a suitable viscosity and a suitable solid and applied.
- the individual layers of lacquer are crosslinked in accordance with the state of the art, that is to say they can be crosslinked by elevated temperature if necessary, crosslinking can occur at room temperature, or the lacquer layers are applied wet-on-wet and baked together.
- the coating agents used can either be physically drying and / or chemically crosslinking. They can be used pigmented or unpigmented. They can be formulated on the basis of 1-component or 2-component systems.
- the layer thicknesses are preferably ⁇ 40 ⁇ m for the primer, ⁇ 130 ⁇ m for the filler, ⁇ 25 ⁇ m for the basecoat and ⁇ 100 ⁇ m for the clearcoat. Additional additional coating layers, such as stone chip protection coatings or adhesive primers, can be applied according to their respective purpose.
- the properties of the bottom base layer of the multi-layer coating must be matched to the surface, e.g. by adding adhesion promoters, which have often been shown to be necessary in plastic painting.
- adhesion promoters which have often been shown to be necessary in plastic painting.
- binders containing anionic groups are particularly suitable for electrophoretic aluminum coating.
- the multilayer coatings according to the invention are distinguished by good interlayer adhesion, regardless of their other properties. This is particularly noticeable in stone chip tests, in liability tests (e.g. cross-cut according to DIN 53 151) and in resistance tests in a constant climate (e.g. DIN 50 017).
- the coating agents are preferably formulated on an aqueous basis.
- individual layers of paint may be solvent-containing and formulated with a high solids content or to be used as solvent-free systems. In this case too, care must be taken to ensure that at least parts of the resins, e.g. of the binder, reacted polar, optionally ionic groups. If necessary, 2-component coating agents can also be used.
- the multi-layer coatings described are particularly suitable for use in automotive painting or in the coating of the automotive supply industry. However, it is also possible to coat other objects accordingly. All substrates customary in the automotive industry are suitable as substrates; for example metal substrates, e.g. Steel or aluminum, or plastic substrates, e.g. Be polyurethane, polyamide, polycarbonate or polyolefins. You get stone chip-resistant, optically good multi-layer coatings.
- the product had a stoving residue of 79.8% (1 h 150 ° C.) with a viscosity of 7200 mPas (DIN 53 015), an acid number of 26.3, an OH number of 231 and a color number of 60 Hazen.
- the product had a stoving residue of 84.0% (1 h 150 ° C) according to DIN 53 182, a viscosity of 15830 mPas (DIN 53 015), an acid number of 38.0 (DIN 53 402), an OH number of 231 (DIN 53 240) and a color number of 60 Hazen (DIN 53 409).
- the Varnishes are adjusted to processing viscosity with deionized water or solvent and applied using the usual techniques.
- the primer is deposited electrophoretically, the remaining layers are applied using a spray robot. But these can also be used with other application devices, such as. B. gravity cup gun, pressure vessel or with high-speed rotating bells.
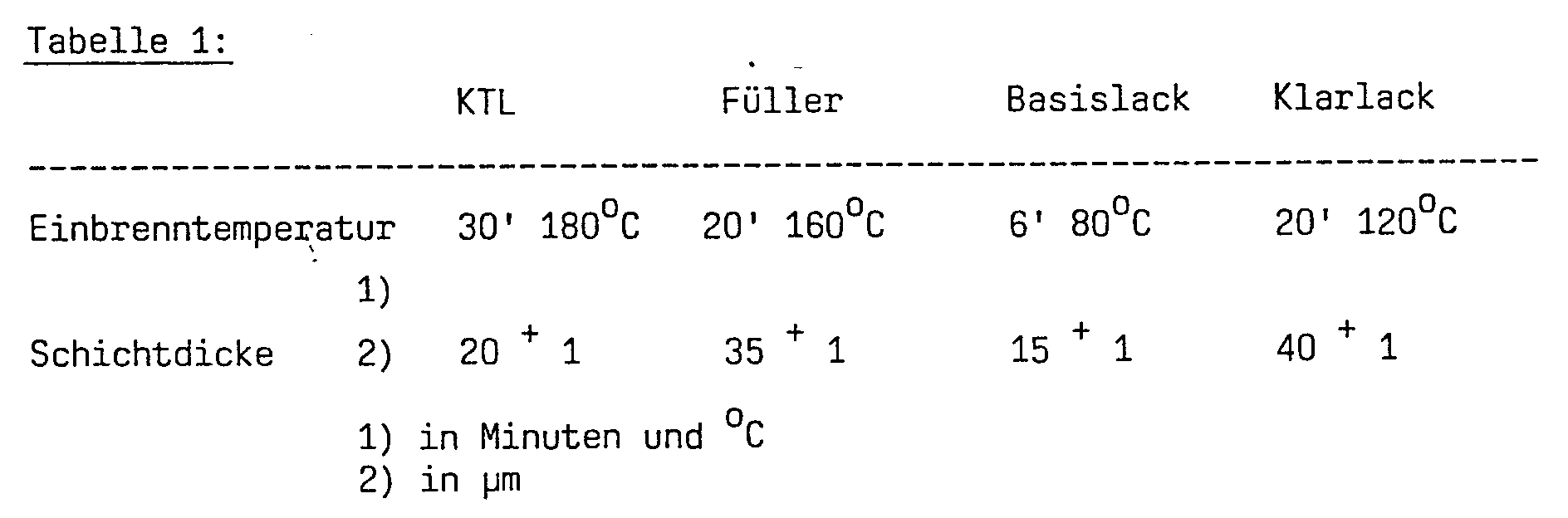
- the layers are then baked as described in Table 1. KTL and filler are baked individually after application, while the base and clear coat are applied wet-on-wet according to the following information:
- the basecoat is pre-dried for 6 minutes at 80 o C and then overcoated with approx. 40 ⁇ m water clear lacquer. It is 15 min. Pregelled at 80 o C and then the two layers together 20 min. At 120 ° C baked.
- the technological tests specify the cross cut (2 mm) according to DIN 53151 and the mechanical stress test with the VDA stone chip tester (1 bar, 1000 g) according to DIN 53230 to characterize the liability.
- the rating scale ranges from 1 to 6, with 1 characterizing a very good and 6 a very bad adhesive bandage.
- headlock stress ie evaluation of swelling and regenerability
- storage in accordance with DIN 50017 is carried out in a constant climate (240 h, 40 o C).
Abstract
Description
- Die Erfindung betrifft die Herstellung von Mehrschichtüberzügen, insbesondere bei der Kraftfahrzeuglackierung, die eine gute Zwischenschichthaftung ergeben.
- Mehrschicht-Lackierungen sind in der Industrie allgemein bekannt. Sie dienen dazu, einen Lackaufbau zu erzeugen, der unterschiedliche positive Eigenschaften aufweist, die jedoch nicht mit einem einzigen Überzugsmittel erzeugt werden können. In der Automobilindustrie werden beispielsweise 2-Komponenten-Grundierungen oder Elektrotauchlack-Grundierungen verwendet, um den Korrosionsschutz der Metallteile zu erhöhen. Füller haben im allgemeinen die Aufgabe, Unebenheiten des Substrats auszugleichen und so eine glatte, homogene Oberfläche über verschiedene Substrat-Typen zu liefern. Ebenso sollen sie die Grundierung vor mechanischen Schädigungen, beispielsweise Steinschlag, schützen. Die weiteren Überzüge dienen im allgemeinen zur optischen Aufwertung des Substrates. Es sind Einschicht- oder Mehrschicht-Decklacküberzüge, wobei die Mehrschicht-Decklacküberzuge aus einer pigmentierten Basisschicht bestehen und einem darauffolgend aufgebrachten Klarlack-Überzug.
- Solche Mehrschicht-Lackierungen sind beispielsweise in der EP-A-89 497 beschrieben. Auf üblichen Substraten wird dabei ein wäßriges anionisches Bindemittel in einer Metallic-Basisschicht aufgebracht. Darauf wird ein üblicher konventioneller Einkomponenten-(1K)- oder Zweikomponenten-(2K)-Klarlack aufgetragen.
- Damit ein komplexer mehrschichtiger Lackaufbau seine Aufgaben erfüllen kann, werden die einzelnen Schichten im allgemeinen auf ihren speziellen Anwendungszweck hin optimiert. Es ist aber zur Erzielung eines guten Gesamtresultates notwendig, daß die aufeinander folgenden Schichten gut aufeinander abgestimmt sind. Beispielsweise soll die Haftung der Schichten untereinander möglichst hoch sein. Besonders wird die Haftung bei mechanischen Beanspruchungen, wie z.B. Steinschlag, der einzelnen Lackschichten gefordert. Ein weiteres Problem, das auch mit der Haftung verbunden ist, ist die sogenannte Schwitzwasserbeständigkeit. Es hat sich nämlich gezeigt, daß unter verschiedenen feuchten Lagerbedingungen sich zwischen einzelnen Lackschichten Feuchtigkeit ansammeln kann. Das führt zur Enthaftung bzw. Blasenbildung zwischen den Lackschichten.
- Eine Möglichkeit, die verbesserte Haftung zu erreichen, ist der Einsatz von Haftvermittlern in den Überzugsmitteln. Diese können gegebenenfalls abhängig vom chemischen Aufbau später an die Oberfläche diffundieren und so eine Haftung der nachfolgendes Lackschicht fördern. So wird in der DE-OS 39 32 744 beschrieben, durch Einsatz von Zirkon-aluminat-Verbindungen die Haftung zu verbessern. Ebenso ist die Verwendung von reaktiven Haftvermittlern bekannt. Diese Additive sind aber für jede Schicht spezifisch auszutesten und weisen außerdem häufig Nebeneffekte auf, z.B. Neigung zu Kratern, die einen guten Lackaufbau stören.
- In der EP-A-0 421 247 wird ein Verfahren beschrieben, in dem zur Verbesserung der optischen Eigenschaften zwei elektrochemisch abscheidbare Lackschichten beschrieben werden. Dabei wird zuerst eine anionische Schicht abgeschieden (ATL), diese wird eingebrannt und danach mit einer kathodischen Elektrotauchlackierung (KTL) als zweiter Schicht versehen und eingebrannt. Als Ziel ist die Verbesserung des Korrosionsschutzes und des optischen Aussehens erwähnt. Weitere Lackschichten darauf werden nicht beschrieben.
- In der DE-OS 38 05 629 wird als Steinschlag-Schutzschicht ein Überzugsmittel auf Basis eines anionischen Bindemittels auf einen handelsüblichen KTL aufgetragen. Als Deckschicht wird ein handelsüblicher Alkyd/Melamin-Decklack erwähnt. Dieser Lackaufbau zielt auf Verbesserung des Steinschlagschutzes bei wäßrigen Steinschlagschutzüberzugsmitteln durch Verwendung von speziellen Harzen. Es wird ein üblicher lösungsmittelhaltiger Decklack benutzt. Der Mehrschicht-Überzug weist die üblichen Schwächen in bezug auf Schwitzwasserbeständigkeit auf. Bisher werden als Steinschlagschutzschicht im Mehrschicht-Aufbau stets solche aus anionischen Bindemittelsystemen beschrieben.
- Aufgabe der vorliegenden Erfindung ist es, ein Verfahren zur Verfügung zu stellen, bei dem durch einen aufeinander abgestimmten Aufbau der Bindemittel von einander folgenden Lackschichten eine gute Zwischenschichthaftung erreicht und eine verbesserte Schwitzwasserbeständigkeit erzielt wird.
- Dies wird durch das den Gegenstand der Erfindung bildenden Verfahren erreicht, bei dem zur Herstellung von Mehrschichtüberzügen mindestens drei unmittelbar benachbarte Schichten mit alternierender Polarität aufgetragen werden.
- Bevorzugt werden mindestens 4 alternierende polare Schichten aufgetragen, besonders bevorzugt besteht der gesamte Aufbau aus alternierend polaren Schichten.
- Bevorzugt wird der alternierende Aufbau ausgehend von der äußersten Schicht des Mehrschichtaufbaus aus gezählt.
- Unter alternierender Polarität ist zu verstehen, daß benachbarte Überzugsmittel oder Schichten entgegengesetzte Polarität aufweisen, das heißt entgegengesetzt geladen oder polar sind. Unter Polarität soll dabei die effektive Gesamtladung des Harzes verstanden werden, die sich aus der Summe der Ladungen und Teilladungen zusammensetzt. Dies bedeutet, die Polarität der Schichten wird im wesentlichen bedingt durch den Gehalt von Polymeren mit polaren Gruppen, z.B. ionischen Gruppen oder in ionische Gruppen überführbaren Gruppen, die durch Gruppen mit starkem Dipol oder hohem Dipolmonoment unterstützt werden können.
- Bevorzugt handelt es sich bei den Harzen mit polaren Gruppen um mindestens einen Teil der enthaltenen lacküblichen Harze, wie der Bindemittelharze, Härter bzw. Vernetzer, Pastenharze (bzw. Anreibeharze) und Rheologieharze und anderer möglicher in Überzugsmitteln enthaltener harzartiger Komponenten bzw. Polymerer.
- Beim erfindungsgemäßen Verfahren können beispielsweise bevorzugt sogenannte anionische und kationische Überzugsmittel eingesetzt werden. Es handelt sich bei den erfindungsgemäßen verwendbaren Überzugsmitteln bevorzugt um solche auf wäßriger Basis. Die Erfindung wird im folgenden vorwiegend anhand derartiger Beispiele für Überzugsmittel beschrieben, die jedoch keine Beschränkung darstellen sollen.
- Der beim erfindungsgemäßen Verfahren erzielte Effekt der Schwitzwasserstabilität ist besonders deshalb überraschend, weil man in den Grenzflächen der Lackschichten von salzartigen Zuständen ausgehen muß. Diese legen jedoch gerade eine erhöhte Empfindlichkeit gegen Wasser nahe.
- Beispiele für erfindungsgemäß einsetzbare anionische Überzugsmittel sind Überzugsmittel mit Lackbindemitteln, die am Polymergerüst einreagiert anionische Gruppen oder in anionische Gruppen überführbare reaktive Gruppen aufweisen. Beispiele für kationische Überzugsmittel sind Überzugsmittel mit Lackbindemitteln, die am Polymergerüst einreagiert kationische Gruppen oder in kationische Gruppen überführbare Substituenten tragen. Erfindungsgemäß müssen nicht alle Harze ionische Gruppen enthalten. Es ist ausreichend, wenn nur ein Teil der verwendeten Harze die ionischen Gruppen aufweist. Ionische Additive oder ionische Pigmente können den erfindungsgemäßen Effekt unterstützen. Als Beispiel für anionische Gruppen bzw. in anionische Gruppen überführbare Gruppen seien -COOH, -SO₃H, -PO₂R(OH), -PO₃H₂ erwähnt. Diese Gruppen können durch organische oder anorganische Basen in die entsprechenden Anionen überführt werden. Beispiele für kationische Gruppen bzw. in solche überführbare Gruppen sind -NR₃⁺, -NHR, -NH₂, -SR₂⁺, wobei R beispielsweise C₁ bis C₈-Alkyl ist. Sie können durch organische oder anorganische Säuren sowie durch Alkylierung in die ionische Form überführt werden. Diese ionischen Gruppen sind bevorzugt durch kovalente Bindungen an das Bindemittel gebunden.
- Wie erwähnt, können auch Komponenten mit Gruppen eingesetzt werden, die starke Dipole sind, bzw. hohe Dipolmomente haben. Solche Gruppen sind beispielsweise Hydroxylgruppen, Ethergruppen, Amidgruppen, Urethangruppen, Harnstoffgruppen, Estergruppen, Nitrilgruppen, Nitrogruppen, Halogenatome (z.B. Chlor und Fluor, wie in der Trifluormethylgruppe enthalten).
- Beim erfindungsgemäßen Verfahren kann z.B. so gearbeitet werden, daß z.B. auf ein kationische Gruppen einreagiert enthaltendes Überzugsmittel ein anionische Gruppen enthaltendes Überzugsmittel folgt und danach wieder ein kationisches. Auch eine umgekehrte Reihenfolge ist möglich; wesentlich ist der alternierende Aufbau.
- Entsprechend dem erfindungsgemäßen Verfahren kann beispielsweise so vorgegangen werden, daß als erste Schicht eine wäßrige Korrosionsschutz-Grundierung elektrochemisch abgeschieden wird. Diese kan entweder anionische Gruppen (ATL) oder kationische Gruppen (KTL) im Bindemittel tragen. Als anderes Beispiel seien wäßrige 2K-Epoxyamin-Grundierungen erwähnt, die neutralisierte aminogruppenhaltige Harze (kationische) in dem wasserverdünnbaren Überzugsmittel besitzen.
- Ausgehend von der Grundierung, wird auf diese beispielsweise eine wäßrige Füllerschicht aufgetrgen. Auf einer anionischen Grundierung wird eine kationische Füllerschicht aufgetragen, auf einer kationischen Grundierung eine anionische Füllerschicht.
- Die darauf folgende Schicht kann ein wäßriger pigmentierter Lack sein, beispielsweise ein wäßriger Metallic-Basislack. Im Falle der anionischen Füllerschicht ist der Basislack kationisch, im Falle der kationischen Füllerschicht ist der Basislack anionisch.
- Als weitere Folgeschicht kann beispielsweise ein Klarlack-Überzug aufgetragen werden. Dieser weist in den Bindemitteln wieder einreagierte entgegengesetzt geladene ionische Gruppen auf. Auf einen anionischen Basislack folgt eine kationische Klarlackschicht, auf einen kationischen Basislack eine anionische Klarlackschicht.
- Beispiele für erfindungsgemäße Mehrschichtaufbauten sind:
- A)
kationische Grundierung
anionischer Füller
kationischer Basislack
anionischer Klarlack - B)
anionische Grundierung
kationischer Füller
anionischer Basislack
kationischer Klarlack - C)
wäßrige kationische 2K-Grundierung
anionischer Steinschlagzwischengrund
kationischer Decklack - D)
kationische Grundierung
anionischer Füller
kationischer Basislack
anionischer Pulverklarlack - Aus Gründen des Umweltschutzes sind wäßrige Überzugsmittel bevorzugt₇ es ist jedoch durchaus möglich, daß einzelne Überzugsmittel konventionell aufgebaut sind. Auch in diesem Falle ist es jedoch notwendig, daß die verwendeten Bindemittel die entsprechenden ionischen Gruppen aufweisen. Unter wäßrigen Lacksystemen sind Überzugsmittel zu verstehen, die in physikalisch oder kolloidal gelöster Form oder als Dispersion in Wasser vorliegen. Die elektrische Ladung kann sich an der Oberfläche kolloidaler oder dispergierter Teilchen befinden und kann durch Zusatz entsprechend geladener Emulgatoren erzeugt werden. Bindemittel mit ionischen Gruppen sind bevorzugt.
- Während bei wäßrigen Systemen ein Teil der ionischen Gruppen im allgemeinen notwendig ist, um das Bindemittel in eine wasserdispergierbare Form zu überführen, können bei Bindemitteln in organischen Lösungsmitteln geringere Anteile der ionischen Gruppen vorliegen. Ein Teil dieser ionischen Gruppen kann im Verlauf einer chemischen Vernetzung des Lackfilms gegebenenfalls mit Vernetzungsmitteln umgesetzt werden oder sie werden als Spaltprodukte aus dem Überzugsfilm ausgetrieben. Es ist ausreichend, wenn ein Teil der ionischen oder ionisierbaren Gruppen noch nach dem Vernetzen oder Trocknen des applizierten Lackfilms vorhanden ist. Es können alle in der Literatur beschriebenen bzw. dem Fachmann geläufigen polaren Bindemittelsysteme oder Kombinationen davon für einen alternierenden Schichtaufbau eingesetzt werden.
- Beispiele für einsetzbare Bindemittel und Überzugsmittel werden im folgenden aufgezählt:
An der Kathode abscheidbare Grundierungen (KTL) werden beispielsweise in EP-A 12 463, DE-OS 27 28 470, EP-A 82 291, EP-A 234 395, US-A 48 08 658, DE-OS 27 28 470, DE-OS 36 15 810, EP-A 261 385, US-A 48 65 704, EP-A 193 685, EP-A 4090, EP-A-52 831, US-A 44 14 753, US-A 44 96 672 und EP-A 259 181 beschrieben. Es handelt sich um Überzugsmittel, die Bindemittel mit einreagierten kationischen oder in kationische Gruppen überführbaren Gruppen enthalten, z.B. -NH₂, -NR₂, -NR₃⁺, -SR₂⁺ oder -PR₃⁺. Harzbasis dafür sind z.B. Acrylatharze, Epoxidharze, Polyether, Dienpolykohlenwasserstoffe, wie z.B. Butadienöle, Polyurethane, Polyamide oder Polyesterharze. Die Bindemittel sind selbstvernetzend oder können über zugemischte Vernetzer reagieren. Als Vernetzer sind beispielsweise blockierte Isocyanate, Melaminharze, Phenolharze, Umesterungshärter, ungesättigte Verbindungen oder Michael-Härter beschrieben. Die Überzugsmittel können auch feinverteilte vernetzte oder nichtvernetzte, gegebenenfalls aufschmelzende Pulver mit oder ohne ionischen Gruppen enthalten. - Zur anodischen Elektrotauchlackierung (ATL) werden beispielsweise Überzugsmittel und entsprechende Bindemittel mit anionischen Gruppen in den EP-A 21 014, DE-OS 28 24 418, US-A 41 72 822, US-A 42 20 568, DE-OS 27 37 174, EP-A 106 355, DE-A 27 37 174 oder EP-A 21 014 beschrieben. Beispiele für die Bindemittelbasis sind Polyesterharze, Epoxidharzester, Polyurethanharze, Polyacrylatharze oder Umsetzungsprodukte von Maleinsäureanhydrid mit ungesättigten, natürlichen oder synthetischen Ölen, z.B. Butandienöle. Die Bindemittel können selbst- oder fremdvernetzend sein. Als in ionische Gruppen überführbare Funktionalitäten dienen beispielsweise Carboxylgruppen oder Phosphoniumgruppen.
- Die EP-A-319 841 beschreibt beispielsweise wäßrige 2K-Systeme als Korrosionsschutzgrundierung, die aus einem neutralisierten kationischen Urethanamin zusammen mit Epoxidharzen bestehen.
- In der DE-OS 38 05 629 oder US 49 68 536 werden beispielsweise wäßrige Steinschlagschutzgrundierungen auf Basis von anionischen Bindemitteln beschrieben. Es werden Polyacrylate, Polyester und Isocyanatsysteme erwähnt.
- Beispiele für wäßrige Füller mit anionischen Bindemitteln sind in EP-A-0 272 525, DE-OS 38 05 629, US-A 49 68 536, EP-A-427 028 sowie WO 89/00412 beschrieben. Es werden Polyacrylate, Polyester, Epoxyamin-Addukte, Maleinsäureanhydrid-Fettsäure-Umsetzungsprodukte oder polyurethanhaltige Bindemittel beschrieben. Diese werden mit Aminoharzen, Phenolharzen oder Isocyanatderivaten vernetzt. Es werden übliche Pigmente, Füllstoffe und Lackadditive dabei eingesetzt.
- Beispiele für kationische Füller werden in der deutschen Patentanmeldung P 41 34 301.8 der gleichen Anmelderin vom gleichen Prioritätstag beschrieben. Es handelt sich dabei um Überzugsmittel mit üblichen Pigmenten, Füllstoffen, lacktechnischen Additiven sowie Wasser als Lösungsmittel, die Bindemittel auf Basis von Polyacrylaten, Polyurethanen, Polyestern oder Polyurethan-Harnstoffharzen zusammen mit Vernetzern auf Basis von Melaminharzen oder blockierten Isocyanaten enthalten. Es handelt sich um aminhaltige Bindemittel mit einem Molekulargewicht zwischen 500 und 200000 , einer OH-Zahl von 10 bis 400, einer Aminzahl von 20 bis 200 und einer Tg zwischen -50° und -100°.
- Die Bindemittel vernetzen über reaktive NH- oder OH-Gruppen mit den Vernetzungsmitteln. Die Wasserlöslichkeit wird über die neutralisierbaren Aminogruppen erzielt. Die Glasübergangstemperatur (Tg) der Bindemittel beeinflußt die Elastizität der Bindemittel. Die fertigen Überzugsmittel werden nach üblichen Techniken appliziert.
- Wasserbasislacke auf Basis von anionischen Bindemitteln sind beispielsweise in EP-A 38 127, US-A 44 03 003, US-A 45 39 363, EP-A 71 070, EP-A 195 931, US-A 47 30 020, EP-A 238 108, EP-A-21 414, EP-A 89 497, US-A 44 89 135, US-A 45 58 090, EP-A 228 003, EP-A 256 540 und EP-A 260 444 beschrieben. Es können ionische Mikrogele oder nichtvernetzte ionische Polymere sein. Die Überzugsmittel können physikalisch trocknend sein, gegebenenfalls auch Vernetzer enthalten oder selbstvernetzend sein. Als Bindemittelbasis werden beispielsweise Polymerisate von ungesättigten Monomeren, wie (Meth) Acrylsäurederivate, Polyester, Polyether, Polyurethane oder Epoxidharzumsetzungsprodukte beschrieben.
- Beispiele für kationische Wasserbasislacke sind in der DE-Patentanmeldung 40 11 633 beschrieben. Es handelt sich um Bindemittel auf Basis von Polyurethanen, Polyestern, Polyurethan-Harnstoffharzen oder Polymerisaten von ungesättigten Monomeren wie (Meth) Acrylsäurederivaten, die keine freien Carboxylgruppen enthalten, sondern Aminogruppen. Aus diesen Bindemitteln können durch Zufügen von Neutralisationsmitteln sowie Pigmenten, Füllstoffen, Katalysatoren und/oder Additiven Basislacke formuliert werden. Die Bindemittel können gegebenenfalls über bekannte Aminformaldehydharze oder blockierte Isocyanate vernetzen. Diese Basislacke können nach bekannten Applikationstechniken aufgetragen werden.
- Die Bindemittel für Wasserbasislacke können bei guter Witterungsstabilität der Bindemittel auch zu Decklacküberzügen verarbeitet werden. Dabei ist es jedoch notwendig Bindemittelsysteme zu wählen, die miteinander durch eine chemische Reaktion vernetzen können. Eine zusätzliche Klarlackbeschichtung muß dabei nicht appliziert werden.
- Beispiele für wasserverdünnbare Klarlacke mit anionischen Gruppen werden in der DE-OS 39 10 829, US-A 50 15 688, DE-OS 25 57 434, US-A 39 53 643, DE-OS 37 12 442 oder DE-OS 40 27 594 beschrieben. Es handelt sich bevorzugt um carboxylgruppenhaltige Polymere auf Basis von Polyestern, Polyacrylaten oder Polyurethanen, die mit bekannten Vernetzern gegebenenfalls durch Erwärmen zu den Klarlacküberzügen reagieren.
- Beispiele für kationische Klarlacke werden in der deutschen Patentanmeldung P 41 34 290.9 der gleichen Anmelderin vom gleichen Prioritätstag beschrieben. Sie werden auf Basis von Polymerisaten von ungesättigten Monomeren, z.B. Acrylatharzen, formuliert. Dabei müssen die Bindemittel basische Gruppen enthalten, die in kationische Gruppen überführt werden. Über Molekulargewicht, Glasübergangstemperatur sowie die Bindemittelviskositäten sind die Lackeigenschaften einzustellen. Die Bindemittel vernetzen über einreagierte funktionelle Gruppen, z.B. OH-Gruppen, mit blockierten Isocyanaten oder Melaminharzen als Vernetzer.
- Beispiele für Pulverklarlackbindemittel mit ionischen Gruppen sind in den US-A 3 787 521, US-A 4 091 048, DE-OS 24 41 753 oder DE-OS 25 09 410 erwähnt. Es handelt sich beispielsweise um Acrylatharze, die in der Seitenkette Epoxidgruppen enthalten. Diese reagieren beim Aufschmelzen, z.B. mit polycarboxylgruppenhaltigen Polymeren oder anhydridgruppenhaltigen Substanzen zu Esterstrukturen. Ebenso ist es möglich, andere vernetzende Funktionalitäten einzusetzen, beispielsweise primäre OH-Gruppen. Auch nach der Vernetzung bleiben in den Filmen weiterhin Anteile von polaren Gruppen, z.B. COOH- oder OH-Gruppen, erhalten.
- Die oben beispielhaft aufgezählten Bindemittel und Überzugsmittel können übliche Pigmente, Katalysatoren oder sonstige Hilfsmittel enthalten. Sie dienen zur Erzielung von optischen oder technologischen Effekten oder beeinflussen die Applikationseigenschaften. Der erfindungsgemäße Effekt wird durch die zusätzlichen Bestandteile im wesentlichen nicht beeinflußt oder sogar verstärkt.
- Eine bevorzugte Ausführungsform ist die, daß als Klarlack-Überzug carboxylgruppenhaltige Pulverlacke verwendet werden. Ebenfalls bevorzugt ist die Verwendung von kationischen Wasserklarlacken. Weiterhin bevorzugt ist die Verwendung von kationischen Wasserbasislacken in der Mehrschichtlackierung.
- Besonders bevorzugte Ausführungsformen sind Mehrschichtaufbauten, die einen wäßrigen anionischen Klarlack auf Basis Acryl/Melaminharz oder Acryl/Isocyanat, darunter einen kationischen Wasserbasislack auf Basis von Aminopolyurethanen oder Aminoacrylatharzen und unter diesem einen wäßrigen anionischen Füller auf Basis von Polyestern oder epoxidierten/urethanisierten Alkydharzen umfassen. Ein weiteres Beispiel für einen Aufbau enthält einen kationischen Wasserklarlack auf Basis von Aminoacrylatharz oder Aminopolyurethanen, darunter einen anionischen Wasserbasislack auf Basis acrylierter Polyesterharze und/oder Polyurethanharze, und unter diesem einen wäßrigen kationischen Füller auf Basis von Aminoepoxidharz.
- Die erfindungsgemäß hergestellten Überzüge werden auf bekannte Art und Weise aufgetragen. Beispiele dafür sind Streichen, Tauchen, Elektrotauchlackieren oder Spritzen. Dazu werden die Überzugsmittel jeweils auf eine geeignete Viskosität und einen geeigneten Festkörper eingestellt und aufgetragen. Das Vernetzen der einzelnen Lackschichten geschieht jeweils entsprechend dem Stand der Technik, das heißt es kann gegebenenfalls durch erhöhte Temperatur vernetzt werden, es kann eine Vernetzung bei Raumtemperatur eintreten, oder die Lackschichten werden naß-in-naß appliziert und gemeinsam eingebrannt. Die eingesetzten Überzugsmittel können entweder physikalisch trocknend und/oder chemisch vernetzend sein. Sie können pigmentiert oder unpigmentiert eingesetzt werden. Sie können auf Basis von 1-Komponenten- oder von 2-Komponenten-Systemen formuliert sein.
- Die Schichtstärken betragen bevorzugt < 40 µm bei der Grundierung, < 130 µm beim Füller, < 25 µm beim Basislack sowie < 100 µm beim Klarlack. Weitere zusätzliche Überzugsschichten, z.B. Steinschlagschutzüberzüge oder Haftgrundierungen, können entsprechend ihrem jeweiligen Zweck appliziert werden.
- Die unterste Basisschicht der Mehrschichtlackierung ist in ihren Eigenschaften auf den Untergrund abzustimmen, z.B. durch Zusatz von Haftvermittlern, die sich bei der Kunststofflackierung häufig als notwendig gezeigt haben. Beispielsweise sind anionische Gruppen enthaltende Bindemittel für die elektrophoretische Aluminiumbeschichtung besonders geeignet. Die erfindungsgemäßen Mehrschicht-Überzügezeichnen sich unabhängig von ihren sonstigen Eigenschaften durch eine gute Zwischenschichthaftung aus. Das ist besonders bei Steinschlag-Untersuchungen, bei Haftungs-Untersuchungen (z.B. Gitterschnitt nach DIN 53 151) und bei Beständigkeits-Untersuchungen im Konstant-Klima (z.B. DIN 50 017) festzustellen.
- Die Überzugsmittel werden bevorzugt auf wäßriger Basis formuliert. Es ist jedoch auch möglich, daß einzelne Lackschichten lösungsmittelhaltig und mit hohem Festkörper formuliert sind oder als lösungsmittelfreie Systeme eingesetzt werden. Auch in diesem Falle ist jedoch darauf zu achten, daß zumindest Teile der Harze, z.B. der Bindemittel, einreagierte polare, gegebenenfalls ionische Gruppen tragen. Es können gegebenenfalls auch 2-Komponenten-Überzugsmittel eingesetzt werden.
- Die beschriebenen Mehrschicht-Lackierungen eignen sich besonders zur Verwendung in der Automobil-Lackierung oder in der Lackierung der Automobil-Zulieferindustrie. Es ist jedoch ebenso möglich, andere Gegenstände entsprechend zu beschichten. Als Substrate sind alle in der Automobilindustrie üblichen Substrate geeignet; das können beispielsweise Metallsubstrate, z.B. Stahl oder Aluminium, oder Kunststoffsubstrate, z.B. Polyurethan, Polyamid, Polycarbonat oder Polyolefine sein. Man erhält dabei steinschlagfeste, optisch gute Mehrschichtüberzüge.
-
- Bei den im weiteren beschriebenen Mehrschichtaufbauten werden im einzelnen folgende Überzugsmittel eingesetzt:
- A) Handelsübliches Überzugsmittel für die kataphoretische Elektro-Tauchlackierung auf der Basis von Aminoepoxidharz und blockiertem Isocyanathärter, wie in der DE-A-27 01 002 beschrieben.
- B) Anionischer Hydrofüller (DE-OS 38 05 629, Beispiel 1): Wäßriger Lack auf der Basis von einem mit Amin neutralisierten Polyester mit blockiertem Polyisocyanat als Härter.
- C) Anionischer Wasser-Basislack (EP-A-89 497, Beispiel 6): Wäßriges Überzugsmittel auf der Basis von anionischen Polyurethandispersionen in Kombination mit acrylierten Polyestern.
- D) Kationischer Wasser-Basislack (DE-OS 40 11 633, Beispiel 1): Wäßriges Überzugsmittel auf der Basis von Aminoacrylaten, wie im folgenden beschrieben.
- E) Anionischer Wasserklarlack (DE-OS 39 10 829, Beispiel 3): Wäßriger Decklack auf der Basis von hydroxyfunktionellem Acrylat mit neutralisierten Carbonsäuregruppen und Melaminharz als Vernetzer.
- F) Anionischer konventioneller 1K-Klarlack (Handelsprodukt): Konventioneller Klarlack auf der Basis von carboxy- und hydroxyfunktionellem Acrylat mit Melaminharz als Vernetzer.
- 725 g Butoxyethanol werden unter Inertgas auf 110°C unter Einschalten eines Rückflußkühlers erwärmt.
- Innerhalb von 3 Stunden wird eine Mischung aus 192 g Hydroxyethylacrylat, 137 g Butandiolmonoacrylat, 228 g Glycidylmethacrylat, 364 g 2-Ethylhexylacrylat, 439 g Butylmethacrylat, 438 g Methylmethacrylat, 90 g Styrol und 44 g Azo-bis-isobutyronitril zugegeben. Danach wird 1 Stunde bei 110°C gehalten, 6 g Azo-bis-isobutyronitril zugegeben und dieser Vorgang nach einer weiteren Stunde wiederholt. Nach 3 Stunden bei 110°C wird ein Festkörpergehalt von 72,2 Gew.-% und nach Verdünnen auf 60 Gew.-% mit Butoxyethanol eine Viskosität von 2.14 Pa.s. bei 25°C gemessen. Nach Abkühlen auf 50°C werden ein Gemisch von 120 g Diethylamin und 201 g Isopropanol schnell zugegeben (1.10 Mol Amin auf 1.00 Mol Epoxid). Nach 30 Minuten wird auf 65°C erwärmt, dann 2 Stunden gehalten, anschließend auf 105 bis 110°C aufgeheizt und dann 3 Stunden gehalten. Nach Abkühlen auf 80°C wird unter Vakuum Isopropanol und Aminüberschuß sorgfältig abdestilliert. Einstellen des Festkörpergehaltes mit Butoxyethanol auf etwa 78 Gew.-%.
- Endwerte:
- Festkörpergehalt:
- 78,7 Gew..% (30 Minuten Erwärmen auf 150°C)
- Aminzahl :
- 45 mg KOH pro g Festharz
- Viskosität :
- 3,44 Pa.s (60 Gew.-% in Butoxyethanol bei 25°C)
- Zu 945 g Amino-poly (meth) acrylatharz nach Herstellungsbeispiel 1 werden 555 g Titandioxid gegeben und 5 Minuten mit dem Dissolver dispergiert. Anschließend wird die Paste 40 Minuten bei Temperaturen bis zu 60°C in einer Perlmühle vermahlen.
- Festkörper: 86,6 Gew.-% (nach 30 Minuten Erwärmen auf 150°C) Pigment-Bindemittelverhältnis = 0,75 : 1.
- 772 g der Paste werden zusammen mit 111 g höhermolekularen Methoxy-Iminogruppen enthaltenden Melaminharzes (80 %ig gelöst in Isobutanol), und 17,7 g einer amingeblockten Sulfonsäure (25 %ig) als Katalysator unter dem Dissolver gut verrührt. Anschließend wird im Dissolver unter gutem Rühren weiter verdünnt, und zwar erst mit 7,6 g Ameisensäure (85 %ig) und dann langsam mit 142 g vollentsalztem Wasser. Nach Stehen über Nacht wurden 100 g des Lackes mit 62 g vollentsalztem Wasser auf eine Spritzviskosität von 30 Sekunden im Auslaufbecher (DIN 53 211) eingestellt.
- 336,7 g Trimethylolpropan, 366,8 Adipinsäure und 297 g Hexandiol werden mit 5 g unterphosphoriger Säure in einem mit Rührer, Abscheider, Thermometer und Rückflußkühler versehenen 2-Liter-Dreihalskolben bei 180°C bis 230°C in der Schmelze auf eine Säurezahl von 20 verestert. Anschließend wird unter Vakuum bis zu einer Säurezahl < 1,5 kondensiert. Das so erhaltene Produkt hat einen Einbrennrückstand von 94,5 % (1 h, 150°C), eine Viskosität von 3200 mPas (100 %ig), eine Hydroxylzahl von 460 und eine Farbzahl von 30 Hazen.
- 717 g Polyesteroligomer aus Beispiel 2 werden mit 597 g Ethanol in einem Rührer, Rückflußkühler, Tropftrichter und Thermometer versehenen 4-Liter-Dreihalskolben aus 81°C bis zum Rückfluß erhitzt. Anschließend wird in 4 Stunden eine Mischung aus 552 g Butandiolmonoacrylat, 996 g tert. Butylacrylat, 74 g Acrylsäure und 50 g 2,2-Azo-bis-2-methylbutyronitril zugetropft und anschließend 4 Stunden nachpolymerisiert.
- Das Produkte hatte einen Einbrennrückstand von 79,8 % (1 h 150°C) bei einer Viskosität von 7200 mPas (DIN 53 015), eine Säurezahl von 26,3, eine OH-Zahl von 231 und eine Farbzahl von 60 Hazen.
- 717 g des Oligomers aus Beispiel 1 werden mit 311 g Butoxyethanol in einem mit Rührer, Rückflußkühler, Tropftrichter und Thermometer versehenen 4-Liter-Dreihalskolben vorgelegt und auf 140°C erhitzt. Anschließend wird in 4 Stunden eine Mischung aus 552 g Butandiolmonoacrylat, 946 g tert. Butylacrylat, 74 g Acrylsäure und 100 g tert. Butylperbenzoat zugetropft und 4 Stunden nachpolymerisiert.
- Das Produkt hatte einen Einbrennrückstand von 84,0 % (1 h 150°C) gemäß DIN 53 182, eine Viskosität von 15830 mPas (DIN 53 015), eine Säurezahl von 38,0 (DIN 53 402), eine OH-Zahl von 231 (DIN 53 240) und eine Farbzahl von 60 Hazen (DIN 53 409).
- 651 g des im Beispiel 3 beschriebenen Polyesteroligomer-Polyacrylats 1, 348 g eines hochiminofunktionellen Melaminharzes und 152,8 g Ethanol wurden unter einem Laborrührer gut vorgemischt und unter weiterem Rühren mit einem Gemisch aus 50,7 g Butoxyethanol, 20,7 g eines UV-Absorbers vom Benztriazoltyp und 13,7 g eines Radikalfängers vom HALS-Typ versetzt. Danach wurde unter Rühren mit 27 g Dimethylethanolamin neutralisiert, weitere 15 Minuten gerührt und anschließend mit einem Gemisch aus 973 g vollentsalztem Wasser und 15,4 g Ethanol verdünnt. Der Lack hatte eine Viskosität von 31 Sekunden (gemessen im DIN-4-Becher bei 20°C) und einen pH-Wert von 9,0.
- 639,7 g der im Beispiel 4 beschriebenen Harzlösung wurden mit 375,3 g eines handelsüblichen, methoxymethyliminofunktionellen wasserverdünnbaren Melaminharzes und 90,5 g Butoxyethanol unter einem Schnellrührer homogen vermischt. Danach wurde dieses Harz-Lösungsmittelgemisch mit 37,6 g Dimethylethanolamin versetzt und 15 Minuten lang gerührt, weitere 37,27 g eines Gemisches bestehend aus 59,9 Gew.-% eines UV-Absorbers vom Benztriazol-Typ und 40,1 Gew.-% eines Radikalfängers vom HALS-Typ zugegeben und bis zur Klar- und Schlierenfreiheit gerührt. Unter Rühren wurden dann 534,1 g vollentsalztes Wasser innerhalb von 5 Minuten zugegeben. Nach 24 Stunden hatte der Lack eine Viskosität von 50 Sekunden (DIN-4-Becher bei 20°C) und einen pH-Wert von 8,6. Der Lack war mehr als 3 Monate lagerstabil.
- Um die einzelnen Lackschichten auf das Substrat aufzubringen, werden die Lacke mit vollentsalztem Wasser oder Lösungsmittel auf Verarbeitungsviskosität eingestellt und mit Hilfe der üblichen Techniken appliziert.
- Die Grundierung wird elektrophoretisch abgeschieden, die übrigen Schichten mit Hilfe eines Spritzroboters aufgebracht. Diese lassen sich aber auch mit anderen Auftragsgeräten, wie z. B. Fließbecherpistole, Druckgefäß oder mit Hochrotationsglocken, aufbringen. Danach werden die Schichten wie in Tabelle 1 beschrieben eingebrannt. KTL und Füller werden nach dem Auftragen einzeln eingebrannt, während Basis- und Klarlackschicht naß-innaß aufgetragen werden nach folgenden Angaben:
- Der Basislack wird 6 Minuten bei 80oC vorgetrocknet und anschließend mit ca. 40 µm Wasser-Klarlack überlackiert. Es wird 15 Min. bei 80oC vorgeliert und danach beide Schichten gemeinsam 20 Min. bei 120oC eingebrannt.
- Mit den oben beschriebenen Überzugsmitteln A bis F werden verschiedene Mehrschichtaufbauten hergestellt. Die Aufbauten sind in Tabelle 2 aufgezählt. Die Beispiele 3 und 4 sind hierbei erfindungsgemäß.
- Von den technologischen Prüfungen werden angegeben der Gitterschnitt (2 mm) nach DIN 53151 und der Test der mechanischen Beanspruchung mit dem VDA-Steinschlagprüfgerät (1 bar, 1000 g) nach DIN 53230 zur Charakterisierung der Haftung. Die Bewertungsskala reicht von 1 bis 6, wobei 1 einen sehr guten und 6 einen sehr schlechten Haftverband charakterisiert. Zur Beschreibung der Schwitzkastenbeanspruchung, d. h. Bewertung von Quellung und Regenerierbarkeit, wird eine Lagerung nach DIN 50017 in Konstantklima (240 h, 40oC) durchgeführt.

Claims (18)
- Verfahren zur Herstellung von Mehrschichtüberzügen durch Aufbringen mehrerer Überzugsschichten auf der Basis organischer Harze nacheinander auf ein zu beschichtendes Substrat, dadurch gekennzeichnet, daß mindestens drei unmittelbar benachbarte Schichten aufgebracht werden, wobei zumindest ein Teil der Harze in diesen drei Schichten polare Gruppen aufweist, wobei die Polarität der polaren Gruppen der Harze innerhalb einer Schicht gleich ist und die Harze unmittelbar benachbarter Schichten polare Gruppen entgegengesetzter Polarität enthalten, wodurch ein Schichtaufbau alternierender Polarität entsteht.
- Verfahren nach Anspruch 1, dadurch gekennzeichnet, daß mindestens vier unmittelbar benachbarte Schichten alternierender Polarität der Harze aufgebracht werden.
- Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß die Schichten alternierender Polarität von der Oberfläche des fertigen Mehrschichtüberzuges aus gezählt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß alle Schichten des Mehrschichtüberzugs alternierende Polaritäten haben.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß als polare Gruppen ionische Gruppen, in ionische Gruppen überführbare Gruppen und/oder Gruppen mit starkem Dipol gewählt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß es sich bei den Harzen um Bindemittelharze, Härterharze, Pastenharze und/oder Rheologieharze handelt.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß in dem alternierenden Aufbau mindestens eine Schicht auf Basis eines wäßrigen Überzugsmittels verwendet wird.
- Verfahren nach Anspruch 7, dadurch gekennzeichnet, daß in dem alternierenden Aufbau mindestens in zwei Schichten wäßrige Überzugsmittel verwendet werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß in dem alternierenden Aufbau nur wäßrige Überzugsmittel eingesetzt werden.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß in allen Schichten wäßrige Überzugsmittel eingesetzt werden.
- Verfahren nach den Ansprüchen 7 bis 10, dadurch gekennzeichnet, daß die wäßrigen Überzugsmittel Harze mit ionischen Gruppen enthalten.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß die benachbarten Schichten alternierender Polarität eine Basislack- und eine darüber ausgebildete Klarlackschicht umfassen, wobei die Basislackschicht gegebenenfalls auf einer Füllerschicht ausgebildet ist.
- Verfahren nach Anspruch 11 oder 12, dadurch gekennzeichnet, daß als Klarlack ein Pulverlack eingesetzt wird.
- Verfahren nach Anspruch 11, 12 oder 13, dadurch gekennzeichnet, daß der Klarlack ein Harz mit kationischen Gruppen enthält.
- Verfahren nach einem der Ansprüche 11 bis 14, dadurch gekennzeichnet, daß der Basislack ein Harz mit kationischen Gruppen enthält.
- Verfahren nach einem der Ansprüche 11 bis 15, dadurch gekennzeichnet, daß ein Füller eingesetzt wird, der ein Harz mit kationischen Gruppen enthält.
- Verfahren nach einem der vorhergehenden Ansprüche, dadurch gekennzeichnet, daß es zur Lackierung von Kraftfahrzeugen durchgeführt wird.
- Mehrschichtüberzug, hergestellt nach dem Verfahren eines der Ansprüche 1 bis 17.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE4134289A DE4134289A1 (de) | 1991-10-17 | 1991-10-17 | Verfahren zur herstellung von mehrschichtueberzuegen, insbesondere bei der kraftfahrzeuglackierung, die eine gute zwischenschichthaftung ergeben |
| DE4134289 | 1991-10-17 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| EP0537726A1 true EP0537726A1 (de) | 1993-04-21 |
| EP0537726B1 EP0537726B1 (de) | 1995-07-12 |
Family
ID=6442830
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| EP92117597A Expired - Lifetime EP0537726B1 (de) | 1991-10-17 | 1992-10-15 | Verfahren zur Herstellung von Mehrschichtüberzügen, insbesondere bei der Kraftfahrzeuglackierung, die eine gute Zwischenschichthaftung ergeben |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US5439710A (de) |
| EP (1) | EP0537726B1 (de) |
| JP (1) | JPH05208167A (de) |
| KR (1) | KR930007520A (de) |
| AT (1) | ATE124891T1 (de) |
| CA (1) | CA2080411A1 (de) |
| DE (2) | DE4134289A1 (de) |
| ES (1) | ES2077324T3 (de) |
| TW (1) | TW221453B (de) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0568967A2 (de) * | 1992-05-07 | 1993-11-10 | Herberts Gesellschaft mit beschränkter Haftung | Verfahren zur Herstellung von Mehrschichtlackierungen |
| EP1327484A2 (de) * | 2002-01-11 | 2003-07-16 | EISENMANN MASCHINENBAU KG (Komplementär: EISENMANN-Stiftung) | Verfahren zum Lackieren von Werkstücken, insbesondere von Fahrzeugkarosserien |
Families Citing this family (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU665876B2 (en) * | 1992-12-15 | 1996-01-18 | Nippon Paint Co., Ltd. | Two coat one bake coating method |
| DE4339870A1 (de) * | 1993-11-23 | 1995-05-24 | Basf Lacke & Farben | Verfahren zur Herstellung einer zweischichtigen Lackierung und wäßrige Lacke |
| US5538078A (en) * | 1994-04-08 | 1996-07-23 | Nippondenso Co., Ltd. | Aluminum-containing metal composite material and process for producing same |
| WO1995033578A1 (en) * | 1994-06-03 | 1995-12-14 | Kansai Paint Company, Limited | Coating method |
| JP3760028B2 (ja) * | 1997-07-03 | 2006-03-29 | 関西ペイント株式会社 | 複層塗膜形成法 |
| JPH1157605A (ja) * | 1997-08-26 | 1999-03-02 | Kansai Paint Co Ltd | メタリック塗装法 |
| US6248225B1 (en) | 1998-05-26 | 2001-06-19 | Ppg Industries Ohio, Inc. | Process for forming a two-coat electrodeposited composite coating the composite coating and chip resistant electrodeposited coating composition |
| US6423425B1 (en) | 1998-05-26 | 2002-07-23 | Ppg Industries Ohio, Inc. | Article having a chip-resistant electrodeposited coating and a process for forming an electrodeposited coating |
| JP2000107687A (ja) * | 1998-08-06 | 2000-04-18 | Kansai Paint Co Ltd | 自動車車体の被覆法 |
| US6342272B1 (en) | 2000-04-21 | 2002-01-29 | The United States Of America As Represented By The Secretary Of The Air Force | Multi-layer corrosion resistant coatings |
| USH2035H1 (en) | 2000-04-21 | 2002-07-02 | The United States Of America As Represented By The Secretary Of The Air Force | Method for applying a polymer coating to a substrate |
| DE60223369T2 (de) | 2001-04-23 | 2008-09-04 | Basf Corp., Southfield | Härtbare beschichtungszusammensetzungen die verbesserte verträglichkeit und kratzfestigkeit aufweisen |
| US20080050527A1 (en) * | 2002-04-23 | 2008-02-28 | Basf Corporation | Curable coating compositions having improved compatibility and scratch and mar resistance, cured coated substrates made therewith and methods for obtaining the same |
| US9970123B2 (en) * | 2013-07-12 | 2018-05-15 | Ppg Industries Ohio, Inc. | Electroconductive composite substrates coated with electrodepositable coating compositions and methods of preparing them |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0472990A2 (de) * | 1990-08-25 | 1992-03-04 | Bayer Ag | Auf Trägern angebrachte ein oder mehrlagige Schichtelemente und ihre Herstellung |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52142501A (en) * | 1976-05-24 | 1977-11-28 | Olympus Optical Co Ltd | Focal point detection for video disc apparatus |
| EP0089741B1 (de) * | 1982-03-18 | 1988-12-21 | Basf Corporation | Verfahren zum Aufbringen eines mehrschichtigen Überzuges auf eine Unterlage und auf diese Weise beschichtete Unterlage |
| US5104507A (en) * | 1989-10-02 | 1992-04-14 | Illinois Tool Works Inc. | Anodic-cathodic coating for fasteners |
-
1991
- 1991-10-17 DE DE4134289A patent/DE4134289A1/de not_active Withdrawn
-
1992
- 1992-10-13 CA CA002080411A patent/CA2080411A1/en not_active Abandoned
- 1992-10-15 ES ES92117597T patent/ES2077324T3/es not_active Expired - Lifetime
- 1992-10-15 EP EP92117597A patent/EP0537726B1/de not_active Expired - Lifetime
- 1992-10-15 AT AT92117597T patent/ATE124891T1/de active
- 1992-10-15 DE DE59202867T patent/DE59202867D1/de not_active Expired - Fee Related
- 1992-10-16 KR KR1019920019071A patent/KR930007520A/ko active IP Right Grant
- 1992-10-16 TW TW081108243A patent/TW221453B/zh active
- 1992-10-19 JP JP4280190A patent/JPH05208167A/ja active Pending
-
1993
- 1993-12-21 US US08/171,323 patent/US5439710A/en not_active Expired - Fee Related
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0472990A2 (de) * | 1990-08-25 | 1992-03-04 | Bayer Ag | Auf Trägern angebrachte ein oder mehrlagige Schichtelemente und ihre Herstellung |
Non-Patent Citations (1)
| Title |
|---|
| DECHER G., JONG-DAL HONG: "BUILDUP OF ULTRATHIN MULTILAYER FILMS BY A SELF-ASSEMBLY PROCESS, 1 CONSECUTIVE ADSORPTION OF ANIONIC AND CATIONIC BIPOLAR AMPHIPHILES ON CHARGED SURFACES.", MAKROMOLEKULARE CHEMIE, MACROMOLECULAR SYMPOSIA., HUTHIG UND WEPF VERLAG. BASEL., CH, vol. 46., 1 June 1991 (1991-06-01), CH, pages 321 - 327., XP000233444 * |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0568967A2 (de) * | 1992-05-07 | 1993-11-10 | Herberts Gesellschaft mit beschränkter Haftung | Verfahren zur Herstellung von Mehrschichtlackierungen |
| EP0568967A3 (de) * | 1992-05-07 | 1995-01-04 | Herberts & Co Gmbh | Verfahren zur Herstellung von Mehrschichtlackierungen. |
| EP1327484A2 (de) * | 2002-01-11 | 2003-07-16 | EISENMANN MASCHINENBAU KG (Komplementär: EISENMANN-Stiftung) | Verfahren zum Lackieren von Werkstücken, insbesondere von Fahrzeugkarosserien |
| EP1327484A3 (de) * | 2002-01-11 | 2004-10-27 | EISENMANN MASCHINENBAU KG (Komplementär: EISENMANN-Stiftung) | Verfahren zum Lackieren von Werkstücken, insbesondere von Fahrzeugkarosserien |
Also Published As
| Publication number | Publication date |
|---|---|
| ES2077324T3 (es) | 1995-11-16 |
| ATE124891T1 (de) | 1995-07-15 |
| EP0537726B1 (de) | 1995-07-12 |
| TW221453B (de) | 1994-03-01 |
| DE59202867D1 (de) | 1995-08-17 |
| DE4134289A1 (de) | 1993-04-22 |
| CA2080411A1 (en) | 1993-04-18 |
| KR930007520A (ko) | 1993-05-20 |
| JPH05208167A (ja) | 1993-08-20 |
| US5439710A (en) | 1995-08-08 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP0646420B1 (de) | Verfahren zur Herstellung von Mehrschichtlackierungen | |
| EP1173491B1 (de) | Polymer | |
| DE3630667C2 (de) | ||
| EP0537726B1 (de) | Verfahren zur Herstellung von Mehrschichtüberzügen, insbesondere bei der Kraftfahrzeuglackierung, die eine gute Zwischenschichthaftung ergeben | |
| EP0881954B1 (de) | Verfahren zur mehrschichtlackierung | |
| EP3402852B1 (de) | Carboxyfunktionelle polyether-basierte reaktionsprodukte und wässrige basislacke enthaltend die reaktionsprodukte | |
| EP1658146B1 (de) | Verfahren zur herstellung farb- und/oder effektgebender mehrschichtlackierungen | |
| EP1261524B1 (de) | Verfahren zur herstellung von mehrschichtlackierungen auf elektrisch leitfähigen substraten | |
| EP3387039B1 (de) | Carboxyfunktionelle polyether-basierte reaktionsprodukte und wässrige basislacke enthaltend die reaktionsprodukte | |
| EP0904160A1 (de) | Verfahren zur herstellung von mehrschichtlackierungen auf elektrisch leitfähigen substraten | |
| EP0529335B1 (de) | Verfahren und Füllermasse zur Herstellung steinschlagresistenter Mehrschichtlackierungen | |
| EP3164457B1 (de) | Carboxyfunktionelle dimerfettsäure-basierte reaktionsprodukte und wässrige basislacke enthaltend die reaktionsprodukte | |
| EP3390487B1 (de) | Carboxyfunktionelle polyether-basierte reaktionsprodukte und wässrige basislacke enthaltend die reaktionsprodukte | |
| DE102004028368A1 (de) | Verfahren zur Herstellung farb- und/oder effektgebender Mehrschichtlackierungen | |
| EP0797633B1 (de) | Wässrige überzugsmittel und deren verwendung bei verfahren zur einschicht- und mehrschichtlackierung | |
| EP0663428A2 (de) | Beschichtungsverfahren und Überzugsmittel unter Verwendung von Polybutenen | |
| DE10238349A1 (de) | Polyurethan-Mikrogel | |
| DE4409478C2 (de) | Verfahren zur Herstellung einer dekorativen Mehrschichtlackierung | |
| EP1190119A1 (de) | Verfahren zur elektrotauchlackierung von kanten aufweisenden substraten | |
| DE19519035A1 (de) | Wasserbasislacke mit verbessertem Benetzungsverhalten | |
| WO2005053861A1 (de) | Thermisch gehärtete, transparente decklackierung, verfahren zur herstellung und ihre verwendung |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PUAI | Public reference made under article 153(3) epc to a published international application that has entered the european phase |
Free format text: ORIGINAL CODE: 0009012 |
|
| AK | Designated contracting states |
Kind code of ref document: A1 Designated state(s): AT BE CH DE ES FR GB IT LI NL PT SE |
|
| 17P | Request for examination filed |
Effective date: 19931016 |
|
| 17Q | First examination report despatched |
Effective date: 19941107 |
|
| RBV | Designated contracting states (corrected) |
Designated state(s): AT BE DE ES FR GB IT NL PT SE |
|
| GRAA | (expected) grant |
Free format text: ORIGINAL CODE: 0009210 |
|
| AK | Designated contracting states |
Kind code of ref document: B1 Designated state(s): AT BE DE ES FR GB IT NL PT SE |
|
| REF | Corresponds to: |
Ref document number: 124891 Country of ref document: AT Date of ref document: 19950715 Kind code of ref document: T |
|
| GBT | Gb: translation of ep patent filed (gb section 77(6)(a)/1977) |
Effective date: 19950719 |
|
| REF | Corresponds to: |
Ref document number: 59202867 Country of ref document: DE Date of ref document: 19950817 |
|
| ET | Fr: translation filed | ||
| ITF | It: translation for a ep patent filed |
Owner name: STUDIO CONS. BREVETTUALE S.R.L. |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: AT Payment date: 19951018 Year of fee payment: 4 |
|
| SC4A | Pt: translation is available |
Free format text: 950714 AVAILABILITY OF NATIONAL TRANSLATION |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FG2A Ref document number: 2077324 Country of ref document: ES Kind code of ref document: T3 |
|
| PLBE | No opposition filed within time limit |
Free format text: ORIGINAL CODE: 0009261 |
|
| STAA | Information on the status of an ep patent application or granted ep patent |
Free format text: STATUS: NO OPPOSITION FILED WITHIN TIME LIMIT |
|
| 26N | No opposition filed | ||
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: BE Payment date: 19960809 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: PT Payment date: 19960827 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: AT Effective date: 19961015 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: ES Payment date: 19961016 Year of fee payment: 5 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: SE Payment date: 19961024 Year of fee payment: 5 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: NL Effective date: 19970501 |
|
| NLV4 | Nl: lapsed or anulled due to non-payment of the annual fee |
Effective date: 19970501 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: GB Payment date: 19970919 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: SE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971016 Ref country code: ES Free format text: LAPSE BECAUSE OF EXPIRATION OF PROTECTION Effective date: 19971016 |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: FR Payment date: 19971020 Year of fee payment: 6 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: BE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19971031 |
|
| BERE | Be: lapsed |
Owner name: HERBERTS G.M.B.H. Effective date: 19971031 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: PT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19980430 |
|
| EUG | Se: european patent has lapsed |
Ref document number: 92117597.2 |
|
| REG | Reference to a national code |
Ref country code: PT Ref legal event code: MM4A Free format text: LAPSE DUE TO NON-PAYMENT OF FEES Effective date: 19980430 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: GB Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19981015 |
|
| GBPC | Gb: european patent ceased through non-payment of renewal fee |
Effective date: 19981015 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: FR Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 19990630 |
|
| REG | Reference to a national code |
Ref country code: FR Ref legal event code: ST |
|
| PGFP | Annual fee paid to national office [announced via postgrant information from national office to epo] |
Ref country code: DE Payment date: 19991208 Year of fee payment: 8 |
|
| REG | Reference to a national code |
Ref country code: ES Ref legal event code: FD2A Effective date: 20010201 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: DE Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES Effective date: 20010703 |
|
| PG25 | Lapsed in a contracting state [announced via postgrant information from national office to epo] |
Ref country code: IT Free format text: LAPSE BECAUSE OF NON-PAYMENT OF DUE FEES;WARNING: LAPSES OF ITALIAN PATENTS WITH EFFECTIVE DATE BEFORE 2007 MAY HAVE OCCURRED AT ANY TIME BEFORE 2007. THE CORRECT EFFECTIVE DATE MAY BE DIFFERENT FROM THE ONE RECORDED. Effective date: 20051015 |